一种复合集流体的制备方法与流程
1.本发明属于锂离子电池技术领域,特别涉及一种复合集流体的制备方法。
背景技术:
2.随着锂离子电池的发展,更高的能量密度和更优异的安全性能是目前的重要需求,与传统的金属集流体相比,复合集流体具备更小的质量和更好的加工性能,其自身的特殊结构,也能够使电池在能量密度和安全方面均表现出更好的性能。
3.目前的复合集流体的制备通常是选用具有一定厚度的聚合物薄膜作为基膜,通过沉积的方法在聚合物薄膜的表面沉积一层或多层具有一定厚度的金属层,从而形成一种具有多层结构的复合薄膜。其中,金属层的沉积方式包括真空蒸镀、磁控溅射、水电镀在内的多种沉积手段,但这些沉积方式都需要配置专门的镀膜设备,使得产品的成本较高;并且真空沉积的方法常常伴随着大量的热产生,使得聚合物层具有受热发生变形的风险,进而影响最终复合集流体的质量。此外,由于聚合物薄膜和金属层属于两种不同的层体,容易出现金属层脱落的问题。
技术实现要素:
4.有鉴于此,本发明有必要提供一种复合集流体的制备方法,在聚合物膜制备的过程中,添加金属颗粒并使其定向移动沉积,再进行同步拉伸,可获得金属和和聚合物一体的结构,避免了金属层脱落的问题。
5.为了实现上述目的,本发明采用以下技术方案:
6.本发明提供了一种复合集流体的制备方法,包括以下步骤:
7.提供铸片,所述铸片由聚合物和金属颗粒组成,在铸片形成的过程中同时对金属颗粒进行定向移动沉积;
8.对沉积后的铸片分别进行纵向拉伸和横向拉伸,获得单面具有金属富集层的聚合物膜;
9.将所述单面具有金属富集层的聚合物膜复合,获得双面具有金属富集层的聚合物膜。
10.进一步方案,所述铸片的形成工艺,具体为:
11.将干燥的聚合物加热熔融,获得熔融聚合物;
12.将所述熔融聚合物和金属颗粒充分混合,获得混合熔体;
13.将所述混合熔体挤出,在挤出的同时对金属颗粒进行定向移动沉积,形成铸片。
14.进一步方案,所述加热熔融的温度为180-350℃。
15.进一步方案,所述混合熔体的挤出温度为190-300℃。
16.进一步方案,所述金属颗粒选自铝、铜、钛、铬、镍、铁中的一种,尺寸大小为1-1000nm。
17.进一步方案,所述定向移动沉积的方式为重力沉积、离心力沉积或磁场沉积中的
一种。
18.进一步方案,所述铸片的结构中,聚合物的厚度<1mm,金属颗粒层的厚度<100μm。
19.进一步方案,所述纵向拉伸的温度为100-200℃,拉伸比为3-7;
20.所述横向拉伸的温度为100-200℃,拉伸比为3-7。
21.进一步方案,所述单面具有金属富集层的聚合物膜中,聚合物层的厚度为1-20μm,金属富集层的厚度为1-2000nm;
22.金属富集层内金属颗粒和聚合物均匀混合,且金属颗粒的体积占比为60-95%。
23.进一步方案,在获得所述双面具有金属富集层的聚合物膜后,还包括在金属富集层表面沉积加厚金属层的步骤。
24.与现有技术相比,本发明具有以下有益效果:
25.本发明中复合集流体的制备工艺简单,由于金属富集层与聚合物层是通过混合熔体挤出形成铸片后,再同步拉伸形成的,这使得复合集流体金属富集层和聚合物层为一体结构,金属富集层和聚合物层之间不存在脱落的现象。
26.本发明中复合集流体的制备方法显著降低了对真空镀膜设备的使用程度,甚至可以做到不使用真空镀膜设备,从而避免了聚合物层因受热而发生的热变形,改善了最终产品的质量,降低设备的投资成本。
附图说明
27.图1为本发明实施例1中单面具有金属富集层的聚合物膜的结构示意图;
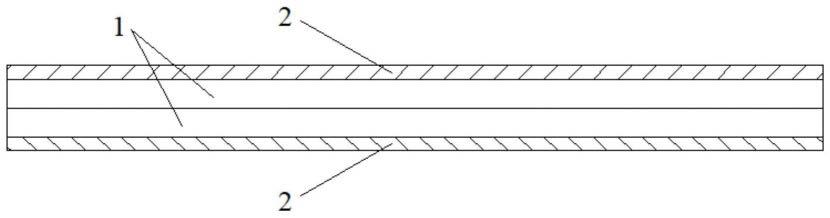
28.图2为本发明一较佳实施例中双面具有金属富集层的聚合物膜的结构示意图。
29.图中:1-聚合物膜、2-金属富集层。
具体实施方式
30.下面详细描述本发明的实施例,下面参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
31.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
32.本发明的一个方面提供了一种复合集流体的制备方法,主要步骤如下:
33.形成铸片
34.本发明中的实施例中,铸片由聚合物和金属颗粒组成,具体的说,铸片的加工工艺包括以下步骤:
35.s101、将干燥的聚合物加热熔融,获得熔融聚合物;根据本发明的实施例,聚合物优选为聚合物母粒,聚合物的材质没有特别的限定,可以采用本领域中常用的复合集流体的聚合物材质,具体可提及的实例包括但不限于聚丙烯、聚乙烯、聚对苯二甲酸乙二醇酯、聚氯乙烯、聚苯乙烯、聚酰亚胺、聚酰胺中的一种或两种以上的组合,聚合物的干燥没有特别限定,只要能够实现充分干燥的目的即可,在本发明的一个或多个实施例中,聚合物的干燥温度是60-120℃,时间为20-120min,优选的,干燥温度为80-100℃,时间为30-60min。
36.进一步的,通过将干燥的聚合物加热熔融,使得聚合物成熔体状态,其加热熔融的温度没有特别的限定,根据聚合物种类的不同而有所调整,只要能够实现形成熔融聚合物即可,在本发明的一个或多个实施例中,加热熔融温度为180-350℃,优选为200-300℃。
37.s102、将所述熔融聚合物和金属颗粒充分混合,获得混合熔体;向熔融聚合物中加入金属颗粒,并充分混合,形成聚合物和金属颗粒的混合熔体,其中,加入的金属颗粒的种类没有特别的限定,可以为本领域中常规复合集流体中形成金属层中采用的金属物质,具体可提及的实例包括但不限于铝、铜、钛、铬、镍、铁中的一种,金属颗粒的尺寸大小选择1-1000nm,优选为50-500nm,更优选的为100-200nm,通过对金属颗粒的尺寸进行选择,以便于其在复合集流体成品中的结构均匀致密。
38.s103、将所述混合熔体挤出,在挤出的同时对金属颗粒定向移动沉积,形成具有一定厚度的铸片,该铸片具有聚合物和金属颗粒层。可以理解的是,将熔体挤出形成铸片为本领域中的常规加工手段,故没有特别的限定。在本发明的一个或多个实施例中,将混合熔体加入挤出机中进行挤出,其中挤出温度可根据熔体的性质(如聚合物的种类等)进行调整,本发明中的实施例中,挤出温度为190-300℃,优选为220-280℃。
39.进一步的,在挤出形成铸片的同时对金属颗粒进行定向移动沉积,通过定向移动使得混合熔体中的金属颗粒沉积,同时挤出从而在铸片的表面形成金属颗粒层。根据本发明的实施例,定向移动沉积的方式可以是重力沉积、离心力沉积或磁场沉积中的一种,可根据金属颗粒的性质或种类进行具体的选择。举例来说,通常对于不具备磁性的金属颗粒(如铝、铜、钛、铬等),可以采用离心力沉积,依靠离心力使混合熔体中的金属颗粒快速沉积;也可以依靠重力沉积,利用重力的作用使得混合熔体中的金属颗粒沉积。而对于具有磁性的金属颗粒(如镍、铁等金属或合金),除了重力沉积、离心力沉积,还可以采用磁场沉积的方式,达到使混合熔体中的金属颗粒快速沉积的目的。在经过金属颗粒沉降后形成的铸片结构中,聚合物的厚度<1mm,金属颗粒层的厚度<100μm。
40.形成单面具有金属富集层的聚合物膜
41.具体的说,对金属颗粒沉积后的铸片进行拉伸,形成单面具有金属富集层的聚合物膜,优选的,金属富集层内金属颗粒和聚合物均匀混合,且金属颗粒的体积占比为60-95%。其结构如图1中所示的,具有聚合物层1和形成于聚合物层1表面的金属富集层2。其中拉伸的工艺没有特别的限定。根据本发明的实施例,对铸片分别进行纵向拉伸和横向拉伸,其中,纵向拉伸和横向拉伸的拉伸温度为100-200℃,优选120-180℃;纵向拉伸、横向拉伸的拉伸比均为3-7,优选3.5-5。在形成的单面具有金属富集层的聚合物膜中,聚合物层的厚度为1-20μm,优选为1-6μm;金属富集层的单层厚度为1-2000nm,优选为5-1200nm。可以理解的是,本发明中可通过控制铸片中聚合物和金属颗粒层的厚度,配合拉伸的工艺参数,实现对复合集流体中聚合物层和金属富集层厚度的控制,操作方便。
42.形成双面具有金属富集层的聚合物膜
43.具体的说,将得到的单面具有金属富集层的聚合物膜进行复合,即将聚合物层所在的一面相互贴合,形成双面具有金属富集层的聚合物膜,其结构如图2中所示的。其贴合的方式可以采用本领域中常规的,根据本发明的实施例,在聚合物层的表面涂抹胶粘剂,使得聚合物层紧密结合,即可获得双面均有金属富集层的聚合物膜。所获得的双面均有金属富集层的聚合物膜可以作为复合集流体成品,也可以作为传统复合集流体制备过程中的半
成品。
44.进一步方案,当双面具有金属富集层的聚合物膜中的金属富集层厚度较大时,其最终可直接作为复合集流体使用;而当金属富集层的厚度较小时,则可作为复合集流体的半成品使用。在本发明的一些具体的实施例中,获得的双面具有金属富集层的聚合物膜作为复合集流体制备过程中的半成品,具体的说,当金属富集层的单层厚度<50nm时,对于形成的双面具有金属富集层的聚合物膜,通过常规的金属沉积方式(如真空沉积、电沉积等)进行金属富集层的加厚,从而获得复合集流体成品。举例来说,镀铝复合集流体,可以先采用本发明中的方法在聚合物薄膜的表面形成一层较薄的钛金属富集层获得半成品,再通过真空蒸镀的方式在钛金属层的表面形成较厚的铝金属层,得到最终的复合集流体。
45.通过本发明中的制备方法制得的复合集流体由于金属富集层与聚合物层为一体结构,故金属层和聚合物层之间不存在金属脱落的现象,且该制备方法显著降低了对真空镀膜设备的使用程度,避免了聚合物层因受热而发生的热变形。
46.下面通过具体实施例对本发明进行说明,需要说明的是,下面的具体实施例仅仅是用于说明的目的,而不以任何方式限制本发明的范围,另外,如无特别说明,未具体记载条件或者步骤的方法均为常规方法,所采用的试剂和材料均可从商业途径获得。
47.实施例1
48.选用聚对苯二甲酸乙二醇酯母粒在温度120℃下进行充分干燥,干燥时间为80min;将干燥后的聚对苯二甲酸乙二醇酯母粒在300℃温度下进行加热熔融,形成熔体,随后向熔体中加入尺寸为150nm的铝金属颗粒,并充分搅拌使铝金属颗粒和熔融聚合物混合均匀;
49.设置挤出温度为275℃,将充分混合后的熔体经过挤出机挤出,同时对熔体中的金属颗粒采用离心力沉积的方式进行沉积,形成具有一定厚度的铸片,使得最终铸片的结构中,聚合物层的厚度为110μm,金属颗粒层的厚度为18μm;
50.随后对铸片分别进行纵向拉伸及横向拉伸,其中,纵向拉伸的拉伸温度为150℃,拉伸比为4,横向拉伸的拉伸温度为165℃,拉伸比为4.5;经过纵向和横向拉伸后,即可得到单面具有金属富集层的聚合物膜,其中,聚合物层的厚度为6μm,铝金属富集层的厚度为1μm,铝金属富集层中铝金属颗粒和聚合物均匀混合且铝金属的体积占比为85%;
51.取两份上述的单面具有金属富集层的聚合物膜,在其聚合物层表面涂抹胶黏剂并使聚合物层紧密结合,得到双面均具有金属富集层的聚合物膜。此双面金属富集层的聚合物膜的结构中,金属富集层的厚度为1μm,且铝金属的体积占比为85%,可以当做复合集流体成品使用。由于铝金属富集层和聚合物层是同步拉伸出来的,两者为一体结构,不存在铝金属脱落的现象。
52.实施例2
53.选用聚丙烯母粒在温度110℃下进行充分干燥,干燥时间为60min;将干燥后的聚丙烯母粒在240℃温度下进行加热熔融,形成熔体;随后向熔体中加入尺寸为150nm的铜金属颗粒,并充分搅拌使铜金属颗粒和熔融聚合物混合均匀;
54.设置挤出温度为220℃,将充分混合后的熔体经过挤出机挤出,同时对熔体中的金属颗粒采用重力沉积进行沉积,形成具有一定厚度的铸片,使得最终铸片的结构中,聚合物层的厚度为90μm,金属颗粒层的厚度为22μm;
55.随后对铸片分别进行纵向拉伸及横向拉伸,其中,纵向拉伸的拉伸温度为135℃,拉伸比为4.5;横向拉伸的拉伸温度为155℃,拉伸比为5;经过纵向和横向拉伸后,即可得到单面具有金属富集层的聚合物膜,在本实施例单面具有金属富集层的聚合物膜中,聚合物层的厚度为4μm,铜金属富集层的厚度为1μm,铜金属富集层中铜金属颗粒和聚合物均匀混合且铜金属的体积占比为90%;
56.取两份上述的单面金属富集层的聚合物膜,在其聚合物层表面涂抹胶黏剂并使聚合物层面紧密结合,得到双面均具有金属富集层的聚合物膜,在该双面金属富集层的聚合物膜的结构中,金属富集层的厚度为1μm,且铜金属的体积占比为90%,可以当做复合集流体成品使用。
57.实施例3
58.本实施例采用同实施例1相同的实施方式,不同之处在于:本实施例中所使用的金属颗粒为5nm大小的钛金属颗粒;铸片的结构中,钛金属颗粒层的厚度为360nm;双面具有金属富集层的聚合物膜的结构中,金属富集层的厚度为20nm,至此形成双面钛金属富集层的聚合物膜。随后通过真空蒸镀的方式,在其表面沉积铝金属层进行加厚,使镀铝层的厚度达到1μm,最终得到镀铝复合集流体。
59.实施例4
60.本实施例采用同实施例2相同的实施方式,不同之处在于:本实施例中所使用的金属颗粒为2nm大小的镍金属颗粒,所采用的的沉积方式为磁场沉积;在铸片的结构中,镍金属颗粒层的厚度为225nm,双面具有金属富集层的聚合物膜的结构中,镍金属富集层的厚度为10nm,至此形成双面镍金属富集层的聚合物膜;随后通过真空蒸镀的方式,在其表面沉积50nm的铜金属层,使其具备一定的导电性,再通过水电镀加厚度铜层,使镀铜层的厚度达到1μm,最终得到镀铜复合集流体。
61.在该镀铜复合集流体中,镍金属富集层形成的目的在于增加镀层和聚合物之间的结合。
62.实施例5
63.本实施例采用同实施例2相同的实施方式,不同之处在于:本实施例中所使用的金属颗粒为2nm大小的铜金属颗粒,采用的沉积方式为重力沉积或离心沉积;在铸片的结构中,铜金属颗粒层的厚度为1125nm,双面金属富集层的聚合物膜的结构中,铜金属富集层的厚度为50nm;接着再通过水电镀加厚镀铜层,使镀铜层的厚度达到1μm,最终得到镀铜复合集流体。本实施例同实施例4相比,省去了镍金属富集层的制备,这是由于本发明所述的制备方法制得的双面具有金属富集层的聚合物膜,其金属富集层和聚合物膜为一体结构,不存在金属脱落的现象。因此,可直接制备带有同金属层的半成品,再经过常规镀铜进行金属层加厚。
64.通过以上实施例的实施可知,本发明中制备方法制得的复合集流体中,金属富集层和聚合物层为一体结构,不存在金属脱落的现象。由于显著降低了真空镀膜设备的使用程度,因此,避免了聚合物层因受热而发生的热变形,改善了最终产品的质量,降低了生产成本。
65.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存
在矛盾,都应当认为是本说明书记载的范围。
66.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1