一种机械键盘键帽自动组装生产线的制作方法
1.本技术涉及组装生产线的技术领域,尤其是涉及一种机械键盘键帽自动组装生产线。
背景技术:
2.目前机械键盘键帽的组装是由工人手动逐步进行组装,现有的键帽主体0的爆炸结构如图1所示,从上至下依次包括上盖壳体011、按键头012、弹簧02和键帽底座03,上盖壳体011和按键头012组装形成键帽上盖01。
3.由于键帽的各部件尺寸较小,人工组装难度大,这就导致在键帽组装过程中,人力成本消耗大,工作效率低,因此仍有待改进。
技术实现要素:
4.为了提高机械键盘键帽安装的工作效率,本技术提供一种机械键盘键帽自动组装生产线。
5.本技术提供的一种机械键盘键帽自动组装生产线采用如下的技术方案:
6.一种机械键盘键帽自动组装生产线,包括机架,所述机架上设置有组装机构,所述组装机构依次包括输送键帽底座的输送部、弹簧装配部、上盖组装部和出料部;所述弹簧装配部包括输送圆管,弹簧沿所述输送圆管输送至键帽底座上,所述上盖组装部组装上盖壳体和按键头形成键帽上盖,键帽上盖移动并安装于装配有弹簧的键帽底座上。
7.通过采用上述技术方案,设置输送圆管将弹簧输送至键帽底座,使弹簧落料过程更可控,且弹簧落下的状态可保持竖直,装配过程更便捷;将上盖壳体和按键头组装后,再装配至带有弹簧的键盘底座,有效提高键帽装配的效率,由此,通过采用自动化的生产线代替人工组装,节约人力成本的同时也提高了工作效率。
8.优选的,所述弹簧装配部还包括第二升降气缸和由第二升降气缸驱动升降的支撑座,所述支撑座内开设有让位槽,所述机架上固定有第二振动盘,所述输送圆管连接于第二振动盘上输出弹簧,且所述输送圆管固定于支撑座内的让位槽处并穿设于支撑座的下方,所述支撑座内设有定位弹簧的定位结构。
9.优选的,所述定位结构包括固定于机架上且位于让位槽内的定位柱和转动连接于定位柱的转动板,所述输送圆管的侧壁上开设有穿透孔,所述转动板靠近穿透孔的侧壁的上下两端分别延伸形成有可插入穿透孔内的延伸块和抵接块,且所述延伸块和抵接块可在穿透孔处活动;所述抵接块的侧壁形成从上至下朝靠近输送圆管方向延伸的倾斜面,弹簧抵接于倾斜面上。
10.优选的,所述上盖组装部包括固定于机架上的安装座、相对并错位设置于安装座的两侧的按键头输送轨道和上盖输送轨道,且按键头输送轨道位于上盖输送轨道的下方;所述安装座内活动连接有推板,所述按键头输送轨道延伸至推板处,所述推板推动按键头至上盖输送轨道处;所述机架上安装有第三升降气缸和由第三升降气缸驱动升降的升降
座,所述升降座上通过活动结构连接有连接套管,所述连接套管穿设于安装座内并可套设于按键头的顶部卡接定位;当所述连接套管上移,按键头上移与上盖壳体配合组装成键帽上盖;所述升降座上安装有安装气动夹爪,所述安装气动夹爪夹持键帽上盖与带有弹簧的键帽底座组装形成键帽主体。
11.优选的,所述活动结构包括固定于机架上的配合齿条、安装于升降座上的转动齿轮和活动连接于升降座上的升降齿条,所述转动齿轮的两侧分别与配合齿条及升降齿条啮合;所述升降齿条固定于连接套管上,当升降座下降,所述转动齿轮逆时针转动,所述升降齿条和连接套管下降。
12.优选的,所述安装座内开设有安装腔,所述推板安装于安装腔中,所述机架上安装有第一驱动气缸,所述第一驱动气缸驱动推板水平滑移;所述推板上开设有供按键头定位的定位槽,所述按键头输送轨道连通于安装腔并对应于定位槽处,所述推板带动按键头滑移至上盖输送轨道的下方处。
13.优选的,所述安装座上开设有限位槽,所述安装座的一侧安装有固定于机架上的第二驱动气缸和由第二驱动气缸驱动滑移的限位板,所述限位板可滑动至限位槽内;当安装气动夹爪夹持键帽上盖时,限位板滑出限位槽。
14.优选的,所述机架上固定有可转动的转盘,所述输送部、弹簧装配部、上盖组装部和出料部在转盘的外部周向设置;所述转盘上与各部对应处分别固定有传送座;所述机架上固定有第一振动盘,所述输送部包括输送通道和输送气动夹爪,键帽底座从第一振动盘处输送至输送通道并在输送通道中移动,所述机架上分别安装有驱动输送气动夹爪升降的第一升降气缸和驱动输送气动夹爪水平滑移的第一推动气缸,所述输送气动夹爪夹持键帽底座转移至对应输送部的传送座上。
15.优选的,所述机架上安装有第三推动气缸和由第三推动气缸驱动的滑移座,所述升降座升降连接于滑移座上;当滑移座水平移动,所述安装气动夹爪夹持键帽上盖水平移动至装配有弹簧的键帽底座上,升降座下降,键帽上盖下降并与装配有弹簧的键帽底座配合组装;所述机架上固定有第三振动盘和第四振动盘,上盖壳体从第三振动盘输送至上盖输送轨道,按键头从第四振动盘输送至按键头输送轨道。
16.优选的,所述弹簧装配部和上盖组装部之间安装有带传感器的可升降的感应座;所述上盖组装部和出料部之间安装有可升降的试压座;所述出料部包括安装于机架上的出料滑动座、安装于出料滑动座上的出料气动夹爪和落料座,所述落料座上开设有出料口,所述机架上分别安装有驱动出料气动夹爪升降的第四升降气缸和驱动出料气动夹爪水平滑移的第四推动气缸,所述出料气动夹爪夹持键帽主体移动至出料口。
17.综上所述,本技术包括以下至少一种有益技术效果:
18.1.在第二振动盘上连接输送圆管输送弹簧,使弹簧落料过程更可控,且弹簧落下的状态可保持竖直,使装配过程更便捷;将上盖壳体和按键头组装后,再装配至带有弹簧的键盘底座,有效提高键帽装配的效率,由此,通过采用自动化的生产线代替人工组装,节约人力成本的同时也提高了工作效率;
19.2.在机架上设置可转动的转动板,转动板上的延伸块和抵接块插入输送圆管内,当输送圆管下降,转动板逆时针转动,位于延伸块和抵接块之间的弹簧可沿着倾斜面下滑,而上方的弹簧被延伸块限位,当输送圆管上升复位,转动板顺时针转动,此时由抵接块对弹
簧限位,避免多余的弹簧下落,弹簧的装配过程更有序;
20.3.按键头输送轨道和上盖输送轨道相对并错位设置于安装座的两侧,且按键头输送轨道位于上盖输送轨道的下方,使按键头可通过推板的推动输送至上盖壳体的下方,再通过连接套管的下降并与按键头配合卡接,带动按键头上移并与上盖壳体装配形成键帽上盖,节省安装空间的同时提高效率,然后将键帽上盖转移至带有弹簧的键帽底座上组装形成键帽主体,装配过程高效有序;
21.4.连接套管与升降座同步下降的同时,通过分别与配合齿条及升降齿条啮合的转动齿轮的转动实现相对升降座的下降过程;升降齿条固定于连接套管上,当升降座下降,固定于机架上的配合齿条使转动齿轮逆时针转动,带动升降齿条和连接套管下降,完成与按键头卡接的动作,再随着支撑座的上升同步上升,过程更简练高效。
附图说明
22.图1是背景技术中键帽的爆炸结构示意图;
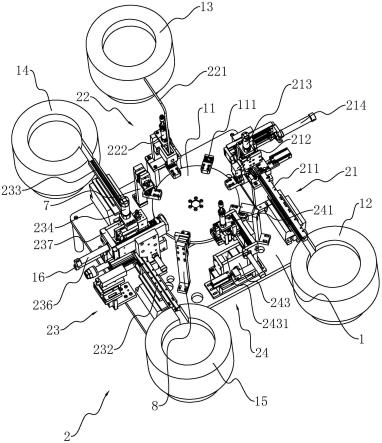
23.图2是本技术实施例的自动组装生产线的结构示意图;
24.图3是凸显本技术实施例的输送圆管与转动板配合连接的局部爆炸结构示意图;
25.图4是凸显本技术实施例的连接套管安装于安装座的局部结构示意图;
26.图5是本技术实施例的推板的结构示意图;
27.图6是凸显本技术实施例的限位板和限位槽配合的局部结构示意图;
28.图7是凸显本技术实施例的出料滑动座和出料气动夹爪的局部结构示意图。
29.附图标记说明:0、键帽主体;01、键帽上盖;011、上盖壳体;012、按键头;02、弹簧;03、键帽底座;1、机架;11、转盘;111、传送座;12、第一振动盘;13、第二振动盘;14、第三振动盘;15、第四振动盘;16、第一驱动气缸;17、第二驱动气缸;171、限位板;2、组装机构;21、输送部;211、输送通道;212、输送气动夹爪;213、第一升降气缸;214、第一推动气缸;22、弹簧装配部;221、输送圆管;2211、穿透孔;222、第二升降气缸;223、支撑座;2231、让位槽;23、上盖组装部;231、安装座;2311、安装腔;2312、限位槽;232、按键头输送轨道;233、上盖输送轨道;234、第三升降气缸;235、升降座;2351、安装气动夹爪;236、第三推动气缸;237、滑移座;24、出料部;241、出料滑动座;242、出料气动夹爪;243、落料座;2431、出料口;244、第四升降气缸;245、第四推动气缸;3、定位结构;31、定位柱;32、转动板;321、延伸块;322、抵接块;3221、倾斜面;4、推板;41、定位槽;5、活动结构;51、配合齿条;52、转动齿轮;53、升降齿条;6、连接套管;61、配合槽;7、感应座;8、试压座。
具体实施方式
30.以下结合附图对本技术作进一步详细说明。
31.本技术实施例公开一种机械键盘键帽自动组装生产线,参照图2,包括机架1,机架1上固定有呈圆形且可转动的转盘11,机架1上设置有组装机构2,组装机构2包括周向依次设置于转盘11的外部的输送部21、弹簧装配部22、上盖组装部23和出料部24;转盘11上与各部对应处分别固定有传送座111,当转盘11转动,传送座111上的对应部件在输送部21、弹簧装配部22、上盖组装部23之间依次移动进行装配,直至从出料部24出料;空出的传送座111继续转动,进行下一轮的装配。
32.参照图1、2,输送部21用于输送键帽底座03,输送部21包括输送通道211和输送气动夹爪212,机架1上固定有第一振动盘12,键帽底座03从第一振动盘12中输送至输送通道211并在输送通道211中移动,机架1上分别安装有驱动输送气动夹爪212升降的第一升降气缸213和驱动输送气动夹爪212水平滑移的第一推动气缸214,输送气动夹爪212下降,夹持输送通道211上的键帽底座03水平移动至对应输送部21的传送座111的上方,然后输送气动夹爪212下降,使键帽底座03定位于对应输送部21的传送座111上。
33.参照图1、2,转盘11转动,带有键帽底座03的传送座111旋转至对应弹簧装配部22处;弹簧装配部22包括输送圆管221,机架1上固定有第二振动盘13,输送圆管221连接于第二振动盘13上输出弹簧02,弹簧02沿输送圆管221输送至带有键帽底座03的传送座111并定位于键帽底座03上的对应位置处。
34.参照图2、3,弹簧装配部22还包括第二升降气缸222和由第二升降气缸222驱动升降的支撑座223,支撑座223内开设有让位槽2231,输送圆管221固定于支撑座223内的让位槽2231处并穿设于支撑座223的下方,支撑座223内设有定位弹簧02的定位结构3。
35.参照图3,定位结构3包括固定于机架1上且位于让位槽2231内的定位柱31和转动连接于定位柱31靠近输送圆管221一侧的转动板32,输送圆管221的侧壁上开设有穿透孔2211,转动板32靠近穿透孔2211的侧壁的上下两端分别延伸形成有可插入穿透孔2211内的延伸块321和抵接块322,且延伸块321位于抵接块322的上方,当转动板32转动,延伸块321和抵接块322可在穿透孔2211处活动,弹簧02可抵接于抵接块322上被限位,使输送圆管221内落下弹簧02的过程更有序,提高弹簧02装配过程的有序性。
36.参照图2、3,抵接块322的侧壁形成从上至下朝靠近输送圆管221方向延伸的倾斜面3221,弹簧02抵接于倾斜面3221上,倾斜面3221可对弹簧02的下落过程起导向作用;当输送圆管221随支撑座223下降,穿透孔2211的侧壁抵接于延伸块321上使转动板32逆时针转动,抵接块322朝远离穿透孔2211的方向移动,此时弹簧02沿倾斜面3221落下并落入带有键帽底座03的传送座111上;与此同时,延伸块321朝靠近穿透孔2211的方向移动,对输送圆管221内的弹簧02起限位作用,随着支撑座223的上升,转动板32转动复位,延伸块321和抵接块322复位,弹簧02抵接于抵接块322上。
37.参照图2,弹簧装配部22和上盖组装部23之间安装有带传感器的可升降的感应座7,当带有弹簧02的传送座111移动至感应座7处,通过感应座7的下降接触弹簧02,检测弹簧02是否安装,同时也检测弹簧02的回弹性能。
38.参照图2,转盘11再次转动,装配有弹簧02的键帽底座03随着传送座111转动至对应于上盖组装部23处;上盖组装部23包括固定于机架1上的安装座231、相对并错位设置于安装座231的两侧的按键头输送轨道232和上盖输送轨道233,且按键头输送轨道232位于上盖输送轨道233的下方;机架1上固定有第三振动盘14和第四振动盘15,上盖壳体011从第三振动盘14输送至上盖输送轨道233,按键头012从第四振动盘15输送至按键头输送轨道232。
39.参照图2、4,安装座231内开设有安装腔2311,安装腔2311内安装有可活动的推板4,机架1上安装有第一驱动气缸16,第一驱动气缸16驱动推板4在安装腔2311内朝向靠近上盖输送轨道233的方向水平滑移。
40.参照图2、5,推板4上开设有供按键头012定位的定位槽41,按键头输送轨道232连通于安装腔2311并对应于定位槽41处,使按键头012可移动至定位于定位槽41,再由第一驱
动气缸16带动推板4将按键头012推动至上盖输送轨道233的下方处。
41.参照图2、4,机架1上安装有第三升降气缸234和由第三升降气缸234驱动升降的升降座235,升降座235上通过活动结构5连接有连接套管6,活动结构5包括固定于机架1上的配合齿条51、安装于升降座235上的转动齿轮52和活动连接于升降座235上的升降齿条53,配合齿条51位于升降座235远离转盘11的一侧,升降齿条53位于升降座235靠近转盘11的一侧;转动齿轮52的两侧分别与配合齿条51及升降齿条53啮合;升降齿条53固定于连接套管6上,当升降座235下降,固定的配合齿条51使转动齿轮52逆时针转动,带动升降齿条53和连接套管6下降。
42.参照图1、4,连接套管6穿设于安装座231内,且连接套管6内开设有与按键头012配合卡接的配合槽61,当连接套管6可套设于按键头012的顶部,可由配合槽61与按键头012卡接定位,从而当升降座235下降,连接套管6下降套设于按键头012并通过配合槽61的卡接与按键头012固定,再随着升降座235的上升,转动齿轮52顺时针转动,带动配合齿条51和连接套管6上升,连接套管6底部的按键头012上升,从下方穿设于上盖壳体011中并与上盖壳体011配合组装形成键帽上盖01。
43.参照图2、6,安装座231与上盖输送轨道233相对的一侧安装有第二驱动气缸 17和由第二驱动气缸 17驱动滑移的相对的限位板171,安装座231的上部对应限位板171相对开设有限位槽2312。
44.参照图4、6,限位板171可滑动至限位槽2312内,避免未装配完成的上盖壳体011被安装气动夹爪2351误转移;当安装气动夹爪2351夹持装配好的键帽上盖01时,限位板171滑出限位槽2312,从而在转移键帽上盖01时提供让位空间。
45.参照图2、4,机架1上安装有第三推动气缸236和由第三推动气缸236驱动的滑移座237,升降座235升降连接于滑移座237上,升降座235上安装有安装气动夹爪2351;当滑移座237水平移动,安装气动夹爪2351夹持键帽上盖01水平移动至装配有弹簧02的键帽底座03上,升降座235下降,键帽上盖01下降并与装配有弹簧02的键帽底座03配合组装形成键帽主体0。
46.参照图2,上盖组装部23和出料部24之间安装有可升降的试压座8,通过试压座8下降按压装配完成的键帽主体0上的按键头012,测试按键头012的回弹效果。
47.参照图2、7,出料部24包括出料滑动座241、安装于出料滑动座241上的出料气动夹爪242和落料座243,出料滑动座241和落料座243均安装于机架1上,且落料座243位于出料滑动座241的下方;落料座243上开设有出料口2431,机架1上分别安装有驱动出料气动夹爪242升降的第四升降气缸244和驱动出料气动夹爪242水平滑移的第四推动气缸245,输送气动夹爪212夹持键帽底座03转移至对应输送部21的传送座111上,出料气动夹爪242夹持键帽主体0移动至出料口2431。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1