一种新型电感及其全封胶生产方法与流程
1.本发明涉及电感技术领域,尤其涉及一种新型电感及其全封胶生产方法。
背景技术:
2.电感作为大量使用的小型电源电感功率电感的设备,广泛应用于手机、dvd、可携式音响设备、笔记本电脑等设备上。上述设备对电感要求在保持小体积、重量轻的同时,也往往被要求可实现长时间的运行。在设备上由于所使用功能各异以及电路模块数量的增加,对高性能电感的要求更多,另外,设计的小型化也要求使用进一步小型化、薄型化,但现在的小体积电感的感值不够高、内阻高及无法有效抗干扰。
3.目前,申请号为cn202010194461.2的中国专利公开了一种新型磁屏蔽不饱和电感器及其生产方法,其采用扁平线绕线,并依次进行点胶、烘烤、组装引脚、磁罩点胶和烘烤等工艺流程,以获得新型的磁屏蔽不饱和电感器。但结合该对比文件的文字记载和附图来看,其仅仅在磁罩内部的第一u型槽和第二u型槽内点胶,即该对比文件1采用半封胶的方式进行磁芯与线圈的固定,则存在产品在贴上电路板时,因为爬锡而爬上线圈导致电感性能不良的问题。
技术实现要素:
4.本发明的首要目的旨在提供一种感值高,能解决目前半封闭精密绕线电感容易在使用上产生的不良问题的同时,还能提高电性能的新型电感。
5.本发明的另一目的旨在提供一种上述新型电感的全封胶生产方法。
6.为了实现上述目的,本发明提供以下技术方案:
7.作为第一方面,本技术涉及一种新型电感,包括磁芯及绕设于磁芯上的漆包线,所述漆包线的两端与所述磁芯的两端侧固定,所述磁芯的两端侧均覆盖有uv胶层,所述uv胶层包括胶水及磁粉,其中,
8.所述磁粉为铁硅铝磁粉,所述磁粉以质量百分比计,包括以下组分:
9.硅
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9.2-9.7%,
10.铝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5.2-5.6%,
11.其余为铁。
12.进一步设置:所述磁粉的含氧量小于等于0.3%。
13.进一步设置:所述磁芯两端侧的uv胶层的胶水与磁粉的比例不同,所述磁芯底端的uv胶层的胶水与磁粉比例为1:5,所述磁芯顶端的uv胶层的胶水与磁粉比例为1:2.5。
14.作为第二方面,本技术还涉及一种如上所述的新型电感全封胶生产方法,包括以下步骤:
15.在背膜机的背膜带上点入混有磁粉的uv胶;
16.将缠绕有漆包线的磁芯放置到涂有uv胶的背膜带上并压平;
17.再通过背膜机对磁芯的顶部点上uv胶;
18.通过紫外固化机构对磁芯两端的uv胶进行固化以形成uv胶层。
19.进一步设置:所述缠绕有漆包线的磁芯的加工包括以下步骤:
20.在工字型磁芯中柱绕上多层漆包线;
21.剪切漆包线的两端以使漆包线的两端分别搭接在磁芯两端侧电极上;
22.所述漆包线的两端分别与磁芯两端侧的电极焊接。
23.进一步设置:所述背膜机包括膜带传输机构、第一点胶机构、工件上料机构、第二点胶机构及紫外固化机构,所述第一点胶机构、工件上料机构及第二点胶机构沿所述膜带传输机构的输送方向依次排布;
24.所述膜带传输机构包括背膜带、膜带导向轮及膜带输送电机,所述背膜带设置有型槽,所述第一点胶机构对所述背膜带的型槽点入uv胶,所述工件上料机构用于将缠绕有漆包线的磁芯放置到所述背膜带的型槽中并压平,所述第二点胶机对置于所述背膜带的型槽中的磁芯顶部点胶,所述紫外固化机构对所述磁芯两端侧的uv胶进行紫外光照射以固化形成uv胶层。
25.进一步设置:所述第一点胶机构及第二点胶机构均包括点胶料筒及点胶针嘴,所述点胶料筒处设有控制出量组件,所述控制出量组件包括位于所述点胶料筒内的压板,所述压板的周边与所述点胶料筒的内壁相贴且两者间设有密封圈,所述控制出量组件还包括移动板及连接压板与移动板的连杆,所述移动板与所述点胶料筒之间设有出料气缸,通过所述出料气缸带动所述移动板以联动所述点胶料筒内的压板,以对所述点胶料筒内的uv胶进行挤压出料。
26.进一步设置:所述背膜带位于所述工件上料机构的工位处设有膜带微调机构,所述膜带微调机构包括调节轮及用于驱动所述调节轮转动的调节电机,所述调节轮与所述背膜带配合。
27.进一步设置:所述工件上料机构包括振动盘、输料轨道、转盘、转盘支架及伺服电机及吸嘴组件,所述输料轨道设于振动盘与转盘之间,所述转盘支架设于所述转盘底部且所述转盘支架设有用于驱动所述转盘升降的气缸,所述伺服电机与所述转盘的轴心连接以用于驱动所述转盘转动,所述吸嘴组件设于所述转盘上,所述吸嘴组件通过真空气压作用进行工件的取放。
28.进一步设置:所述工件上料机构与背膜带之间设有工件矫正机构,所述工件矫正机构包括至少三片可同步相互靠近或远离的定位矫正片及用于驱动所述定位矫正片移动的矫正气缸,通过所述矫正气缸推动所述定位校正片向中间收拢以对位于工件矫正机构中的工件的垂直度进行矫正。
29.相比现有技术,本发明的方案具有以下优点:
30.1.在本技术的新型电感中,通过对高频精密绕线电感进行两端侧的全封闭封胶处理,并在封胶采用的uv胶中混入磁粉以提高电磁导率,从而提高电感的电特性没能够解决电感焊接在电路板时可能因爬锡到线圈上导致的电感不良的问题,能够提升emi屏蔽效果和解决因半开放线圈导致的蜂鸣问题。同时,磁芯与线圈之间采用全封胶的形式进行封闭,能够进一步加固了线圈与磁芯连接的稳定性。
31.2.在本技术的新型电感的全封闭的生产方法中,采用了改进后的背膜机,改进后的背膜机在原有背膜机的基础上新增了第二点胶机构,能够完成电感顶部的封胶作业,继
而实现电感两端侧的全封胶,从而能够提升电感的抗电磁干扰效果,解决半开放封胶存在的蜂鸣问题。
32.3.在本技术的新型电感的全封闭的生产方法中,背膜机中设置了膜带微调结构,通过调节电机驱动与背膜带配合的调节轮,使得调节轮在转动的情况下带动背膜带移动,继而调节背膜带位于工件上料工位处的型槽的位置,使其正对于转盘的吸盘组件的上料工作,以确保工件顺利插入到型槽内。
33.本发明附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
34.本发明上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
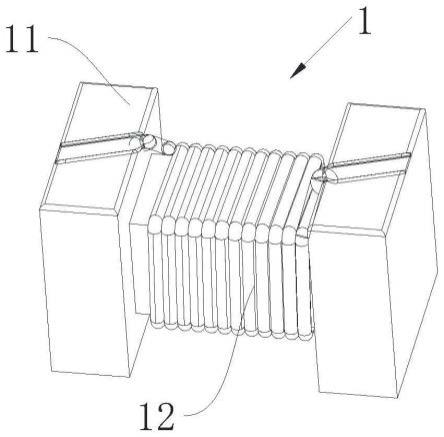
35.图1为本技术新型电感的一个实施例的结构示意图;
36.图2为本技术新型电感的全封胶生产方法的工艺流程图;
37.图3为本技术新型电感的全封胶生产方法中背膜机的正面示意图;
38.图4为图3的a部结构放大图;
39.图5为本技术新型电感的全封胶生产方法中背膜机的背面示意图;
40.图6为图5的b部放大示意图;
41.图7为本技术新型电感的全封胶生产方法中背膜机中用于示意膜带微调机构的示意图;
42.图8为图7的c部放大示意图;
43.图9为本技术新型电感的全封胶生产方法中背膜机的第二点胶结构示意图。
44.图中,1、新型电感;11、磁芯;12、漆包线;2、背膜机;20、机架;21、膜带传输机构;211、背膜带;2111、型槽;212、膜带传动轮;213、膜带导向轮;214、膜带输送电机;22、第一点胶机构;221、点胶组件;222、调节组件;23、工件上料机构;231、振动盘;232、输料轨道;233、转盘;234、转盘支架;235、吸嘴组件;24、第二点胶机构;241、点胶组件;2411、点胶料筒;2412、点胶针嘴;2413、移动板;2414、连杆;2415;出料气缸;242、调节组件;25、紫外固化机构;251、上部紫外点光源;252、下部紫外点光源;253、紫外面光源;26、工件矫正机构;261、定位矫正片;27、膜带微调机构;271、调节轮;272、调节电机;273、转动角度尺;28、工件整平机构;281、整平杆;282、整平气缸;291脱模机构;291、脱模杆;292、脱模气缸;293、工件收纳箱。
具体实施方式
45.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。
46.请参见图1至图9,针对现有电感传导不良和因半开放线圈导致的蜂鸣问题,本技术提供了一种新型电感1,其具有较高的导磁效果,能够提高电感值、降低内阻的优异电气特性,在解决市场上前类型半封闭精密绕线电感容易在使用上产生的不良问题的同时提高
电性能。
47.请结合图1,所述新型电感1包括磁芯11及漆包线12,所述磁芯11为工字型磁芯11,所述漆包线12绕设在所述磁芯11的中柱,且所述漆包线12的两端与所述磁芯11两端侧的电极焊接固定,同时所述磁芯11的两端侧均覆盖有uv胶层,所述uv胶层包括胶水及磁粉。通过所述uv胶层对所述磁芯11的两端侧进行全封闭的封胶处理,能够确保所述漆包线12的两端与所述磁芯11两端侧的连接稳定性,同时uv胶内含有磁粉,能够提高电感的电磁导率,具有良好的抗电磁干扰性能,从而解决目前半封闭精密绕线电感不良的问题。
48.优选地,本实施例的磁芯11采用铁硅铬合金,采用铁硅铬材料制备的磁芯11可以实现小型化、气隙分布均匀、饱和特性强、电阻率高的作用,且不容易击穿,耐大电流,不生锈,批量化生产简便,抗干扰能力好,能耗比较低,制造成本也比较低。另外,本实施例用于形成所述uv胶层的胶水以质量百分比计,其包括以下组分:聚氨酯丙烯酸酯0-30%、环氧丙烯酸酯50-70%、活性稀释剂10-40%、光引发剂0.2-6%、助剂0.1-1%,其中,活性稀释剂采用甲苯、二甲苯、活性环氧树脂稀释剂等,所述的光引发剂为1-羟基环己基苯基甲酮和2,4,6-三甲基苯甲酰基-二苯基氧化膦的混合物,助剂包括偶联剂、流平剂及消泡剂等,其通过紫外线光照射进行固化,粘结稳定性高。
49.具体地,可结合以下具体实施例对本技术的内容作进一步详细描述:
50.实施例一:所述uv胶层的胶水包括以下以质量百分比计的组分:聚氨酯丙烯酸酯20%,环氧丙烯酸酯50%,活性稀释剂24%,光引发剂5%,助剂1%,其中,1%的助剂包括0.5%的消泡剂,0.3%的偶联剂及0.2%的流平剂,本实施例的消泡剂采用uv胶消泡剂,其是以醚、脂、矿物油精等经过特殊工艺复合而成的高效消泡剂,偶联剂采用kgf-903,流平剂采用聚丙烯酸乙酯、聚丙烯酸丁酯、有机硅改性聚丙烯酸酯等高分子化合物。
51.实施例二:所述uv胶层的胶水包括以下以质量百分比计的组分:聚氨酯丙烯酸酯25%,环氧丙烯酸酯60%,活性稀释剂20%,光引发剂5%,助剂1%,其中,1%的助剂包括0.5%的消泡剂,0.3%的偶联剂及0.2%的流平剂,本实施例的消泡剂采用uv胶消泡剂,其是以醚、脂、矿物油精等经过特殊工艺复合而成的高效消泡剂,偶联剂采用kgf-903,流平剂采用聚丙烯酸乙酯、聚丙烯酸丁酯、有机硅改性聚丙烯酸酯等高分子化合物。
52.实施例三:所述uv胶层的胶水包括以下以质量百分比计的组分:聚氨酯丙烯酸酯15%,环氧丙烯酸酯60%,活性稀释剂20%,光引发剂5%,助剂1%,其中,1%的助剂包括0.5%的消泡剂,0.3%的偶联剂及0.2%的流平剂,本实施例的消泡剂采用uv胶消泡剂,其是以醚、脂、矿物油精等经过特殊工艺复合而成的高效消泡剂,偶联剂采用kgf-903,流平剂采用聚丙烯酸乙酯、聚丙烯酸丁酯、有机硅改性聚丙烯酸酯等高分子化合物。
53.本技术采用上述配方制备获得的uv胶水附着力好及透明稳定性高。
54.同时,本技术的磁粉优选采用铁硅铝磁粉,所述磁粉以质量百分比计包括以下组分:硅含量为9.2-9.7%,铝含量为5.2-5.6%,其余为铁。本实施例的uv胶内添加了铁硅铝磁粉,其磁导率可达26~125μi,饱和磁感能达到10000gs,工作频率可达2mhz,高于铁硅磁粉、铁镍磁粉及镍铁钼磁粉等铁合金磁粉,且相对成本较低。
55.本实施例的磁芯11两端侧的uv胶层的胶水与磁粉的比例不同。具体地,所述磁芯11底端的uv胶层的胶水与磁粉比例为1:5,所述磁芯11顶端的uv胶层的胶水与磁粉比例为1:2.5。所述磁芯11两端侧的uv胶层的胶水与磁粉比例不同,能够提升本技术电感的感值及
其他电特性。
56.此外,本技术的磁粉的含氧量小于等于0.3%。磁粉的含氧量低即磁粉的氧化程度低,能够确保磁粉的磁通量,保证电感封胶后的电磁导率。
57.综上,本技术将上述胶水先导入一个搅拌罐中,然后再倒入相应比例的磁粉,然后再使用搅拌机进行翻滚搅匀,即可获得uv胶。且本技术通过对高频精密绕线电感进行两端侧的全封闭封胶处理,并在封胶采用的uv胶中混入磁粉以提高电磁导率,从而提高电感的电特性没能够解决电感焊接在电路板时可能因爬锡到线圈上导致的电感不良的问题,能够提升emi屏蔽效果和解决因半开放线圈导致的蜂鸣问题。此外,本技术的电感相比于市面上的电感,能以更小的尺寸和成本进行量产,并且这种制程工艺能扩散到其它尺寸的产品按照客户的需求和工艺进行定制,具有可观的发展前景。
58.请结合图3至图9,本技术还公开了一种新型电感1的全封胶生产工艺,所述新型电感1为前文提及的新型电感1,其运用了背膜机2来实现电感的磁芯11两端侧的全封闭封胶处理,相较于现有半封闭的电感具有更好的抗电磁干扰的效果。
59.所述背膜机2包括机架20及设于机架20上的膜带传输机构21、第一点胶机构22、工件上料机构23、第二点胶机构24及紫外固化机构25,所述膜带传输机构21包括背膜带211、膜带传动轮212、膜带导向轮213及膜带输送电机214,所述膜带传动轮212设有两个,所述背膜带211首尾相接地绕设在所述膜带导向轮213上,通过所述膜带输送电机214驱动所述膜带传动轮212转动,继而实现所述背膜带211的转动。此外,本实施例中的两个膜带传动轮212位于不同的高度位置,从而可通过所述膜带导向轮213形成上下两层作业轨道,从而可合理运用高度空间位置,减少占地面积的使用,并提高加工效率。
60.同时,所述背膜带211上沿其长度方向设置有多个型槽2111,使得所述背膜带211可形成用于运输型槽2111内uv胶及工件的输送轨道,且本实施例的膜带传动轮212采用载带针轮,载带针轮上沿其周向设有多个凸起,所述背膜带211沿其长度方向设有多个连接孔(图中未标示),所述载带针轮的凸起通过嵌入连接孔,使得所述载带针轮在所述膜带输送电机214驱动下转动以达到驱使所述背膜带211传输的作用。
61.所述第一点胶机构22包括点胶组件221及用于调节点胶组件221位置的调节组件222,所述点胶组件221包括点胶料筒及点胶针嘴,所述点胶料筒2411灌注有uv胶,并通过所述点胶针嘴向外输出uv胶。所述调节组件222包括沿所述背膜带211运输方向延伸的纵向气缸、沿垂直于背膜带211运输方向的横向气缸及沿竖直方向延伸的升降气缸,从而能够调节所述点胶组件221的上下、前后及左右等方向的位置,以确保点胶针嘴对准于所述背膜带211的型槽2111的中心位置,使得uv胶能够均匀扩散在型槽2111底部,避免uv胶漏到型槽2111外造成浪费。
62.所述工件上料机构23包括振动盘231、输料轨道232、转盘233、转盘支架234及伺服电机(图中未标示)及吸嘴组件235,所述振动盘231通过振动能够使工件在受到振动的时候沿螺旋轨道上升,以将无序工件自动有序定向排列整齐、准确地输送到下到工序处。所述输料轨道232设于振动盘231与转盘233之间,所述转盘支架234设于所述转盘233底部且所述转盘支架234设有用于驱动所述转盘233升降的气缸,所述伺服电机与所述转盘233的轴心连接以用于驱动所述转盘233转动,所述吸嘴组件235设于所述转盘233上,所述吸嘴组件235包括真空吸嘴,通过所述真空吸嘴的排放气即可实现对工件的夹持与放松。则当所述转
盘支架234带动所述转盘233竖直向下运动时,所述转盘233上的真空吸嘴可吸取所述输料轨道232上的工件,接着,所述转盘支架234带动所述转盘233竖直向上运动,并通过所述伺服电机使所述转盘233旋转,以使取得工件的吸嘴组件235离开所述输料轨道232的取件工位。随后,通过伺服电机驱动所述转盘233旋转特定角度后,使该真空吸嘴及工件旋转至所述背膜带211上方,所述转盘支架234又带动所述转盘233竖直向下运动,以使所述真空吸嘴上的工件对准所述背膜带211的型槽2111并插入以陷入uv胶中,所述真空吸嘴松开工件,从而将工件完全放入到点入uv胶的背膜带211的型槽2111中。
63.进一步地,本实施例的吸嘴组件235设有八组,八组所述吸嘴组件235沿所述转盘233的周向均匀布置,则可通过转盘支架234的气缸及伺服气缸实现所述吸嘴组件235的旋转与竖直运动的步骤,能够实现工件取放的循环,继而提高工件上料的效率。本实施例的工件上料机构23还包括用于检测所述转盘233转动角度的分度感应器,并通过所述分度感应器控制所述转盘233的转动角度,继而提高工件取放的精度。
64.此外,本技术还包括工件矫正机构26,所述工件矫正机构26位于所述转盘233的下方且位于沿所述转盘233的旋转方向的输送轨道与背膜带211之间。所述工件矫正机构26包括至少三片可同步相互靠近或远离的定位矫正片261及用于驱动所述定位矫正平移动的矫正气缸(图中未标示),所述定位矫正片261均位于同一水平面中,则当所述定位矫正片261在所述矫正气缸的驱动下收拢时,各所述定位矫正片261内侧端部能够适配于所述吸嘴组件235所吸取的工件的外形轮廓。即工件随所述吸嘴组件235在所述转盘233的带动下移动至所述工件矫正机构26的上方时,可在所述矫正气缸的驱动下,全部所述定位矫正片261可同时向中间收拢,以从多个方向推动工件摆正,从而调整工件的垂直度以方便后续下方至背膜带211的型槽2111中,确保放入所述型槽2111中的工件摆放姿态正确,实现较高的达标率。
65.所述背膜带211位于所述工件上料机构23的工位处还设有膜带微调机构27,所述膜带微调机构27包括调节轮271及用于驱动所述调节轮271转动的调节电机272,本实施例中的调节轮271亦采用载带针轮,所述载带针轮上设置的凸起通过嵌入所述背膜带211的连接孔中,以在所述调节电机272驱动所述调节轮271转动的同时带动所述背膜带211的移动,从而达到微调所述背膜带211位置的目的,使得所述背膜带211的型槽2111能够正对于所述转盘233的上料工位,确保工件顺利插入到型槽2111内。
66.进一步地,本技术的调节轮271还同轴连接有转动角度尺273,可测试获得所述背膜带211需要移动的距离来精准计算得到所述调节轮271所要转动的角度,所述转动角度尺273能够辅助所述调节轮271的转动角度精准。
67.随后,放入所述背膜带211的工件可经过工件整平机构28进行压平,所述工件整平机构28包括整平杆281及整平气缸282,所述整平杆281位于所述背膜带211上,所述整平杆281受到所述整平气缸282的驱动能够实现竖直方向的移动。由于工件通过所述吸嘴组件235放入到所述背膜带211的型槽2111中时,工件自身重量较轻,型槽2111中又存在有uv胶,工件无法直接摆放到位。则工件随所述背膜带211经过所述工件整平机构28的工位时,可通过所述整平气缸282驱动所述整平杆281向下运动,所述整平杆281的底端将工件压入到uv胶中并压平,使得工件在型槽2111中的位置到位,从而确保工件的底端能够完全附着有uv胶。
68.接着,底端附着有uv胶的工件随所述背膜带211移动至所述第二点胶机构24的工位处,所述第二点胶机构24的结构与所述第一点胶机构22的结构相同,亦包括有点胶组件241及调节组件242,所述点胶组件241包括点胶料筒2411及点胶针嘴2412,所述调节组件242则用于调整点胶组件241的位置,以确保所述点胶针嘴2412位于工件的正上方以对其进行顶部点胶。本技术通过增设第二点胶机构24对工件的顶部进行点胶,实现了对于电感两端侧的全封闭的封胶处理,从而能够提升电感的抗电磁干扰效果,解决半开放封胶存在的蜂鸣问题。
69.进一步地,所述第一点胶机构22及第二点胶机构24的点胶料筒2411处均设有控制出量组件,所述控制出量组件包括位于点胶料筒2411内的压板,所述压板的周边与所述点胶料筒2411的内壁之间相贴并设有密封圈,所述控制出料组件还包括移动板2413及连接压板与移动板2413的连杆2414,所述移动板2413与所述点胶料筒之间设有出料气缸2415,则通过所述出料气缸2415控制所述移动板2413的移动位置,以达到控制所述压板在所述点胶料筒2411内的移动位置,从而能够实现uv胶的定量输出,避免因点胶料筒2411的输出量不同而导致不同工件的uv胶量不同,从而导致工件的一致性较差等问题。
70.经过所述第二点胶机构24的顶部点胶的工件随所述背膜带211移动至处进行uv胶的固化以在工件的两端侧形成uv胶层。所述外固化组件包括上部紫外点光源251、下部紫外点光源252及紫外面光源253,所述上部紫外点光源251及下部紫外点光源252分别从上部及下部对型槽2111内的工件的上下两侧的uv胶进行固化,紫外点光源的照射位置分别对应于所述背膜带211的各型槽2111。已知本实施例的背膜带211绕经膜带导向轮213可形成上下两层作业轨道,紫外点光源照射位于上层作业轨道的背膜带211,而紫外面光源253则照射位于下层作业轨道的背膜带211,以对型槽2111内的工件及uv胶进行整体固化。此外,本实施例中的紫外点光源及紫外面光源253均为风冷式紫外冷光源设计,能够长期稳定工作,继而确保紫外固化的效率。
71.最后,位于下层作业轨道的下方设置有工件收纳箱,进过紫外固化机构25进行整体固化后的工件通过脱模机构完成对工件的脱模,所述脱模机构包括脱模推杆及脱模气缸,通过所述脱模气缸推动所述脱模推杆的端部抵触背膜带211型槽2111的底部,以推动工件脱离所述型槽2111并掉落至工件收纳箱中,继而完成工件的出料。
72.本技术采用了一体化、自动化设计的背膜机2来完成电感两端侧的全封闭封胶处理,生产调节过程简便,无需人工反复调试,生产效率高。则请结合图2,本技术的新型电感1的全封胶生产方法包括以下步骤:
73.首先,在背膜机2的背膜带211上点入混有磁粉的uv胶。
74.具体地,本技术的uv胶按照前文所述的胶水与磁粉的比例进行严格配比,此处点入的uv胶对应于电感底端的uv胶层,其胶水与磁粉的比例为1:5。则首先通过所述第一点胶机构22将所述uv胶点入背膜带211的型槽2111中,所述背膜带211作为作业轨道将uv胶运输至工件上料机构23的工位处。
75.随后,将缠绕有漆包线12的磁芯11放置到涂有uv胶的背膜带211上并压平。
76.在工字型磁芯11中柱绕上多层漆包线12,而后剪切漆包线12的两端以使其两端分别搭接在磁芯11两端侧的电机上,避免漆包线12的两端超出所述磁芯11的两端,再将漆包线12的两端与磁芯11两端侧的电极焊接固定,从而完成缠绕有漆包线12的磁芯11的加工。
将缠绕有漆包线12的磁芯11的半成品放入到工件上料机构23的振动盘231中,在振动盘231的振动下,能够实现工件沿振动盘231的螺旋轨道有序的上升,以有序定向排列整齐、准确地输送到输送轨道处,而后通过转盘233及其上的吸嘴组件235由输送轨道转运至背膜带211上方,通过控制所述吸嘴组件235下放工件至背膜带211的型槽2111中,并通过所述工件正平机构对置于所述型槽2111内的工件进行压平整形。
77.接着,再通过背膜机2对磁芯11的顶部点上uv胶。
78.工件随所述背膜机2的背膜带211移动至第二点胶机构24的工位处,通过第二点胶机构24的调节组件242调节其点胶组件241的位置,并通过所述点胶组件241在工件的顶部点上uv胶。本实施例的涂覆于工件顶部的uv胶的胶水与磁粉之间的比例为1:2.5。
79.通过紫外固化机构25对磁芯11两端的uv胶进行固化以形成uv胶层。
80.本技术的紫外固化机构25包括上部紫外点光源251、下部紫外点光源252和紫外面光源253,采用上下分布的紫外光源对工件两端侧的uv胶进行固化,能够确保uv胶层的固化完全,确保工件的良品率。
81.最后通过脱模机构往下作业轨道推动型槽2111,以使型槽2111内的电感脱落至工件收纳箱中,完成了工件的出料。
82.本技术采用背膜机2来完成所述新型电感1的全封胶的生产,所述背膜机2在原有背膜机2的基础上新增了第二点胶机构24,能够完成电感顶部的封胶作业,继而实现电感两端侧的全封胶,从而能够提升电感的抗电磁干扰效果,解决半开放封胶存在的蜂鸣问题。
83.以上所述仅是本发明的部分实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1