防锡须镀锡铜包钢线生产工艺及装置的制作方法
1.本发明涉及包钢线生产技术领域,尤其涉及防锡须镀锡铜包钢线生产工艺及装置。
背景技术:
2.镀锡铜包钢线兼有铜线高导电性、导磁性和钢线高强度、折弯性及锡导热性、耐腐蚀性,且高温下有一定抗氧化性,应用广泛。锡须是在纯锡或锡合金镀层表面自发生长出来的一种细长形状的锡的结晶。在电子线路中,锡须会引起短路,降低电子器件的可靠性,甚至引发电子器件故障或失效。故而在镀锡铜包钢线的生产过程中,需要进行防锡须操作。
3.目前,现有的防锡须镀锡铜包钢线生产工艺及装置存在以下的不足:不能使得包钢线与防锡须电镀液进行可靠结合,故而不能更好地达到防锡须的目的。因此,亟需设计防锡须镀锡铜包钢线生产工艺及装置来解决上述问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的防锡须镀锡铜包钢线生产工艺及装置。
5.为了实现上述目的,本发明采用了如下技术方案:
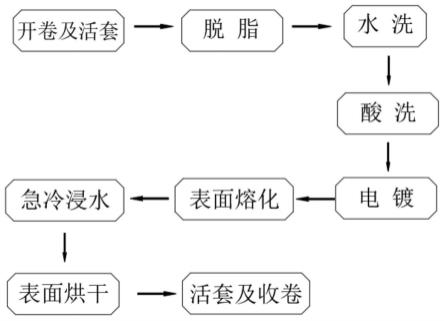
6.本发明提出的防锡须镀锡铜包钢线生产工艺及装置,包括以下步骤:s1:开卷以及活套;
7.s2:利用脱脂剂对包钢线表面进行喷涂式脱脂;
8.s3:对脱脂后的包钢线表面进行冲洗,出去包钢线表面脏污;
9.s4:再对包钢线的表面进行酸洗,活化表面,利于电镀;
10.s5:利用电镀液对包钢线表面进行电镀;
11.s6:对电镀后的包钢线进行加热,使得包钢线表面的锡铜在包钢线表面熔化;
12.s7:对包钢线表面进行急冷浸水,使得包钢线表面急冷以使得锡铜在包钢线表面锡铜铁合金层;
13.s8:对包钢线进行表面低温烘干;
14.s9:活套后收卷。
15.优选地,该工艺的步骤s3-s7中涉及的生产装置,包括底板、无顶的第一罐体、第二罐体和第三罐体,第一罐体、第二罐体和第三罐体的两侧外壁均焊接有支撑架,支撑架的底端均与底板的顶部焊接,第二罐体和第三罐体的底端均为斜面结构,第二罐体和第三罐体靠近底端的侧壁开有清料孔,清料孔内焊接有清料管,清料管的外壁套接有第二阀门。
16.优选地,所述第一罐体的两侧内壁、第二罐体的两侧内壁和第三罐体的两侧内壁均通过轴承转动连接有多个导向辊,第一罐体、第二罐体和第三罐体的顶端靠近两侧位置均焊接有转动辊。
17.优选地,所述第一罐体的底端为v形结构,第一罐体的底部内壁凸起位置焊接有隔
板,隔板的两侧分别与第一罐体的两侧内壁焊接,隔板的一侧外壁开有条形孔,条形孔的两侧内壁通过轴承转动连接有同一个圆辊。
18.优选地,所述第一罐体靠近底部的两侧外壁较低一侧均开有排出孔,排出孔内均焊接有折形的排出管,排出管的外壁均套接有第一阀门,第一罐体的两侧内壁靠近顶端位置均开有八个管孔,第一罐体内设有两个喷淋机构,两个喷淋机构分别位于隔板的两侧,第一罐体的两侧内壁均开有四个轴孔,相对位置的两个轴孔内通过轴承转动连接有同一个毛刷辊,四个毛刷辊位于第一罐体外部的一端均键连接有从齿轮,第一罐体的一侧外壁焊接有安装座,安装座的侧壁通过螺栓固定有机罩,机罩内通过螺栓固定有电机,电机的端部键连接有主齿轮,主齿轮与四个从齿轮键连接。
19.优选地,所述喷淋机构包括两个u形管,u形管的两端分别穿插过管孔,u形管两侧内壁均开有多个向上的斜孔,斜孔内均螺纹插接有喷淋头,喷淋机构位于毛刷辊的上方,u形管的端部均开有圆孔,位于同一侧的两侧圆孔内焊接有同一个y形管。
20.优选地,所述第二罐体靠近顶端的侧壁开有投料孔,投料孔内焊接有折形的投料管,投料管靠近顶端的侧壁开有条形的插接孔,投料管的一侧内壁开有条形槽,插接孔内插接有挡板,挡板的端部插接在条形槽内。
21.优选地,所述第二罐体靠近底端的位置设有游走机构,第二罐体的两侧外壁靠近底端位置均开有矩形孔,两个矩形孔内均焊接有矩形罩壳,矩形罩壳的端部内壁均通过螺栓固定有电磁铁,两个矩形罩壳相对的一侧外壁均开有波浪槽,游走机构包括矩形管和条形板,条形板的两端分别与第二罐体的两侧内壁焊接,矩形管的顶部外壁和底部外壁靠近两端位置均焊接有斜条板,斜条板的侧壁均开有多个漏孔,四个斜条板呈x形分布,矩形管的底部外壁焊接有游走板,游走板靠近底端的位置开有穿插孔,条形板穿插过穿插孔,穿插孔的两端内壁均通过轴承转动连接有两个滚轮,四个滚轮的外壁分别与条形板的顶部外壁和底部外壁相切,游走板的两侧外壁均焊接有励磁铁块,两个励磁铁块的外侧面均为波浪面,两个波浪面的规格分别与波浪槽的规格相适配,励磁铁块分别位于与波浪槽等高的位置。
22.优选地,所述第三罐体内设有熔化机构,熔化机构位于靠近第三罐体顶部的位置,熔化机构包括矩形管壳,矩形管壳的两端分别与第三罐体的靠近顶端的两侧内壁焊接,矩形管壳的顶端和底端均为开口的壳形结构,矩形管壳靠近顶端的两侧内壁和靠近底端的两侧内壁均通过螺栓固定有多个电热管,矩形管壳的顶端和底端均套接有套盖,第三罐体的两侧内壁靠近顶端位置焊接有同一个弧面的隔离板。
23.本发明的有益效果为:
24.1.通过设置的第一罐体、第一罐体内设有两个喷洗机构和毛刷辊,在加工时,位于左侧的喷洗机构内不断地通入水,水喷洒在包钢带的两侧表面,与此同时毛刷辊对包钢带的表面进行清洗,进而除去包钢带表面的污渍,经过圆辊和转动辊的传动后到达右侧的喷淋机构处,右侧的喷淋机构的u形管内通入酸洗液,酸洗液均匀地喷洒在包钢线的表面,使得包钢线表面中和,防止脏液带到下一工序,上述中,隔板将第一罐体隔开,在保证对包钢线连续传动时,除去包钢线表面的脏污,使得包钢线后续的电镀更加彻底。
25.2.通过设置的第二罐体,电镀时,向第二罐体内投入适量的防锡须电镀液,结合第二罐体内的游走机构的设置,在电镀时,第二罐体两侧的电磁铁交替励磁,进而交替吸引游
走机构两侧的励磁铁块,进而带动游走机构的游走板和斜条板进行平滑的左右往复运动,进而在不影响电镀的情况下,对电镀液进行匀液,利于电镀的均匀性。
26.3.通过设置的隔离板和熔化机构,在加工时,打开第三罐体底部的第二阀门至一定的开合度,朝着第三罐体内持续、适量的加入冷水,包钢线穿过矩形管壳,电热管对矩形管壳进行加热,进而对经过的包钢线进行加热,使得包钢线表面电镀上的锡铜熔化,形成锡铜铁合金,接着熔化后的包钢线进入第三罐体底部的冷水内进行急冷浸水,进而使得包钢线表面的锡铜与杠形成合金层,完全粘附在包钢线的表面,急冷后的包钢线在经过后续低温设备进行低温烘干即可。
附图说明
27.图1为防锡须镀锡铜包钢线生产工艺的工艺流程图;
28.图2为防锡须镀锡铜包钢线生产工艺涉及生产装置的主视剖面结构示意图;
29.图3为防锡须镀锡铜包钢线生产工艺涉及生产装置的毛刷辊的结构示意图;
30.图4为防锡须镀锡铜包钢线生产工艺涉及生产装置的游走机构的局部立体结构示意图;
31.图5为防锡须镀锡铜包钢线生产工艺涉及生产装置的喷淋机构的结构示意图;
32.图6为防锡须镀锡铜包钢线生产工艺涉及生产装置的第二罐体的结构示意图;
33.图7为防锡须镀锡铜包钢线生产工艺涉及生产装置的矩形管壳的结构示意图。
34.图中:1、底板;2、支撑架;3、第一阀门;4、排出管;5、圆辊;6、毛刷辊;7、第一罐体;8、u形管;9、隔板;10、喷淋头;11、转动辊;12、投料管;13、第二罐体;14、导向辊;15、斜条板;16、矩形管;17、游走板;18、励磁铁块;19、滚轮;20、清料管;21、条形板;22、波浪槽;23、矩形罩壳;24、第三罐体;25、套盖;26、电热管;27、矩形管壳;28、隔离板;29、从齿轮;30、漏孔;31、y形管;32、挡板。
具体实施方式
35.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
36.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
37.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
38.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
39.参照图1-7,防锡须镀锡铜包钢线生产工艺及装置,s1:开卷以及活套;
40.s2:利用脱脂剂对包钢线表面进行喷涂式脱脂;
41.s3:对脱脂后的包钢线表面进行冲洗,出去包钢线表面脏污;
42.s4:再对包钢线的表面进行酸洗,活化表面,利于电镀;
43.s5:利用电镀液对包钢线表面进行电镀;
44.s6:对电镀后的包钢线进行加热,使得包钢线表面的锡铜在包钢线表面熔化;
45.s7:对包钢线表面进行急冷浸水,使得包钢线表面急冷以使得锡铜在包钢线表面锡铜铁合金层;
46.s8:对包钢线进行表面低温烘干;
47.s9:活套后收卷。
48.其中,该工艺的步骤s3-s7中涉及的生产装置,包括底板1、无顶的第一罐体7、第二罐体13和第三罐体24,第一罐体7、第二罐体13和第三罐体24的两侧外壁均焊接有支撑架2,支撑架2的底端均与底板1的顶部焊接,第二罐体13和第三罐体24的底端均为斜面结构,第二罐体13和第三罐体24靠近底端的侧壁开有清料孔,清料孔内焊接有清料管20,清料管20的外壁套接有第二阀门。
49.其中,第一罐体7的两侧内壁、第二罐体13的两侧内壁和第三罐体24的两侧内壁均通过轴承转动连接有多个导向辊14,第一罐体7、第二罐体13和第三罐体24的顶端靠近两侧位置均焊接有转动辊11。
50.其中,第一罐体7的底端为v形结构,第一罐体7的底部内壁凸起位置焊接有隔板9,隔板9的两侧分别与第一罐体7的两侧内壁焊接,隔板9的一侧外壁开有条形孔,条形孔的两侧内壁通过轴承转动连接有同一个圆辊5。
51.其中,第一罐体7靠近底部的两侧外壁较低一侧均开有排出孔,排出孔内均焊接有折形的排出管4,排出管4的外壁均套接有第一阀门3,第一罐体7的两侧内壁靠近顶端位置均开有八个管孔,第一罐体7内设有两个喷淋机构,两个喷淋机构分别位于隔板9的两侧,右侧的喷淋机构的u形管8内通入酸洗液,酸洗液均匀地喷洒在包钢线的表面,使得包钢线表面中和,防止脏液带到下一工序,第一罐体7的两侧内壁均开有四个轴孔,相对位置的两个轴孔内通过轴承转动连接有同一个毛刷辊6,四个毛刷辊6位于第一罐体7外部的一端均键连接有从齿轮29,第一罐体7的一侧外壁焊接有安装座,安装座的侧壁通过螺栓固定有机罩,机罩内通过螺栓固定有电机,电机的端部键连接有主齿轮,主齿轮与四个从齿轮29键连接,位于左侧的喷洗机构内不断地通入水,水喷洒在包钢带的两侧表面,与此同时毛刷辊6对包钢带的表面进行清洗,进而除去包钢带表面的污渍。
52.其中,喷淋机构包括两个u形管8,u形管8的两端分别穿插过管孔,u形管8两侧内壁均开有多个向上的斜孔,斜孔内均螺纹插接有喷淋头10,喷淋机构位于毛刷辊6的上方,u形管8的端部均开有圆孔,位于同一侧的两侧圆孔内焊接有同一个y形管31。
53.其中,第二罐体13靠近顶端的侧壁开有投料孔,投料孔内焊接有折形的投料管12,投料管12靠近顶端的侧壁开有条形的插接孔,投料管12的一侧内壁开有条形槽,插接孔内插接有挡板32,挡板32的端部插接在条形槽内。
54.其中,第二罐体13靠近底端的位置设有游走机构,第二罐体13的两侧外壁靠近底端位置均开有矩形孔,两个矩形孔内均焊接有矩形罩壳23,矩形罩壳23的端部内壁均通过螺栓固定有电磁铁,两个矩形罩壳23相对的一侧外壁均开有波浪槽22,游走机构包括矩形管16和条形板21,条形板21的两端分别与第二罐体13的两侧内壁焊接,矩形管16的顶部外
壁和底部外壁靠近两端位置均焊接有斜条板15,斜条板15的侧壁均开有多个漏孔30,四个斜条板15呈x形分布,矩形管16的底部外壁焊接有游走板17,在电镀时,第二罐体13两侧的电磁铁交替励磁,进而交替吸引游走机构两侧的励磁铁块18,进而带动游走机构的游走板17和斜条板15进行平滑的左右往复运动,进而在不影响电镀的情况下,对电镀液进行匀液,利于电镀的均匀性,游走板17靠近底端的位置开有穿插孔,条形板21穿插过穿插孔,穿插孔的两端内壁均通过轴承转动连接有两个滚轮19,四个滚轮19的外壁分别与条形板21的顶部外壁和底部外壁相切,游走板17的两侧外壁均焊接有励磁铁块18,两个励磁铁块18的外侧面均为波浪面,两个波浪面的规格分别与波浪槽22的规格相适配,励磁铁块18分别位于与波浪槽22等高的位置。
55.其中,第三罐体24内设有熔化机构,熔化机构位于靠近第三罐体24顶部的位置,熔化机构包括矩形管壳27,矩形管壳27的两端分别与第三罐体24的靠近顶端的两侧内壁焊接,矩形管壳27的顶端和底端均为开口的壳形结构,矩形管壳27靠近顶端的两侧内壁和靠近底端的两侧内壁均通过螺栓固定有多个电热管26,包钢线穿过矩形管壳27,电热管26对矩形管壳27进行加热,进而对经过的包钢线进行加热,使得包钢线表面电镀上的锡铜熔化,形成锡铜铁合金,矩形管壳27的顶端和底端均套接有套盖25,第三罐体24的两侧内壁靠近顶端位置焊接有同一个弧面的隔离板28,朝着第三罐体24内持续、适量的加入冷水,接着熔化后的包钢线进入第三罐体24底部的冷水内进行急冷浸水,进而使得包钢线表面的锡铜与杠形成合金层,完全粘附在包钢线的表面,急冷后的包钢线在经过后续低温设备进行低温烘干即可。
56.工作原理:使用时,在加工时,位于左侧的喷洗机构内不断地通入水,水喷洒在包钢带的两侧表面,与此同时毛刷辊6对包钢带的表面进行清洗,进而除去包钢带表面的污渍,经过圆辊5和转动辊11的传动后到达右侧的喷淋机构处,右侧的喷淋机构的u形管8内通入酸洗液,酸洗液均匀地喷洒在包钢线的表面,使得包钢线表面中和,防止脏液带到下一工序,上述中,隔板9将第一罐体7隔开,在保证对包钢线连续传动时,除去包钢线表面的脏污,使得包钢线后续的电镀更加彻底,电镀时,向第二罐体13内投入适量的防锡须电镀液,在电镀时,第二罐体13两侧的电磁铁交替励磁,进而交替吸引游走机构两侧的励磁铁块18,进而带动游走机构的游走板17和斜条板15进行平滑的左右往复运动,进而在不影响电镀的情况下,对电镀液进行匀液,利于电镀的均匀性,在加工时,打开第三罐体24底部的第二阀门至一定的开合度,朝着第三罐体24内持续、适量的加入冷水,包钢线穿过矩形管壳27,电热管26对矩形管壳27进行加热,进而对经过的包钢线进行加热,使得包钢线表面电镀上的锡铜熔化,形成锡铜铁合金,接着熔化后的包钢线进入第三罐体24底部的冷水内进行急冷浸水,进而使得包钢线表面的锡铜与杠形成合金层,完全粘附在包钢线的表面,急冷后的包钢线在经过后续低温设备进行低温烘干即可。
57.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1