一种电池制备方法及电池卷叠系统与流程
1.本技术涉及电池生产制造技术领域,尤其涉及一种电池制备方法及电池卷叠系统。
背景技术:
2.方形电池作为目前常见的电池形状,广泛应用于一些移动设备中。方形电池其电芯成型主要有两种方法:卷绕式和叠片式。卷绕式方法虽然具有效率高的优点,但是成型后的电池由于其弯折处存在形变和应力,导致内部结构不均一,影响电池的循环性能。叠片式方式虽然叠片层数和极片尺寸不收影响,但是其生产效率低,而且叠片过程中极易出现极片错位、隔膜褶皱等现象。
技术实现要素:
3.基于上述背景技术的问题,本技术旨在提供一种电池制备方法及电池卷叠系统,能够兼顾卷绕式方法高效率的优点和叠片式电池的优异性能,同时能够满足任意容量和尺寸电芯的制作。
4.第一方面,本技术提供一种电池制备方法,包括:
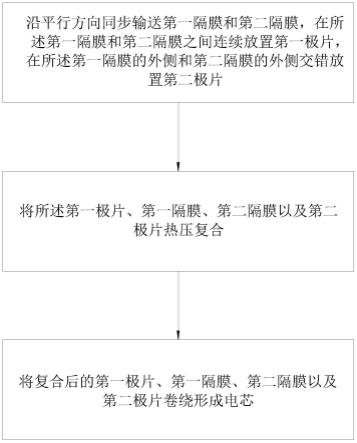
5.沿平行方向同步输送第一隔膜和第二隔膜,在所述第一隔膜和第二隔膜之间连续放置第一极片,在所述第一隔膜的外侧和第二隔膜的外侧交错放置第二极片;
6.将所述第一极片、第一隔膜、第二隔膜以及第二极片热压复合;
7.将复合后的第一极片、第一隔膜、第二隔膜以及第二极片卷绕形成电芯。
8.可选地,还包括:
9.通过第一保护膜将所述第一隔膜外侧的第二极片压紧在所述第一隔膜上;
10.通过第二保护膜将所述第二隔膜外侧的第二极片压紧在所述第二隔膜上。
11.可选地,还包括:
12.对相邻所述第一极片的间距以及相邻所述第二极片的间距进行监测。
13.可选地,所述在所述第一隔膜和第二隔膜之间连续放置第一极片包括:
14.对第一极片卷带进行模切,形成第一极片;
15.将第一极片放置于第一隔膜和第二隔膜之间。
16.可选地,所述在所述第一隔膜和第二隔膜的两侧交错放置第二极片包括:
17.对第二极片卷带进行模切,形成第二极片;
18.将第二极片放置于第一隔膜外侧或第二隔膜外侧。
19.第二方面,本技术提供一种电池卷叠系统,包括:
20.第一隔膜输送装置和第二隔膜输送装置,用于输送相互平行的第一隔膜和第二隔膜;
21.第一极片上料装置,用于向所述第一隔膜和第二隔膜之间放置第一极片;
22.两组第二极片上料装置,分别用于向所述第一隔膜外侧和第二隔膜外侧放置第二
极片;
23.两组热复合装置,将所述第一极片、第一隔膜、第二隔膜以及第二极片热压复合;
24.卷绕机构,将复合后的所述第一极片、第一隔膜、第二隔膜以及第二极片卷绕形成电芯。
25.可选地,还包括:
26.第一保护膜传送装置,用于产生连续运动的第一保护膜,所述第一保护膜将所述第一隔膜外侧的第二极片压紧在所述第一隔膜上;
27.第二保护膜传送装置,用于产生连续运动的第二保护膜,所述第二保护膜将所述第二隔膜外侧的第二极片压紧在所述第二隔膜上。
28.可选地,还包括监测装置,用于对相邻所述第一极片的间距以及相邻所述第二极片的间距进行监测。
29.可选地,所述第一极片上料装置包括第一模切机构和第一机械臂,所述第一模切机构用于将第一极片卷带剪切为第一极片,所述第一机械臂用于将第一极片放置于第一隔膜和第二隔膜之间。
30.可选地,所述第二极片上料装置包括第二模切机构和第二机械臂,所述第二模切机构用于将第二极片卷带剪切为第二极片,所述第二机械臂用于将第二极片放置于第一隔膜外侧或第二隔膜外侧。
31.第三方面,本技术提供一种电池,采用第一方面中任一项所述的制备方法制成。
32.如上,采用本技术的制备方法进行电芯卷绕时,在沿着卷绕方向上,相邻第一极片以及相邻第二极片之间的间距可逐渐增大,因此,可适用于任意容量电芯的制作,当制作大容量电芯时,调整相邻极片之间的间距即可,相对于传统卷绕式方法来讲,极片间不存在相互作用力,避免应力集中现象的出现,保证电池的循环性能,同时,本技术保留了卷绕式方法高效率的优点。而且,本技术第一极片、第二极片、第一隔膜和第二隔膜经热压复合后进行卷绕,相对于传统叠片式方法来讲,极大地降低了极片错位、隔膜褶皱的概率。因此,采用本技术中的制备方法同时兼顾了卷绕式方法高效率的优点和叠片式电池的优异性能,同时能够满足任意容量和尺寸电芯的制作。
附图说明
33.为了更清楚地说明本技术的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图,而并不超出本技术要求保护的范围。
34.图1是本技术实施例给出的电池制备方法的流程图;
35.图2是本技术实施例给出的电池卷叠系统的一种示意图;
36.图3是图2中a部分的局部放大图;
37.图4是图3中电芯单元卷绕成型后的示意图;
38.图5是极耳在电池同一侧时第一极片卷带和第二极片卷带的示意图;
39.图6是极耳在电池同一侧时的电池结构示意图;
40.图7是极耳在电池不同侧时第一极片卷带和第二极片卷带的示意图;
41.图8是极耳在电池不同侧时的电池结构示意图;
42.图中,附图标记指代如下:
43.1、第一隔膜输送装置;11、第一隔膜;
44.2、第二隔膜输送装置;21、第二隔膜;
45.3、第一极片上料装置;31、第一极片;
46.4、第二极片上料装置;41、第二极片;
47.5、热复合装置;51、烘箱;52、压辊;
48.6、卷绕机构;
49.7、第一保护膜传送装置;71、第一主动辊;72、第一从动辊;73、第一保护膜;
50.8、第二保护膜传送装置;81、第二主动辊;82、第二从动辊;83、第二保护膜。
具体实施方式
51.下面结合本技术实施例及其附图,对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
52.为了便于理解本技术的技术方案,以及体现本技术的发明构思,对现有卷绕式方法和叠片式方法作简单介绍。卷绕式方法是采用连续不间断隔膜、正极片、隔膜、负极片依次叠加后卷绕而成的,虽然具有效率高的优点,但其卷绕层数和单卷芯容量有限,对于大容量方壳来讲,往往需要采用多个卷芯进行组合,另外,卷绕式电池由于其正极片和负极片为连续的卷带,导致卷绕成型后,极片的弯折处存在较大应力,对电池的循环性能造成影响。
53.叠片式方法是通过将模切后独立的正负极片和隔膜交替叠加制作成的,虽然克服了卷绕式电池弯折处的应力集中问题,而且可满足大容量电芯的制作,但是其生产效率低,电池张力不易控制,叠片过程中受人为或外界环境因素影响,极易出现极片错位、隔膜褶皱等现象。因此上述两种电池制作方法均存在较大弊端。
54.参照图1和图2,为本技术实施例公开的一种电池制备方法,其包括以下步骤:
55.s101:提供第一隔膜卷带和第二隔膜卷带,将第一隔膜卷带和第二隔膜卷带分别安装于特定的输送装置上,沿平行方向同步输送第一隔膜和第二隔膜;
56.在第一隔膜和第二隔膜之间连续放置第一极片,同时在第一隔膜的外侧和第二隔膜的外侧交错放置第二极片。
57.应当理解的是,第一极片和第二极片均为经模切装置切割形成的独立极片。第一极片和第二极片的极性相反,即当第一极片为正极片时,第二极片为负极片,当第一极片为负极片时,第二极片为正极片。
58.还应说明的是,本技术中所述第一隔膜的外侧指的是第一隔膜背离第二隔膜的一侧,第二隔膜的外侧指的是第二隔膜背离第一隔膜的一侧。第一极片、第二极片放置于第一隔膜和第二隔膜上后,随第一隔膜和第二隔膜一起运动。本技术中所述第二极片的交错放置指的是,第一隔膜和第二隔膜两侧的第二极片的放置动作交替进行,以使得当第二极片随第一隔膜和第二隔膜一同运动的过程中,相邻第一极片的不同侧设置有第二极片。
59.s102:将第一极片、第一隔膜、第二隔膜以及第二极片热压复合。第一极片、第二极
片随第一隔膜和第二隔膜一同运动经过热复合装置后,在高温和辊压作用下成为一体。
60.s103:通过卷针将热压复合后的第一极片、第一隔膜、第二隔膜以及第二极片卷绕形成电芯。
61.参照图3和图4,采用上述过程进行电芯卷绕时,在沿着卷绕方向上,相邻第一极片以及相邻第二极片之间的间距可逐渐增大,因此,可适用于任意容量电芯的制作,当制作大容量电芯时,调整相邻极片之间的间距即可,相对于传统卷绕式方法来讲,极片间不存在相互作用力,避免应力集中现象的出现,保证电池的循环性能,同时,本技术保留了卷绕式方法高效率的优点。而且,本技术第一极片、第二极片、第一隔膜和第二隔膜经热压复合后进行卷绕,相对于传统叠片式方法来讲,极大地降低了极片错位、隔膜褶皱的概率。因此,采用本技术中的制备方法同时兼顾了卷绕式方法高效率的优点和叠片式电池的优异性能,同时能够满足任意容量和尺寸电芯的制作。
62.可选地,步骤s101中,在第一隔膜和第二隔膜之间连续放置第一极片这个过程具体包括:采用模切机构对第一极片卷带进行模切,形成独立的第一极片,然后通过机械臂抓取或吸附第一极片,将第一极片放置于第一隔膜和第二隔膜之间。
63.可选地,步骤s101中,在第一隔膜和第二隔膜的两侧交错放置第二极片这个过程具体包括:采用模切机构对第二极片卷带进行模切,形成独立的第二极片,然后通过机械臂抓取或吸附第二极片,将第二极片放置于第一隔膜外侧或第二隔膜外侧。
64.需要说明的是,当生产的电芯中极耳在同一侧时,应使第一极片的极耳与第二极片的极耳不在同一纵向平面内,参照图5和图6,图中上部为第二极片卷带,下部为第一极片卷带。图中虚线所示为极片模切时的模切线,在对极耳进行模切形成第一极片卷带时,模切后第一极片卷带上极耳的位置应满足,任意相邻两个第一极片上的极耳相对两者之间的模切线对称设置,即当上一片极片的极耳在左侧时,下一片极片上的极耳在右侧。同样地,当对极耳进行模切形成第二极片卷带时,模切后第二极片卷带上极耳的位置应满足,任意相邻两个第二极耳之间的距离相等,即相邻极片上极耳的位置相同。如此设置,以使得电芯卷绕成型后,第一极片上的极耳位于同一列,第二极片上的极耳位于同一列,方便将同一极性的极耳焊接为一体。
65.当生产的电芯中极耳在不同侧时,参照图7和图8,图中上部为第二极片卷带,下部为第一极片卷带。此时,为了模切更方便,将第一极片和第二极片上的极耳均设置在极片的中间位置。
66.作为本技术实施例一种可选的技术方案,还包括:
67.步骤s1011:放置第一极片和第二极片后,对相邻第一极片的间距以及相邻第二极片的间距进行监测。具体可采用ccd相机等设备,监测相邻第一极片的间距以及相邻第二极片的间距是否满足精度要求,出现较大偏差时,可通过停机或其它方式对极片间距进行调整,防止卷绕成型的电芯出现极片错位现象,保证电芯制作的精度。
68.作为本技术实施例一种可选的技术方案,还包括:
69.步骤s1021:在第一隔膜的外侧设置第一保护膜,在第二隔膜的外侧设置第二保护膜,第一保护膜和第二保护膜为连续传送的带状膜,其传送速度等于第一隔膜和第二隔膜的传送速度。通过第一保护膜将第一隔膜外侧的第二极片压紧在第一隔膜上,对第一隔膜外侧的第二极片起到传送作用,使第二极片跟随第一隔膜和第一保护膜一同运动;通过第
二保护膜将第二隔膜外侧的第二极片压紧在第二隔膜上,对第二隔膜外侧的第二极片起到传送作用,使第二极片跟随第二隔膜和第二保护膜一同运动。
70.另外,第一保护膜和第二保护膜可选用pet膜,热复合装置设置在第一保护膜和第二保护膜的两侧,第一保护膜和第二保护膜能够在热复合过程中,对其中间的第二极片和第一极片起到保护作用。
71.参照图2,本技术实施例还公开了一种电池卷叠系统,包括第一隔膜输送装置1、第二隔膜输送装置2、第一极片上料装置3、第二极片上料装置4、热复合装置5以及卷绕机构6。
72.第一隔膜输送装置1和第二隔膜输送装置2为已有的隔膜输送装置,两者可上下间隔设置,输送相互平行的第一隔膜11和第二隔膜21。
73.第一极片上料装置3位于第一隔膜输送装置1和第二隔膜输送装置2之间,将第一极片卷带切割形成独立的第一极片31,并放置于第一隔膜11和第二隔膜21之间,通过调节第一极片上料装置3的上料速率控制相邻第一极片31之间的间距。
74.第二极片上料装置4设置有两组,分别位于第一隔膜11和第二隔膜21的外侧,将第二极片卷带切割形成独立的第二极片41,并放置于第一隔膜11的外侧和第二隔膜21的外侧,通过分别调节每一组第二极片上料装置4的上料速率和动作周期,控制每一侧的相邻第二极片41之间的间距,以使两侧的第二极片41呈交替分布。
75.热复合装置5设置有两组,分别位于第一极片31的外侧和第二极片41的外侧。热复合装置5为已有机构,其通常包括用于产生热量的烘箱51和提供压力的压辊52,在沿第一隔膜11和第二隔膜21的输送方向上,压辊52位于烘箱51的后方,烘箱51对第一隔膜11和第二隔膜21进行加热后,经过压辊52,将第一极片31、第一隔膜11、第二极片41和第二隔膜21热压复合为一体,方便进行卷绕。
76.卷绕机构6设置在与第一极片上料装置3相对的一端,卷绕机构6为已有结构,其包括动力部分和连接于动力部分输出端的卷针,卷针与第一隔膜11和第二隔膜21相连,动力部分控制卷针转动,将热压复合后的第一极片31、第一隔膜11、第二极片41和第二隔膜21卷绕形成电芯。
77.参照图2,作为本技术实施例一种可选的技术方案,还包括第一保护膜传送装置7和第二保护膜传送装置8。第一保护膜传送装置7位于第一隔膜11的外侧,第二保护膜传送装置8位于第二隔膜21的外侧。
78.第一保护膜传送装置7包括第一主动辊71、第一从动辊72以及包绕在第一主动辊71和第一从动辊72之间的第一保护膜73,第一主动辊71转动时,第一保护膜73向第一主动辊71一侧运动,且第一保护膜73的运动速度等于第一隔膜11的运动速度。
79.第二保护膜传送装置8包括第二主动辊81、第二从动辊82以及包绕在第二主动辊81和第二从动辊82之间的第二保护膜83,第二主动辊81转动时,第二保护膜83向第二主动辊81一侧运动,且第二保护膜83的运动速度等于第二隔膜21的运动速度。
80.第一保护膜73和第二保护膜83不仅对第二极片41的运动起到传送作用,保证第二极片41运动过程中不会相对第一隔膜11和第二隔膜21滑动,而且在热压复合过程中对第一极片31和第二极片41起到保护作用。应当说明的是,第一保护膜73和第二保护膜83仅仅对热压复合过程起到辅助作用,其作为辅材可重复利用。
81.作为本技术实施例一种可选的技术方案,还包括监测装置,监测装置可以但不限
于采用ccd相机等设备,对相邻第一极片31的间距和相邻第二极片41的间距进行监测。
82.可选地,第一极片上料装置3包括第一模切机构和第一机械臂,第一模切机构将第一极片卷带剪切为独立的第一极片后,第一机械臂抓取或吸附第一极片,然后放置于第一隔膜和第二隔膜之间。
83.可选地,第二极片上料装置4包括第二模切机构和第二机械臂,第二模切机构将第二极片卷带剪切为独立的第二极片后,第二机械臂抓取或吸附第二极片,然后放置于第一隔膜外侧或第二隔膜外侧。
84.上述第一模切机构、第一机械臂、第二模切机构以及第二机械臂均为本领域内已有技术,对其详细结构,本技术不再赘述。
85.本技术实施例还公开了一种电池,采用上述电池制备方法制得。
86.以上对本技术实施例进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述。但是,以上实施例的说明仅用于帮助理解本技术的技术方案及其核心思想。因此,本领域技术人员依据本技术的思想,基于本技术的具体实施方式及应用范围上做出的改变或变形之处,都属于本技术保护的范围。综上所述,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1