一种正极集流件、电池及多层涂布装置的制作方法
1.本实用新型涉及电池技术领域,尤其涉及一种正极集流件、电池及多层涂布装置。
背景技术:
2.动力电池是电动汽车的能量来源,随着电动汽车的续航里程的不断提高,电池的能量密度越来越高,电池的安全性问题越来越突出。液态锂离子电池采用有机碳酸酯类的液体电解质,其闪点低、易燃烧、易爆炸、安全性不高,箔材采用铜铝箔,针刺时产生大量铜、铝箔批锋,与满电负极接触瞬间会引起大电流放电,造成电池的起火爆炸。同时,电池过热时,负极的sei膜(solid electrolyte interface固定电解质面膜)分解,电解液与lic6反应会放出大量的热量,高温导致正极释氧,氧气渗透到负极与负极锂反应会产生更多的热量,最终导致电池热失控,进而引起电池起火燃烧和爆炸。
3.因此,亟需一种正极集流件、电池及多层涂布装置,以解决上述问题。
技术实现要素:
4.本实用新型的目的在于提供一种正极集流件,能够防止铝箔裸露,避免起火爆炸,还能提高隔热性能,延缓相邻电池片之间的热量传递,从而提高电池的安全性。
5.为达此目的,本实用新型采用以下技术方案:
6.一种正极集流件,包括:
7.铝箔片;
8.安全涂层,所述铝箔片的相对两面上分别涂覆有一层安全涂层,所述安全涂层能够防止所述铝箔片裸露;
9.活性物质层,两层所述活性物质层分别涂覆在两层所述安全涂层的外侧面上;
10.隔热涂层,两层所述隔热涂层分别涂覆在两层所述活性物质层的外侧面上。
11.作为一种正极集流件的优选方案,所述隔热涂层的比表面积在100mm2/g-600mm2/g范围内,以使所述隔热涂层能够吸附氧气。
12.作为一种正极集流件的优选方案,所述安全涂层采用单独涂布的工艺方式涂覆在所述铝箔片上,所述活性物质层采用单独涂布的工艺方式涂覆在所述安全涂层上,所述隔热涂层采用单独涂布的工艺方式涂覆在所述活性物质层上。
13.作为一种正极集流件的优选方案,所述安全涂层和所述活性物质层采用多层涂布的工艺方式同时涂覆形成,所述隔热涂层采用单独涂布的工艺方式涂覆在所述活性物质层上。
14.作为一种正极集流件的优选方案,所述安全涂层、所述活性物质层和所述隔热涂层采用多层涂布挤压模头一次涂布形成。
15.作为一种正极集流件的优选方案,所述安全涂层的厚度尺寸范围为0.5μm-20μm。
16.作为一种正极集流件的优选方案,所述活性物质层的厚度尺寸范围为50μm-300μm。
17.作为一种正极集流件的优选方案,所述隔热涂层的厚度尺寸范围为1.5μm-15μm。
18.本实用新型的另一个目的在于提供一种电池,能够防止铝箔裸露,避免起火爆炸,还能提高隔热性能,延缓相邻电池片之间的热量传递,从而提高电池的安全性。
19.为达此目的,本实用新型采用以下技术方案:
20.一种电池,包括上述的正极集流件。
21.本实用新型的再一个目的在于提供一种多层涂布装置,其制造出的正极集流件能够防止铝箔裸露,避免起火爆炸,还能提高隔热性能,延缓相邻电池片之间的热量传递,从而提高电池的安全性。
22.为达此目的,本实用新型采用以下技术方案:
23.一种用于制备上述的正极集流件的多层涂布装置,包括背辊、第一层涂布模头、第二层涂布模头和第三层涂布模头,所述背辊用于支撑所述铝箔片,且所述多层涂布装置被配置为所述铝箔片能够先从所述背辊与所述第一层涂布模头、所述第二层涂布模头之间的间隙通过,再从所述背辊与所述第三层涂布模头之间的间隙通过。
24.本实用新型的有益效果:
25.本实用新型提供了一种正极集流件,包括铝箔片、安全涂层、活性物质层和隔热涂层。其中,铝箔片的相对两面上分别涂覆有一层安全涂层,安全涂层能够防止铝箔片裸露,从而避免起火爆炸。两层活性物质层分别涂覆在两层安全涂层的外侧面上,两层隔热涂层分别涂覆在两层活性物质层的外侧面上。可知的是,隔热涂层能够提高电池片的隔热性能,延缓相邻电池片之间的热量传递,从而提高电池的安全性。
26.本实用新型还提供了包含上述正极集流件的电池,该电池具有较高的安全性能。
27.本实用新型还提供了制备上述的正极集流件的多层涂布装置,该多层涂布装置包括背辊、第一层涂布模头、第二层涂布模头和第三层涂布模头,背辊用于支撑铝箔片,且多层涂布装置被配置为铝箔片能够先从背辊与第一层涂布模头、第二层涂布模头之间的间隙通过,再从背辊与第三层涂布模头之间的间隙通过。该多层涂布装置制造出的正极集流件能够防止铝箔裸露,避免起火爆炸,还能提高隔热性能,延缓相邻电池片之间的热量传递,从而提高电池的安全性。
附图说明
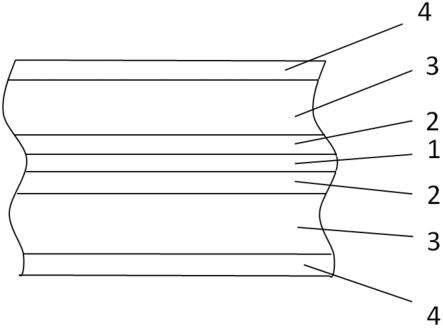
28.图1是本实用新型实施例所提供的正极集流件的局部剖视图;
29.图2是本实用新型实施例所提供的多层涂布装置的局部结构示意图。
30.图中:
31.1、铝箔片;2、安全涂层;3、活性物质层;4、隔热涂层;5、背辊;6、第一层涂布模头;7、第二层涂布模头;8、第三层涂布模头。
具体实施方式
32.下面结合附图和实施方式进一步说明本实用新型的技术方案。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部。
33.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安
装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
34.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
35.液态锂离子电池采用有机碳酸酯类的液体电解质,其闪点低、易燃烧、易爆炸、安全性不高,箔材采用铜铝箔,针刺时产生大量铜、铝箔批锋,与满电负极接触瞬间会引起大电流放电,造成电池的起火爆炸。同时,电池过热时,负极的sei膜分解,电解液与lic6反应会放出大量的热量,高温导致正极释氧,氧气渗透到负极与负极锂反应会产生更多的热量,最终导致电池热失控,进而引起电池起火燃烧和爆炸。
36.因此,本实施例提供了一种正极集流件,以解决上述问题。
37.如图1所示,该正极集流件包括铝箔片1、安全涂层2、活性物质层3和隔热涂层4。其中,铝箔片1的相对两面上分别涂覆有一层安全涂层2,安全涂层2能够防止铝箔片1裸露,从而避免漏铝与石墨层接触引起起火爆炸。两层活性物质层3分别涂覆在两层安全涂层2的外侧面上,两层隔热涂层4分别涂覆在两层活性物质层3的外侧面上。可知的是,隔热涂层4能够提高电池片的隔热性能,延缓相邻电池片之间的热量传递,从而提高电池的安全性。该正极集流件具有三层涂层,相对较厚的涂层厚度减小了铝箔裸露的风险,从而降低了短路概率,降低了针刺热失控发生的可能性。
38.为了对正极材料高温释放的氧气进行吸附,优选地,隔热涂层4的比表面积在100-600mm2/g范围内,以使隔热涂层4能够吸附氧气,避免氧气与负极锂发生反应,从而降低产热量,提高安全性能。
39.为了保证每一层的涂布效果和质量,优选地,安全涂层2采用单独涂布的工艺方式涂覆在铝箔片1上,活性物质层3采用单独涂布的工艺方式涂覆在安全涂层2上,隔热涂层4采用单独涂布的工艺方式涂覆在活性物质层3上。可选地,单独涂布可采用微凹版、凹版、转移或挤压涂布等工艺手段。
40.在其他一个实施例中,为了提高涂布效率,可选地,安全涂层2和活性物质层3采用多层涂布的工艺方式同时涂覆形成,隔热涂层4采用单独涂布的工艺方式涂覆在活性物质层3上。
41.在另一个实施例中,为了进一步提供涂布效率,可选地,安全涂层2、活性物质层3和隔热涂层4采用多层涂布挤压模头一次涂布形成。
42.优选地,铝箔片1的厚度尺寸范围为2μm-20μm,以保证正极集流件的电流流通性能。
43.优选地,安全涂层2的厚度尺寸范围为0.5μm-20μm。该尺寸范围可保证安全涂层2对铝箔的防护效果,可根据电池的具体尺寸设计进行选择。
44.优选地,活性物质层3的厚度尺寸范围为50μm-300μm,可保证活性物质的含量比例。
45.优选地,隔热涂层4的厚度尺寸范围为1.5μm-15μm,以保证隔热涂层4的隔热效果,可根据电池的具体尺寸设计进行选择。优选地,隔热涂层4的最优厚度为6μm,即可平衡隔热涂层4的隔热效果、氧气吸附能力和空间占比等因素,达到电池的安全性能和能量密度的最优平衡。
46.本实施例还提供了包含上述正极集流件的电池,该电池不仅能够防止正极集流件的铝箔裸露,避免起火爆炸,还能提高单个电池片的隔热性能,延缓相邻电池片之间的热量传递。不仅如此,当电池过热时,负极的sei膜分解,电解液与lic6反应会放出大量的热量,高温导致正极释氧,正极集流件的隔热涂层4对氧气具有一定的吸附能力,从而能够避免氧气渗透到负极与负极锂反应产生更多的热量,最终导致电池热失控,引起电池起火燃烧和爆炸的一系列问题。因此,该电池具有良好的安全性能。
47.如图2所示,本实施例还提供了制备上述的正极集流件的多层涂布装置。该多层涂布装置包括背辊5、第一层涂布模头6、第二层涂布模头7和第三层涂布模头8,背辊5用于支撑运载铝箔片,且多层涂布装置被配置为铝箔片能够先从背辊5与第一层涂布模头6、第二层涂布模头7之间的间隙通过,再从背辊5与第三层涂布模头8之间的间隙通过,以实现三层涂层一次涂布完成。具体地,第一层涂布模头6和第二层涂布模头7的喷涂浆料分别是安全涂层、活性物质层,第三层涂布模头8的喷涂浆料是隔热涂层。
48.为保证涂布质量,形成较优的涂布厚度,优选地,涂布速度为1m/min-100m/min,背辊5与第一层涂布模头6、第二层涂布模头7和第三层涂布模头8之间的间隙范围均在20μm-500μm之间。
49.背辊5旋转运动,即可带动铝箔片前进以完成涂布过程,在保证质量的同时,提高正极集流件的制造效率。可知的是,该多层涂布装置制造出的正极集流件能够防止铝箔裸露,避免起火爆炸,还能提高隔热性能,延缓相邻电池片之间的热量传递,从而提高电池的安全性。
50.显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1