PCIe高速通讯连接器全自动生产线的制作方法
pcie高速通讯连接器全自动生产线
技术领域
1.本发明涉及pcie连接器自动生产设备领域,具体涉及pcie高速通讯连接器全自动生产线。
背景技术:
2.随着电子产品大量普及及快速发展,对于用于电子产品之间的电子连接部件的需求也越来越大。电子连接部件的座体一般以塑胶注塑成型,在座体的主体上设置有用来插设针脚的圆孔。对针脚的插设,最传统的方式是以手工方式将针脚一一插入圆孔内。后来,人们采用插针机来进行插针工作,传统插针机使用气缸驱动或凸轮结构实现,生产效率低下。而随着电子产品的飞速发展,且大多数电子产品都朝着更小、更精密地方向发展,这就使得人们对连接器端子的小型化、高密度化都提出了更高的要求,产品的生产制程更是有了翻天覆地的变化,pcie高速通讯连接器是全球高速运算与网路创新解决方案的重要产品之一。pcie高速通讯连接器采用0.6mm间距的高密度设计,可满足新一代pcie标准的通道数要求。连接器的产品结构较为复杂,人工生产效率底下,pitch小、种类多,产品频繁周转过程中易产生不良导致良率不高,是各个生产企业的痛点之一。
技术实现要素:
3.本发明的目的是解决以上缺陷,提供pcie高速通讯连接器全自动生产线,其可以直接生产出pcie高速通讯连接器,减少产品周转时间。
4.本发明的目的是通过以下方式实现的:
5.pcie高速通讯连接器全自动生产线,包括正端子安装组件、正端盖安装组件、反端子安装组件、反端盖安装组件和检测包装组件,正端子安装组件、正端盖安装组件、反端子安装组件、反端盖安装组件和检测包装组件上均安装有触摸屏控制器,正端子安装组件、正端盖安装组件、反端子安装组件、反端盖安装组件和检测包装组件之间均通过传输带进行连接,正端子安装组件和反端子安装组件均包括有端子上料架、端子裁切组装模组和端子搬运模组,正端盖安装组件和反端盖安装组件均包括有入料轨道、端盖组装模组、端盖终压模组、热熔模组、外壳搬运模组、热熔检测模组、尾料裁切模组、长款振动盘和短款振动盘。
6.上述说明中进一步的,正端子安装组件包括正端子座体、检测上料模组和错位拔插轨道,检测上料模组安装在正端子座体的一端,端子上料架安装在与检测上料模组相邻的一端,检测上料模组通过上料通道与传输带进行连接,端子裁切组装模组安装在传输带靠近正端子上料架的一侧边,端子搬运模组安装传输带远离端子裁切组装模组的一侧边,错位拔插轨道安装在传输带上。
7.上述说明中进一步的,检测上料模组包括上料振动盘和视觉检测器,上料振动盘安装在视觉检测器内,上料振动盘与上料通道进行连接。
8.上述说明中进一步的,端盖安装组件包括端盖座体和产品翻转模组,入料轨道安装在端盖座体的一端,入料轨道的两端均与传输带进行连接,端盖组装模组安装在端盖座
体上,端盖终压模组、热熔模组、热熔检测模组、产品翻转模组和尾料裁切模组分别依次安装在传输带的一侧边,外壳搬运模组安装在远离端盖终压模组的一侧边,长款振动盘和短款振动盘均安装在端盖座体上与入料轨道相邻的一端。
9.上述说明中进一步的,产品翻转模组包括旋转电机和翻转夹具,旋转电机安装在端盖座体上,翻转夹具可旋转地安装在旋转电机上。
10.上述说明中进一步的,反端盖安装组件包括螺帽振动盘、螺帽组装模组和电路板误差整形模块。
11.上述说明中进一步的,检测包装组件包括入料分离模组、电测模组、第一画像检测模组、第二画像检测模组、产品检测刻印模组、良品搬运模组和成品包装模组,入料分离模组、电测模组、第一画像检测模组、第二画像检测模组、产品检测刻印模组、良品搬运模组和成品包装模组分别依次安装在传输带的一侧边。
12.上述说明中进一步的,端子搬运模组、外壳搬运模组和良品搬运模组均包括有x轴导轨、x轴气缸、y轴气缸和夹具板,y轴气缸通过滑块安装在x轴导轨上,y轴气缸与x轴气缸进行连接,使y轴气缸可由x轴气缸带动在x轴导轨上进行线性运动,夹具板安装在y轴气缸上。
13.上述说明中进一步的,尾料裁切模组包括升降气缸和铡刀,升降气缸安装在端盖座体上,铡刀安装在升降气缸上。
14.本发明的有益效果:在使用时,先通过正端子安装组件和正端盖安装组件对产品一面进行安装端子和端盖,后通过反端子安装组件和反端盖安装组件对产品另一面进行安装端子和端盖,然后通过检测包装组件进行产品检测,最后将良品进行包装,以包装其结构设计合理,生产过程中,组件与组件之间均通过传输带进行连接,使之提高工作效率,降低成本,节约资源。
附图说明
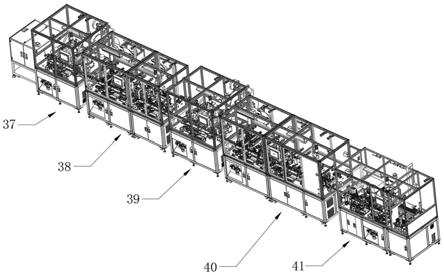
15.图1为本发明实施例主视角度的立体示意图;
16.图2为本发明实施例主视角度的示意图;
17.图3为本发明实施例俯视角度的示意图;
18.图4为本发明实施例中正端子安装组件的主视角度立体示意图;
19.图5为图4中a的放大示意图;
20.图6为本发明实施例中正端子安装组件的后视角度立体示意图;
21.图7为图6中b的放大示意图;
22.图8为本发明实施例中正端盖安装组件的主视角度立体示意图;
23.图9为图8中c的放大示意图;
24.图10为图8中d的放大示意图;
25.图11为本发明实施例中正端盖安装组件的后视角度立体示意图;
26.图12为图11中e的放大示意图;
27.图13为本发明实施例中反端子安装组件的主视角度立体示意图;
28.图14为本发明实施例中反端盖安装组件的主视角度立体示意图;
29.图15为图14中f的放大示意图;
30.图16为本发明实施例中检测包装组件的主视角度立体示意图;
31.图中附图标记分别为1-传输带,2-触摸屏控制器,3-端子上料架,4-端子裁切组装模组,5-端子搬运模组,6-入料轨道,7-端盖组装模组,8-端盖终压模组,9-热熔模组,10-外壳搬运模组,11-热熔检测模组,12-尾料裁切模组,1201-升降气缸,1202-铡刀,13-长款振动盘,14-短款振动盘,15-x轴导轨,16-x轴气缸,17-y轴气缸,18-夹具板,19-正端子座体,20-检测上料模组,21-错位拔插轨道,22-上料通道,23-上料振动盘,24-视觉检测器,25-端盖座体,26-产品翻转模组,2601-旋转电机,2602-翻转夹具,27-螺帽振动盘,28-螺帽组装模组,29-电路板误差整形模块,30-入料分离模组,31-电测模组,32-第一画像检测模组,33-第二画像检测模组,34-产品检测刻印模组,35-良品搬运模组,36-成品包装模组,37-正端子安装组件,38-正端盖安装组件,39-反端子安装组件,40-反端盖安装组件,41-检测包装组件。
具体实施方式
32.下面结合附图与具体实施方式对本发明作进一步详细描述。
33.本实施例,参照图1-图16,其具体实施的pcie高速通讯连接器全自动生产线,包括正端子安装组件37、正端盖安装组件38、反端子安装组件39、反端盖安装组件40和检测包装组件41,正端子安装组件37、正端盖安装组件38、反端子安装组件39、反端盖安装组件40和检测包装组件41上均安装有触摸屏控制器2,正端子安装组件37、正端盖安装组件38、反端子安装组件39、反端盖安装组件40和检测包装组件41之间均通过传输带1进行连接,正端子安装组件37和反端子安装组件39均包括有端子上料架3、端子裁切组装模组4和端子搬运模组5,正端盖安装组件38和反端盖安装组件40均包括有入料轨道6、端盖组装模组7、端盖终压模组8、热熔模组9、外壳搬运模组10、热熔检测模组11、尾料裁切模组12、长款振动盘13和短款振动盘14,端子搬运模组5、外壳搬运模组10和良品搬运模组35均包括有x轴导轨15、x轴气缸16、y轴气缸17和夹具板18,y轴气缸17通过滑块安装在x轴导轨15上,y轴气缸17与x轴气缸16进行连接,使y轴气缸17可由x轴气缸16带动在x轴导轨15上进行线性运动,夹具板18安装在y轴气缸17上,尾料裁切模组12包括升降气缸1201和铡刀1202,升降气缸1201安装在端盖座体25上,铡刀1202安装在升降气缸1201上,在使用时,先通过正端子安装组件37和正端盖安装组件38对产品一面进行安装端子和端盖,后通过反端子安装组件39和反端盖安装组件40对产品另一面进行安装端子和端盖,然后通过检测包装组件41进行产品检测,最后将良品进行包装,以包装其结构设计合理,生产过程中,组件与组件之间均通过传输带1进行连接,使之提高工作效率,降低成本,节约资源。
34.本实施例,正端子安装组件37包括正端子座体19、检测上料模组20和错位拔插轨道21,检测上料模组20安装在正端子座体19的一端,端子上料架3安装在与检测上料模组20相邻的一端,检测上料模组20通过上料通道22与传输带1进行连接,端子裁切组装模组4安装在传输带1靠近正端子上料架3的一侧边,端子搬运模组5安装传输带1远离端子裁切组装模组4的一侧边,错位拔插轨道21安装在传输带1上,检测上料模组20包括上料振动盘23和视觉检测器24,上料振动盘23安装在视觉检测器24内,上料振动盘23与上料通道22进行连接。
35.本实施例,端盖安装组件包括端盖座体25和产品翻转模组26,入料轨道6安装在端
盖座体25的一端,入料轨道6的两端均与传输带1进行连接,端盖组装模组7安装在端盖座体25上,端盖终压模组8、热熔模组9、热熔检测模组11、产品翻转模组26和尾料裁切模组12分别依次安装在传输带1的一侧边,外壳搬运模组10安装在远离端盖终压模组8的一侧边,长款振动盘13和短款振动盘14均安装在端盖座体25上与入料轨道6相邻的一端,产品翻转模组26包括旋转电机2601和翻转夹具2602,旋转电机2601安装在端盖座体25上,翻转夹具2602可旋转地安装在旋转电机2601上,产品翻转模组26用于翻转产品。
36.本实施例,反端盖安装组件40包括螺帽振动盘27、螺帽组装模组28和电路板误差整形模块29,检测包装组件41包括入料分离模组30、电测模组31、第一画像检测模组32、第二画像检测模组33、产品检测刻印模组34、良品搬运模组35和成品包装模组36,入料分离模组30、电测模组31、第一画像检测模组32、第二画像检测模组33、产品检测刻印模组34、良品搬运模组35和成品包装模组36分别依次安装在传输带1的一侧边。
37.以上所述,仅是本发明较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明以较佳实施例公开如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1