转子的组装方法及转子组装装置的控制装置与流程
1.本发明涉及具有永久磁铁的磁铁嵌入型的旋转电机中的转子的组装方法及转子组装装置的控制装置。
背景技术:
2.已知有将永久磁铁插入设置于转子铁芯的孔部并利用粘接剂等进行固定的转子。例如,专利文献1记载的转子的组装方法就是这样的。在专利文献1记载的转子的组装方法中,利用夹具对永久磁铁进行定位并将其插入孔部。
3.在先技术文献
4.专利文献
5.专利文献1:国际公开第2014/58978号
6.另外,在将永久磁铁插入孔部的情况下,若在上述永久磁铁及孔部之间产生位置偏移,则有可能无法将永久磁铁插入孔部。因此,为了考虑位置偏移的产生而使永久磁铁的插入性变好,与永久磁铁的垂直于长边方向的截面的大小相比,孔部的垂直于长边方向的截面的大小被预先设计得较大。然而,在各自的与长边方向垂直的截面中,与永久磁铁的大小相比,孔部的大小越大,则转子铁芯与永久磁铁之间的间隙越大,旋转电机的性能越低。
技术实现要素:
7.本发明是将以上情况作为背景而做出的,其目的在于提供一种能够抑制永久磁铁的插入性的降低并且能够减小转子铁芯与永久磁铁之间的间隙的转子的组装方法及转子组装装置的控制装置。
8.第一发明的主旨在于提供一种转子的组装方法,在设置于以中心线为中心的圆筒状的转子铁芯的孔部,插入以使所述中心线方向成为长边方向的方式被保持的永久磁铁,其特征在于,所述转子的组装方法包括:(a)第一移动工序,在所述第一移动工序中,移动所述永久磁铁,以使所述永久磁铁的长边方向的一端部与所述孔部的开口相向;(b)载荷测定工序,在所述第一移动工序之后,在所述载荷测定工序中,使所述永久磁铁向所述中心线方向且所述一端部接近所述开口的朝向移动,利用载荷传感器来测定所述一端部与所述转子铁芯接触的情况下的施加于所述永久磁铁及所述转子铁芯的至少一方的载荷;(c)第二移动工序,在所述载荷测定工序之后,在所述第二移动工序中,基于在所述载荷测定工序中测定出的所述载荷的信息移动所述永久磁铁,以使沿所述中心线方向观察到的所述永久磁铁及所述孔部的位置偏移变小;以及(d)插入工序,在所述第二移动工序之后,在所述插入工序中,使所述永久磁铁向与所述载荷测定工序中的所述一端部接近所述开口的朝向相同的朝向移动,将所述永久磁铁插入所述孔部。
9.第二发明的主旨在于,在第一发明的基础上,当在所述载荷测定工序中测定的所述载荷超过预先设定的载荷限度的情况下,实施所述第二移动工序,当在所述载荷测定工序中测定的所述载荷未超过所述载荷限度的情况下,实施所述插入工序。
10.第三发明的主旨在于,在第二发明的基础上,当在所述载荷测定工序中测定的所述载荷超过所述载荷限度的情况下,停止所述载荷测定工序中的所述永久磁铁的移动。
11.第四发明的主旨在于,在第一发明~第三发明中的任一个发明的基础上,在所述第一移动工序与所述插入工序之间,将所述第二移动工序反复进行多次。
12.第五发明的主旨在于,在第一发明~第四发明中的任一个发明的基础上,在所述第一移动工序中,基于由相机拍摄到的所述孔部及所述永久磁铁的图像信息来移动所述永久磁铁。
13.第六发明的主旨在于提供一种转子组装装置的控制装置,在设置于以中心线为中心的圆筒状的转子铁芯的孔部,插入以使所述中心线方向成为长边方向的方式被保持的永久磁铁,其特征在于,所述转子组装装置的控制装置具备:(a)第一移动控制部,所述第一移动控制部移动所述永久磁铁,以使所述永久磁铁的长边方向的一端部与所述孔部的开口相向;(b)载荷测定控制部,在基于所述第一移动控制部的所述永久磁铁的移动之后,所述载荷测定控制部使所述永久磁铁向所述中心线方向且所述一端部接近所述开口的朝向移动,利用载荷传感器来测定所述一端部与所述转子铁芯接触的情况下的施加于所述永久磁铁及所述转子铁芯的至少一方的载荷;(c)第二移动控制部,在基于所述载荷测定控制部的所述载荷的测定之后,所述第二移动控制部基于由所述载荷测定控制部测定出的所述载荷的信息移动所述永久磁铁,以使沿所述中心线方向观察到的所述永久磁铁及所述孔部的位置偏移变小;以及(d)插入控制部,在基于所述第二移动控制部的所述永久磁铁的移动之后,所述插入控制部使所述永久磁铁向与由所述载荷测定控制部测定所述载荷的情况下的所述一端部接近所述开口的朝向相同的朝向移动,将所述永久磁铁插入所述孔部。
14.第七发明的主旨在于,在第六发明的基础上,在由所述载荷测定控制部测定的所述载荷超过预先设定的载荷限度的情况下,利用所述第二移动控制部使所述永久磁铁移动,在由所述载荷测定控制部测定的所述载荷未超过所述载荷限度的情况下,利用所述插入控制部将所述永久磁铁插入所述孔部。
15.第八发明的主旨在于,在第七发明的基础上,在测定的所述载荷超过所述载荷限度的情况下,所述载荷测定控制部停止所述永久磁铁向所述一端部接近所述开口的方向的移动。
16.第九发明的主旨在于,在第六发明~第八发明中的任一个发明的基础上,在基于所述插入控制部的所述永久磁铁的插入之前,将基于所述第二移动控制部的所述永久磁铁的移动反复进行多次。
17.第十发明的主旨在于,在第六发明~第九发明中的任一个发明的基础上,所述第一移动控制部基于由相机拍摄到的所述孔部及所述永久磁铁的图像信息来移动所述永久磁铁。
18.根据第一发明,包括:(a)第一移动工序,在所述第一移动工序中,移动所述永久磁铁,以使所述永久磁铁的长边方向的一端部与所述孔部的开口相向;(b)载荷测定工序,在所述第一移动工序之后,在所述载荷测定工序中,使所述永久磁铁向所述中心线方向且所述一端部接近所述开口的朝向移动,利用载荷传感器来测定所述一端部与所述转子铁芯接触的情况下的施加于所述永久磁铁及所述转子铁芯的至少一方的载荷;(c)第二移动工序,在所述载荷测定工序之后,在所述第二移动工序中,基于在所述载荷测定工序中测定出的
所述载荷的信息移动所述永久磁铁,以使沿所述中心线方向观察到的所述永久磁铁及所述孔部的位置偏移变小;以及(d)插入工序,在所述第二移动工序之后,在所述插入工序中,使所述永久磁铁向与所述载荷测定工序中的所述一端部接近所述开口的朝向相同的朝向移动,将所述永久磁铁插入所述孔部。利用载荷测定工序及第二移动工序来修正永久磁铁的位置,以使沿中心线方向观察到的永久磁铁及孔部的位置偏移变小。因此,与没有载荷测定工序及第二移动工序的情况相比,即使减小孔部的与长边方向垂直的截面的大小,也能够抑制永久磁铁的插入性的降低。像这样,能够抑制永久磁铁的插入性的降低,并且能够减小转子铁芯与永久磁铁之间的间隙,能够谋求旋转电机的性能的提高。
19.根据第二发明,在第一发明的基础上,当在所述载荷测定工序中测定的所述载荷超过预先设定的载荷限度的情况下,实施所述第二移动工序,当在所述载荷测定工序中测定的所述载荷未超过所述载荷限度的情况下,实施所述插入工序。在测定的载荷超过载荷限度的情况下,修正永久磁铁的位置,在测定的载荷未超过载荷限度的情况下,紧接着载荷测定工序,将永久磁铁插入孔部,迅速地进行永久磁铁的插入。
20.根据第三发明,在第二发明的基础上,当在所述载荷测定工序中测定的所述载荷超过所述载荷限度的情况下,停止所述载荷测定工序中的所述永久磁铁的移动。由于在测定的载荷超过载荷限度的情况下停止永久磁铁的移动,因此,能够抑制与永久磁铁和转子铁芯的接触相伴的各自的变形。像这样,能够抑制永久磁铁、转子铁芯的变形,并且能够谋求永久磁铁的插入性的降低的抑制及旋转电机的性能的提高。
21.根据第四发明,在第一发明~第三发明中的任一个发明的基础上,在所述第一移动工序与所述插入工序之间,将所述第二移动工序反复进行多次。通过将所述第二移动工序反复进行多次,从而反复进行永久磁铁的位置的修正,以使沿中心线方向观察到的永久磁铁及孔部的位置偏移变小。因此,与不反复进行所述第二移动工序的情况相比,能够减小所述位置偏移,因此,即使减小孔部的与长边方向垂直的截面的大小,也能够抑制永久磁铁的插入性的降低。另外,能够减小转子铁芯与永久磁铁之间的间隙,能够进一步谋求旋转电机的性能的提高。
22.根据第五发明,在第一发明~第四发明中的任一个发明的基础上,在所述第一移动工序中,基于由相机拍摄到的所述孔部及所述永久磁铁的图像信息来移动所述永久磁铁。与不基于所述图像信息来移动永久磁铁的情况相比,在基于由相机拍摄到的图像信息来移动永久磁铁的情况下,能够准确地识别永久磁铁相对于孔部的相对位置。因此,能够使第一移动工序之后的沿中心线方向观察到的永久磁铁及孔部的位置偏移变得较小。因此,与不基于由相机拍摄到的所述图像信息的情况相比,能够迅速地减小沿中心线方向观察到的永久磁铁及孔部的位置偏移,即使减小孔部的与长边方向垂直的截面的大小,也能够迅速地进行永久磁铁的插入。
23.根据第六发明,提供一种转子组装装置的控制装置,在设置于以中心线为中心的圆筒状的转子铁芯的孔部,插入以使所述中心线方向成为长边方向的方式被保持的永久磁铁,所述转子组装装置的控制装置具备:(a)第一移动控制部,所述第一移动控制部移动所述永久磁铁,以使所述永久磁铁的长边方向的一端部与所述孔部的开口相向;(b)载荷测定控制部,在基于所述第一移动控制部的所述永久磁铁的移动之后,所述载荷测定控制部使所述永久磁铁向所述中心线方向且所述一端部接近所述开口的朝向移动,利用载荷传感器
来测定所述一端部与所述转子铁芯接触的情况下的施加于所述永久磁铁及所述转子铁芯的至少一方的载荷;(c)第二移动控制部,在基于所述载荷测定控制部的所述载荷的测定之后,所述第二移动控制部基于由所述载荷测定控制部测定出的所述载荷的信息移动所述永久磁铁,以使沿所述中心线方向观察到的所述永久磁铁及所述孔部的位置偏移变小;以及(d)插入控制部,在基于所述第二移动控制部的所述永久磁铁的移动之后,所述插入控制部使所述永久磁铁向与由所述载荷测定控制部测定所述载荷的情况下的所述一端部接近所述开口的朝向相同的朝向移动,将所述永久磁铁插入所述孔部。利用载荷测定控制部及第二移动控制部来修正永久磁铁的位置,以使沿中心线方向观察到的永久磁铁及孔部的位置偏移变小。因此,与没有载荷测定控制部及第二移动控制部的情况相比,即使减小孔部的与长边方向垂直的截面的大小,也能够抑制永久磁铁的插入性的降低。像这样,能够抑制永久磁铁的插入性的降低,并且能够减小转子铁芯与永久磁铁之间的间隙,能够谋求旋转电机的性能的提高。
24.根据第七发明,在第六发明的基础上,在由所述载荷测定控制部测定的所述载荷超过预先设定的载荷限度的情况下,利用所述第二移动控制部使所述永久磁铁移动,在由所述载荷测定控制部测定的所述载荷未超过所述载荷限度的情况下,利用所述插入控制部将所述永久磁铁插入所述孔部。在测定的载荷超过载荷限度的情况下,利用第二移动控制部来修正永久磁铁的位置,在测定的载荷未超过载荷限度的情况下,紧接着基于载荷测定控制部的永久磁铁的移动,利用插入控制部将永久磁铁插入孔部,迅速地进行永久磁铁的插入。
25.根据第八发明,在第七发明的基础上,在测定的所述载荷超过所述载荷限度的情况下,所述载荷测定控制部停止所述永久磁铁向所述一端部接近所述开口的方向的移动。由于在测定的载荷超过载荷限度的情况下,载荷测定控制部停止永久磁铁的移动,因此,能够抑制与永久磁铁和转子铁芯的接触相伴的各自的变形。像这样,能够抑制永久磁铁、转子铁芯的变形,并且能够谋求永久磁铁的插入性的降低的抑制及旋转电机的性能的提高。
26.根据第九发明,在第六发明~第八发明中的任一个发明的基础上,在基于所述插入控制部的所述永久磁铁的插入之前,将基于所述第二移动控制部的所述永久磁铁的移动反复进行多次。通过在基于插入控制部的永久磁铁的插入之前,将基于第二移动控制部的永久磁铁的移动反复进行多次,从而反复进行永久磁铁的位置的修正,以使沿中心线方向观察到的永久磁铁及孔部的位置偏移变小。因此,与不反复进行基于第二移动控制部的永久磁铁的移动的情况相比,由于能够减小所述位置偏移,因此,即使减小孔部的与长边方向垂直的截面的大小,也能够抑制永久磁铁的插入性的降低。另外,能够减小转子铁芯与永久磁铁之间的间隙,能够进一步谋求旋转电机的性能的提高。
27.根据第十发明,在第六发明~第九发明中的任一个发明的基础上,所述第一移动控制部基于由相机拍摄到的所述孔部及所述永久磁铁的图像信息来移动所述永久磁铁。与不基于所述图像信息来移动永久磁铁的情况相比,在基于由相机拍摄到的图像信息来移动永久磁铁的情况下,能够准确地识别永久磁铁相对于孔部的相对位置。因此,能够使基于第一移动控制部的永久磁铁的移动之后的沿中心线方向观察到的永久磁铁及孔部的位置偏移较小。因此,与不基于由相机拍摄到的所述图像信息的情况相比,能够迅速地减小沿中心线方向观察到的永久磁铁及孔部的位置偏移,即使减小孔部的与长边方向垂直的截面的大
小,也能够迅速地进行永久磁铁的插入。
附图说明
28.图1是说明应用本发明的转子的简要结构的剖视图。
29.图2是插槽及被插入到该插槽中的永久磁铁各自的与长边方向垂直的剖视图。
30.图3是说明在本发明的实施例1的转子的组装方法中使用的转子组装装置的简要结构的图,并且是说明用于转子组装装置中的各种控制的控制功能的主要部分的图。
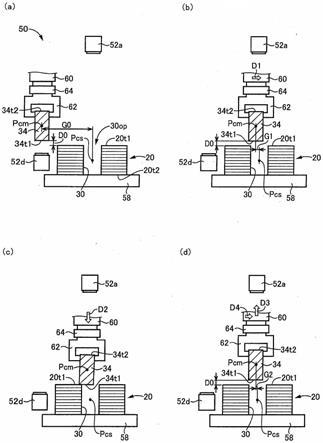
31.图4是说明使用图3所示的转子组装装置的转子的组装方法的图,(a)是说明在向插槽插入永久磁铁之前初始设定的状态的图,(b)是说明第一移动工序的图,(c)是说明载荷测定工序的图,(d)是说明第二移动工序的图。
32.图5是说明转子的组装方法的各工序的流程图的一例。
33.图6是说明在本发明的实施例2的转子的组装方法中使用的转子组装装置的简要结构的图,并且是说明用于转子组装装置中的各种控制的控制功能的主要部分的图。
34.附图标记说明
35.10:转子
36.20:转子铁芯
37.30:插槽(孔部)
38.30op:开口
39.34:永久磁铁
40.34t1:一端部
41.50、150:转子组装装置
42.52a、52b、52c、52d:相机
43.64、164:载荷传感器
44.70:电子控制装置(控制装置)
45.70c:第一移动控制部(第一移动工序)
46.70d:载荷测定控制部(载荷测定工序)
47.70e:第二移动控制部(第二移动工序)
48.70f:插入控制部(插入工序)
49.cl:轴线(中心线)
50.l1(lx1、ly1、lz1):载荷
51.l2(lx2、ly2、lz2):载荷
52.llmt1:载荷限度
53.llmt2:载荷限度
54.g:位置偏移
55.θ:位置偏移
具体实施方式
56.在本发明中,对于所述第一发明~第五发明及所述第六发明~第十发明而言,替换类别而对相同的发明进行了记载,各构成要素仅仅是与各类别相匹配的记载,实质上为
相同的发明。即,在所述第一发明~第五发明中,用“工序”来表示构成要素,在所述第六发明~第十发明中,用“控制部”来表示构成要素,但在除了这些“工序”、“控制部”之外的部分中,相同名称的构成要素实质上相同。
57.以下,参照附图,对本发明的各实施例进行详细说明。此外,在以下说明的各实施例中,为了容易理解而对附图进行了适当简化或变形,各部分的尺寸比及形状等未必被准确地描绘出。
58.实施例1
59.图1是说明应用本发明的转子10的简要结构的剖视图。图1是转子10中的与轴线cl垂直的剖视图。以下,将“与轴线cl平行的方向”仅记为“轴线cl方向”。
60.转子10例如配设于车辆的行驶用驱动源即搭载于混合动力车辆、电力机动车的车辆用旋转电机mg。车辆用旋转电机mg是具有作为电动机(马达)的功能及作为发电机(generator)的功能的旋转电机机械、即所谓的电动发电机。车辆用旋转电机mg是磁铁嵌入型的旋转电机,具备定子和转子10,所述定子具备未图示的励磁绕组,永久磁铁34埋入即插入到所述转子10中。
61.转子10为以轴线cl为中心的圆筒状。转子10具备转子铁芯20及永久磁铁34。
62.转子铁芯20例如是层叠有多块电磁钢板的以轴线cl为中心的圆筒状。在转子铁芯20设置有沿轴线cl方向延伸的贯通孔即插槽30。插槽30的长边方向与轴线cl方向相同。各插槽30的例如与轴线cl垂直的截面为大致长方形,为相同的形状。此外,插槽30相当于本发明中的“孔部”。
63.设置于转子铁芯20的插槽30按各极以两个为一组。在与轴线cl垂直的截面中,一组插槽30形成为在转子铁芯20的外周侧朝向轴线cl呈凸型的圆弧状。在以轴线cl为中心的转子铁芯20的周向,按等角度间隔(在本实施例中为2π/10[rad])以同样的结构设置有一组插槽30。
[0064]
永久磁铁34例如是分别以长条状延伸的长方体形状。插入到各插槽30中的各个永久磁铁34为相同的形状。永久磁铁34的与长边方向垂直的截面的形状比插槽30的与长边方向(即轴线cl方向)垂直的截面的形状稍小,以便能够将永久磁铁34插入插槽30。永久磁铁34例如由钕铁磁铁、稀土类钴磁铁等磁性材料构成,无论取永久磁铁34的哪个部分,成分均恒定且均匀。
[0065]
在转子铁芯20的周向上相邻的极中,以s极、n极交替的方式将一组永久磁铁34插入一组插槽30。
[0066]
图2是插槽30及被插入到该插槽30中的永久磁铁34各自的与长边方向垂直的剖视图。
[0067]
如图2所示,插槽30是可供永久磁铁34插入的部分。插槽30的内壁面的一部分成为在插入永久磁铁34时进行永久磁铁34的定位的定位部30a。与永久磁铁34的垂直于长边方向的截面的大小相比,插槽30的垂直于长边方向的截面的大小被设计得较大。因此,在将永久磁铁34插入到插槽30中的情况下,能够在转子铁芯20与永久磁铁34之间产生间隙。另外,空隙部32与插槽30相邻地设置。空隙部32是未插入永久磁铁34的部分。例如,在将永久磁铁34插入到插槽30中之后,通过在包含有空隙部32的转子铁芯20与永久磁铁34之间的间隙填充粘接剂(例如树脂),从而将永久磁铁34固定在插槽30内。
[0068]
图3是说明在本发明的实施例1的转子10的组装方法中使用的转子组装装置50的简要结构的图,并且是说明用于转子组装装置50中的各种控制的控制功能的主要部分的图。在图3中,z方向是铅垂线的朝上的方向,x方向及y方向例如是在同一水平面上相互垂直的方向。
[0069]
转子组装装置50具备相机52a、52b、52c、52d、固定台58、机器人臂60、磁铁保持部62、载荷传感器64及电子控制装置70。
[0070]
固定台58固定并保持转子铁芯20。固定台58作为如下的芯保持部(芯保持单元)发挥功能,所述芯保持部将转子铁芯20固定并保持成无法相对于该固定台58进行相对移动。另一方面,磁铁保持部62配设在机器人臂60的前端部的前端,夹持永久磁铁34并进行保持(参照图4)。磁铁保持部62作为如下的磁铁保持单元发挥功能,所述磁铁保持单元将永久磁铁34固定并保持成无法相对于该磁铁保持部62进行相对移动。
[0071]
载荷传感器64安装于磁铁保持部62。载荷传感器64是能够分别对施加于由磁铁保持部62保持的永久磁铁34的x方向上的载荷lx1[n]、y方向上的载荷ly1[n]及z方向上的载荷lz1[n]进行测定的传感器,例如为应变传感器。将由载荷lx1、ly1、lz1表示的施加于永久磁铁34的矢量设为载荷l1[n]。此外,载荷l1(载荷lx1、ly1、lz1)相当于本发明中的“载荷”。
[0072]
相机52a例如设置于转子铁芯20的正上方,从铅垂线的方向上的上方对转子铁芯20及机器人臂60进行拍摄。相机52b、52c例如在水平方向上从互不相同的方向对转子铁芯20及永久磁铁34进行拍摄。例如,相机52b进行拍摄的方向为x方向,相机52c进行拍摄的方向为y方向。相机52d例如从铅垂线的方向上的下方对保持于磁铁保持部62的永久磁铁34进行拍摄。
[0073]
机器人臂60是发挥与人的手臂类似的作用的机械臂的一种,利用电子控制装置70对其动作进行控制。机器人臂60能够进行铅垂线的方向(z方向)上的上下移动、同一水平面内的水平移动及同一水平面内的旋转。永久磁铁34被固定成无法相对于磁铁保持部62进行相对移动。因此,利用机器人臂60一体地移动磁铁保持部62及永久磁铁34,即对位置进行变更。因此,机器人臂60能够分别使永久磁铁34进行水平移动、上升及下降以及旋转,能够使永久磁铁34移动到任意的位置。
[0074]
电子控制装置70例如构成为包括具备cpu、ram、rom、输入输出接口等的所谓的微型计算机,cpu通过一边利用ram的临时存储功能,一边按照预先存储于rom的程序来进行信号处理,从而对机器人臂60的动作进行控制。此外,电子控制装置70相当于本发明中的“控制装置”。
[0075]
向电子控制装置70输入分别由相机52a、52b、52c、52d拍摄到的图像信息img1、img2、img3、img4和由载荷传感器64测定出的载荷l1(载荷lx1、ly1、lz1)。从电子控制装置70向机器人臂60输出对该机器人臂60的动作进行控制的臂控制信号sarm,向磁铁保持部62输出对永久磁铁34的保持释放进行控制的磁铁保持控制信号sh。
[0076]
电子控制装置70功能性地具备初始设定控制部70a、位置识别部70b、第一移动控制部70c、载荷测定控制部70d、第二移动控制部70e及插入控制部70f。以下,使用图4,对电子控制装置70的各控制功能的内容进行说明。
[0077]
图4是说明使用图3所示的转子组装装置50的转子10的组装方法的图,(a)是说明在向插槽30插入永久磁铁34之前初始设定的状态的图,(b)是说明第一移动工序的图,(c)
是说明载荷测定工序的图,(d)是说明第二移动工序的图。图4示出代表了设置于转子铁芯20的多个插槽30的一个插槽30及插入到该插槽30内的永久磁铁34,是由图1所示的切断线iv-iv切断的剖视图。在图4中,纸面上下方向为铅垂线的方向,纸面左右方向为水平方向。
[0078]
转子10的组装方法、特别是永久磁铁34向插槽30的插入方法具备初始设定工序、位置识别工序、第一移动工序、载荷测定工序、第二移动工序及插入工序。
[0079]
首先,如图4(a)所示,在向插槽30插入永久磁铁34之前的初始设定中,在固定台58固定转子铁芯20,在磁铁保持部62安装永久磁铁34。
[0080]
以使转子铁芯20的轴线cl成为铅垂线的方向的方式将转子铁芯20固定并保持于固定台58。通过该固定台58的保持,设置于转子铁芯20的插槽30成为沿铅垂线的方向(轴线cl方向)延伸的状态。在该被固定并被保持的转子铁芯20中,上侧的端部为一端部20t1,下侧的端部为另一端部20t2。插槽30在一端部20t1侧具有开口30op。
[0081]
另一方面,以使永久磁铁34的长边方向成为铅垂线的方向的方式将永久磁铁34夹持并保持于磁铁保持部62。通过该磁铁保持部62的保持,永久磁铁34成为在铅垂线的方向(轴线cl方向)上呈长条状地延伸的状态。在该被保持的永久磁铁34中,长边方向上的下侧的端部为一端部34t1,长边方向上的上侧的端部为另一端部34t2。转子铁芯20的一端部20t1与永久磁铁34的一端部34t1在铅垂线的方向上以分离距离d0[mm]分离。此外,轴线cl相当于本发明中的“中心线”。轴线cl方向即铅垂线的方向为永久磁铁34向插槽30的插入方向。
[0082]
作为永久磁铁34的中心位置的磁铁中心位置pcm例如是永久磁铁34的重心,作为插槽30的中心位置的插槽中心位置pcs例如是假定插槽30被均匀的物体充满的情况下的该物体的重心。通过在沿铅垂线的方向观察时设为使磁铁中心位置pcm与插槽中心位置pcs一致的状态,从而能够将永久磁铁34顺畅地插入到插槽30中。
[0083]
基于固定台58的转子铁芯20的保持仅实施一次,与此相对,每当将永久磁铁34插入多个插槽30时,就实施基于磁铁保持部62的永久磁铁34的保持。上述转子铁芯20的保持及永久磁铁34的保持为初始设定。
[0084]
初始设定控制部70a实施用于使转子铁芯20及永久磁铁34成为初始设定的状态的初始设定工序。例如,初始设定控制部70a使磁铁保持部62保持永久磁铁34,并且使机器人臂60移动到能够利用相机52a对供该永久磁铁34插入的插槽30的形状进行拍摄的位置。像这样,使保持永久磁铁34的磁铁保持部62移动到相对于插槽30确定的相对位置。另外,要使该磁铁保持部62移动到的相对位置也是相机52d能够从下方对永久磁铁34进行拍摄的位置。
[0085]
在初始设定工序之后,位置识别部70b实施对插槽中心位置pcs、磁铁中心位置pcm及分离距离d0进行识别的位置识别工序。位置识别部70b基于在初始状态下由相机52a拍摄到的插槽30的图像信息img1来算出即识别出插槽中心位置pcs。在沿铅垂线的方向观察时,插槽中心位置pcs与开口30op的面积中心(几何学的重心)一致。因此,位置识别部70b能够基于拍摄到了插槽30的开口30op的形状的图像信息img1而算出插槽中心位置pcs。另外,位置识别部70b基于由相机52b、52c(参照图3)拍摄到的拍摄到了永久磁铁34及转子铁芯20的形状的图像信息img2、img3,算出即识别出磁铁中心位置pcm及分离距离d0。由于永久磁铁34的成分均匀,因此,位置识别部70b能够基于永久磁铁34的形状而算出磁铁中心位置pcm。
而且,位置识别部70b基于由相机52d拍摄到的拍摄到了永久磁铁34的形状的图像信息img4,算出即识别出后述的由磁铁保持部62引起的永久磁铁34的安装误差(安装位置偏移、倾斜)。根据上述识别出的插槽中心位置pcs、磁铁中心位置pcm及安装误差,利用位置识别部70b来识别沿铅垂线的方向观察到的插槽中心位置pcs与磁铁中心位置pcm的偏移的大小即位置偏移量g0。
[0086]
此外,由于作为控制机器人臂60的动作的臂控制信号sarm,位置识别部70b掌握了初始状态下的机器人臂60相对于固定台58的相对位置,因此,也能够基于该相对位置的信息来识别位置偏移量g0及分离距离d0。
[0087]
如图4(b)所示,在位置识别工序之后,第一移动控制部70c实施第一移动工序,在所述第一移动工序中,使永久磁铁34向水平方向(箭头d1的方向)移动,以使一端部34t1与开口30op相向。在第一移动工序中,第一移动控制部70c使永久磁铁34进行水平移动,以便在沿铅垂线的方向观察的情况下在开口30op的形状内包含永久磁铁34的与长边方向垂直的截面形状。具体而言,第一移动控制部70c使永久磁铁34移动,以便在沿铅垂线的方向观察的情况下使由位置识别部70b识别出的磁铁中心位置pcm与插槽中心位置pcs一致,并且,使插槽30和永久磁铁34以上述一致的插槽中心位置pcs及磁铁中心位置pcm为中心进行相对旋转而不产生偏移。
[0088]
另外,如前述那样,基于初始状态下的机器人臂60相对于固定台58的相对位置的信息,能够利用电子控制装置70来识别位置偏移量g0及分离距离d0。然而,即使在初始状态下机器人臂60相对于固定台58的相对位置完全相同,每当进行安装时,基于磁铁保持部62的永久磁铁34的保持位置(安装位置)例如会包含数μm~数十μm左右的安装误差。另外,对于由位置识别部70b识别的位置偏移量g0而言,在基于图像信息img1、img2、img3、img4而识别出的插槽30及永久磁铁34的位置与实际的位置之间也可能包含识别误差。在第一移动工序中,以使由位置识别部70b识别出的永久磁铁34的位置偏移量g0减少的方式使永久磁铁34进行水平移动,并且以使安装误差(倾斜)减少的方式对保持永久磁铁34的磁铁保持部62的倾斜进行修正。然而,在第一移动工序之后,对于沿铅垂线的方向观察到的插槽中心位置pcs与磁铁中心位置pcm的偏移即位置偏移g[μm]的大小而言,根据上述安装误差、识别误差,依然也会残留位置偏移量g1。此外,第一移动工序之后的沿铅垂线的方向观察到的插槽中心位置pcs与磁铁中心位置pcm的偏移即位置偏移g相当于本发明中的“沿所述中心线方向观察到的所述永久磁铁及所述孔部的位置偏移”。
[0089]
在图4中,为了使发明的理解变得容易,例示了在第一移动工序之后在沿铅垂线的方向观察时插槽中心位置pcs与磁铁中心位置pcm仅沿纸面左右方向偏移位置偏移量g1的情况。
[0090]
如图4(c)所示,在第一移动工序之后,载荷测定控制部70d实施载荷测定工序,在所述载荷测定工序中,使永久磁铁34向铅垂线的方向上的一端部34t1接近开口30op的朝向(箭头d2的方向)移动,对施加于永久磁铁34的载荷l1进行测定。具体而言,利用机器人臂60使永久磁铁34下降比初始状态下的分离距离d0稍长的距离(=d0+δ)。此外,δ[μm]为零值附近的正值。比该分离距离d0稍长的距离是当在沿铅垂线的方向观察时插槽中心位置pcs与磁铁中心位置pcm位置偏移至无法将永久磁铁34插入到插槽30中的程度的情况下一端部34t1与转子铁芯20接触的距离。在载荷测定工序中的永久磁铁34的移动期间(下降期间),
利用载荷传感器64始终对施加于永久磁铁34的载荷l1进行测定。在载荷测定工序中,在测定的载荷l1超过预先设定的载荷限度llmt1[n]的情况下,载荷测定控制部70d停止永久磁铁34的移动(下降)。载荷限度llmt1是用于判定与永久磁铁34和转子铁芯20的接触相伴的永久磁铁34、转子铁芯20的变形是否在允许范围内的预先设计上或实验性地确定的判定值。载荷限度llmt1例如按由载荷传感器64测定的各载荷lx1、ly1、lz1进行设定。
[0091]
在载荷测定工序中,在测定的载荷l1未超过载荷限度llmt1而使永久磁铁34下降比前述分离距离d0稍长的距离(=d0+δ)的情况下,意味着永久磁铁34及转子铁芯20的变形在允许范围内,且一端部34t1开始向插槽30的内部插入。
[0092]
在载荷测定工序中,在测定的载荷l1超过载荷限度llmt1的情况下,意味着一端部34t1与转子铁芯20接触,且一端部34t1未被插入到插槽30的内部。永久磁铁34与转子铁芯20接触的情况下的载荷l1是永久磁铁34从转子铁芯20受到的力。
[0093]
如图4(d)所示,在载荷测定工序之后,第二移动控制部70e实施第二移动工序。第二移动控制部70e基于载荷lx1、ly1、lz1各自的大小及朝向而算出载荷l1的矢量,并算出永久磁铁34从转子铁芯20受到的力的方向。由此,推定永久磁铁34与转子铁芯20接触的位置。第二移动工序具有分离工序和位置修正工序。分离工序是使永久磁铁34向铅垂线的方向上的一端部34t1从开口30op分离的朝向(箭头d3的方向)移动的工序。位置修正工序是如下的工序:在分离工序之后,基于在载荷测定工序中测定出的载荷l1的信息使永久磁铁34沿水平方向(箭头d4的方向)移动,以使位置偏移g变小。
[0094]
在测定的载荷l1超过载荷限度llmt1的情况下,实施分离工序,例如,使永久磁铁34上升在载荷测定工序中下降的距离。由此,一端部20t1和一端部34t1与初始状态同样地成为在铅垂线的方向上以分离距离d0分离的状态。
[0095]
在位置修正工序中,例如,如以下那样移动永久磁铁34。在载荷测定工序中永久磁铁34从转子铁芯20受到的载荷l1的矢量的水平方向分量的方向与沿铅垂线的方向观察的情况下的从磁铁中心位置pcm朝向插槽中心位置pcs的方向大致相同。第二移动控制部70e通过使永久磁铁34朝向算出的载荷l1的矢量的水平方向分量的方向水平移动预先设定的规定距离d[μm],从而减小位置偏移g。例如,如图4(d)所示,第二移动工序之后的位置偏移g的大小为位置偏移量g2(<g1)。此外,规定距离d是在第二移动工序中使永久磁铁34进行水平移动的预先设计上或实验性地确定的距离,且是比前述安装误差、识别误差小的值。
[0096]
在第一移动工序与后述的插入工序之间,反复实施所述载荷测定工序及所述第二移动工序。通过将所述载荷测定工序及所述第二移动工序反复进行多次,从而使位置偏移g逐渐变小。
[0097]
当在该反复进行的载荷测定工序中测定的载荷l1未超过预先设定的载荷限度llmt1的情况下,插入控制部70f实施插入工序,在所述插入工序中,使永久磁铁34向与由载荷测定控制部70d测定载荷l1的情况下的一端部34t1接近开口30op的朝向相同的朝向(即铅垂线的方向上的朝下的方向)移动,将永久磁铁34插入插槽30。通过在紧接着插入工序之前实施的第二移动工序,使位置偏移g变小,永久磁铁34的下降期间的施加于永久磁铁34的载荷l1在载荷限度llmt1的范围内。因此,永久磁铁34、转子铁芯20的变形在允许范围内,能够顺畅地将永久磁铁34插入插槽30。
[0098]
图5是说明转子10的组装方法的各工序的流程图的一例。
[0099]
首先,在作为与初始设定控制部70a的功能对应的初始设定工序的步骤s10中,在固定台58固定转子铁芯20,在磁铁保持部62安装永久磁铁34。然后,执行步骤s20。在作为与位置识别部70b的功能对应的位置识别工序的步骤s20中,基于由相机52a、52b、52c、52d拍摄到的图像信息img1、img2、img3、img4,对插槽中心位置pcs、磁铁中心位置pcm、分离距离d0及安装误差进行识别。然后,执行步骤s30。在作为与第一移动控制部70c的功能对应的第一移动工序的步骤s30中,在沿铅垂线的方向观察的情况下,使永久磁铁34水平移动,以使磁铁中心位置pcm与插槽中心位置pcs一致。即,在步骤s30中,使永久磁铁34移动,以便减少在步骤s20中识别出的位置偏移量g0。然后,执行步骤s40。
[0100]
在作为与载荷测定控制部70d的功能对应的载荷测定工序的步骤s40中,开始永久磁铁34的下降。然后,执行步骤s50。在作为与载荷测定控制部70d的功能对应的载荷测定工序的步骤s50中,利用安装于磁铁保持部62的载荷传感器64,始终对永久磁铁34的下降期间的载荷l1进行测定。然后,执行步骤s60。在作为与载荷测定控制部70d的功能对应的载荷测定工序的步骤s60中,判定在步骤s50中测定的载荷l1是否在载荷限度llmt1的范围内。在步骤s60的判定为肯定的情况下,执行步骤s100。在步骤s60的判定为否定的情况下,执行步骤s70。在作为与载荷测定控制部70d的功能对应的载荷测定工序的步骤s70中,停止永久磁铁34的下降。然后,执行步骤s80。
[0101]
在作为与第二移动控制部70e的功能对应的第二移动工序中的分离工序的步骤s80中,使永久磁铁34上升。然后,执行步骤s90。在作为与第二移动控制部70e的功能对应的第二移动工序中的位置修正工序的步骤s90中,基于在步骤s50中测定出的载荷l1的信息使永久磁铁34水平移动,以使位置偏移g变小。然后,再次执行步骤s40。
[0102]
在作为与插入控制部70f的功能对应的插入工序的步骤s100中,使永久磁铁34下降,将永久磁铁34插入插槽30。然后结束。
[0103]
根据本实施例的转子10的组装方法,包括:(a)第一移动工序,在所述第一移动工序中,使永久磁铁34沿水平方向移动,以使永久磁铁34的长边方向(轴线cl方向)的一端部34t1与插槽30的开口30op相向;(b)载荷测定工序,在第一移动工序之后,在所述载荷测定工序中,使永久磁铁34向铅垂线的方向(轴线cl方向)且永久磁铁34的一端部34t1接近开口30op的朝向移动(即,使永久磁铁34下降),利用载荷传感器64来测定一端部34t1与转子铁芯20接触的情况下的施加于永久磁铁34的载荷l1;(c)第二移动工序,在载荷测定工序之后,在所述第二移动工序中,基于在载荷测定工序中测定出的载荷l1的信息移动永久磁铁34,以使沿铅垂线的方向观察到的插槽中心位置pcs及磁铁中心位置pcm的位置偏移g变小;以及(d)插入工序,在第二移动工序之后,在所述插入工序中,使永久磁铁34向与载荷测定工序中的一端部34t1接近开口30op的朝向相同的朝向移动(即,使永久磁铁34下降),将永久磁铁34插入插槽30。另外,根据本实施例的转子组装装置50的电子控制装置70,具备:(a)第一移动控制部70c,所述第一移动控制部70c移动永久磁铁34,以使永久磁铁34的长边方向的一端部34t1与插槽30的开口30op相向;(b)载荷测定控制部70d,在基于第一移动控制部70c的永久磁铁34的移动之后,所述载荷测定控制部70d使永久磁铁34向铅垂线的方向且一端部34t1接近开口30op的朝向(即下降的方向)移动,利用载荷传感器64来测定一端部34t1与转子铁芯20接触的情况下的施加于永久磁铁34的载荷l1;(c)第二移动控制部70e,在基于载荷测定控制部70d的载荷l1的测定之后,所述第二移动控制部70e基于由载荷测定
控制部70d测定出的载荷l1的信息移动永久磁铁34,以使沿铅垂线的方向观察到的永久磁铁34及插槽30的位置偏移g变小;以及(d)插入控制部70f,在基于第二移动控制部70e的永久磁铁34的移动之后,所述插入控制部70f使永久磁铁34向与由载荷测定控制部70d测定载荷l1的情况下的一端部34t1接近开口30op的朝向相同的朝向移动,将永久磁铁34插入插槽30。
[0104]
通过与载荷测定控制部70d的功能对应的载荷测定工序及与第二移动控制部70e的功能对应的第二移动工序,对永久磁铁34的位置进行修正,以使沿铅垂线的方向观察到的插槽中心位置pcs及磁铁中心位置pcm的位置偏移g变小。因此,与没有载荷测定工序及第二移动工序的情况(即,没有载荷测定控制部70d及第二移动控制部70e的情况)相比,即使减小插槽30的与长边方向垂直的截面的大小,也能够抑制永久磁铁34的插入性的降低。由此,能够抑制永久磁铁34的插入性的降低,并且能够减小转子铁芯20与永久磁铁34之间的间隙,能够谋求车辆用旋转电机mg的性能的提高。
[0105]
根据本实施例的转子10的组装方法,当在载荷测定工序中测定的载荷l1超过预先设定的载荷限度llmt1的情况下,实施第二移动工序,当在载荷测定工序中测定的载荷l1未超过载荷限度llmt1的情况下,实施插入工序。另外,根据本实施例的转子组装装置50的电子控制装置70,在由载荷测定控制部70d测定的载荷l1超过预先设定的载荷限度llmt1的情况下,利用第二移动控制部70e使永久磁铁34移动,在由载荷测定控制部70d测定的载荷l1未超过载荷限度llmt1的情况下,利用插入控制部70f将永久磁铁34插入插槽30。
[0106]
在测定的载荷l1超过载荷限度llmt1的情况下,对永久磁铁34的位置进行修正,在测定的载荷l1未超过载荷限度llmt1的情况下,紧接着载荷测定工序,将永久磁铁34插入插槽30,迅速地进行永久磁铁34的插入。
[0107]
根据本实施例的转子10的组装方法,当在载荷测定工序中测定的载荷l1超过载荷限度llmt1的情况下,停止载荷测定工序中的永久磁铁34的移动。另外,根据本实施例的转子组装装置50的电子控制装置70,在由载荷测定控制部70d测定的载荷l1超过载荷限度llmt1的情况下,停止利用载荷测定控制部70d使永久磁铁34向一端部34t1接近开口30op的朝向移动。
[0108]
由于在测定的载荷l1超过载荷限度llmt1的情况下停止永久磁铁34的下降,因此,能够抑制与永久磁铁34和转子铁芯20的接触相伴的各自的变形。像这样,能够抑制永久磁铁34、转子铁芯20的变形,并且能够谋求永久磁铁34的插入性的降低的抑制及车辆用旋转电机mg的性能的提高。
[0109]
根据本实施例的转子10的组装方法,在第一移动工序与插入工序之间,将第二移动工序反复进行多次。另外,根据本实施例的转子组装装置50的电子控制装置70,在基于插入控制部70f的永久磁铁34的插入之前,将基于第二移动控制部70e的永久磁铁34的移动反复进行多次。
[0110]
通过将与第二移动控制部70e的功能对应的第二移动工序反复进行多次,从而反复进行永久磁铁34的位置的修正,以使位置偏移g变小。因此,与不反复进行所述第二移动工序的情况相比,能够使位置偏移g变小,因此,即使减小插槽30的与长边方向垂直的截面的大小,也能够抑制永久磁铁34的插入性的降低。另外,能够减小转子铁芯20与永久磁铁34之间的间隙,能够进一步谋求车辆用旋转电机mg的性能的提高。
[0111]
根据本实施例的转子10的组装方法,在第一移动工序中,基于由相机52a、52b、52c、52d拍摄到的插槽30及永久磁铁34的图像信息img1、img2、img3、img4,使永久磁铁34向水平方向移动。另外,根据本实施例的转子组装装置50的电子控制装置70,第一移动控制部70c基于由相机52a、52b、52c、52d拍摄到的插槽30及永久磁铁34的图像信息img1、img2、img3、img4使永久磁铁34移动。
[0112]
由此,与不基于所述图像信息img1、img2、img3、img4而使永久磁铁34水平移动的情况相比,在基于由相机52a、52b、52c、52d拍摄到的所述图像信息img1、img2、img3、img4而使永久磁铁34移动的情况下,能够准确地识别永久磁铁34相对于插槽30的相对位置。因此,能够使第一移动工序之后的沿铅垂线的方向观察到的永久磁铁34及插槽30的位置偏移g(本实施例的位置偏移量g1)比较小。因此,与不基于由相机52a、52b、52c、52d拍摄到的所述图像信息img1、img2、img3、img4的情况相比,能够使沿铅垂线的方向观察到的永久磁铁34及插槽30的位置偏移g迅速地减小,即使减小插槽30的与长边方向垂直的截面的大小,也能够迅速地进行永久磁铁34的插入。
[0113]
实施例2
[0114]
图6是说明在本发明的实施例2的转子10的组装方法中使用的转子组装装置150的简要结构的图,并且是说明用于转子组装装置150中的各种控制的控制功能的主要部分的图。转子组装装置150的结构与前述的实施例1中的转子组装装置50的结构大致相同,但主要的不同点在于:代替固定台58及载荷传感器64而分别设置有固定台158及载荷传感器164。因此,在本实施例中,以与前述的实施例1不同的部分为中心进行说明,对与前述的实施例1在功能方面实质上共用的部分标注相同的附图标记,并适当地省略说明。
[0115]
固定台158以使转子铁芯20的轴线cl成为铅垂线的方向的方式固定并保持转子铁芯20。固定台158作为如下的芯保持部(芯保持单元)发挥功能,所述芯保持部将转子铁芯20固定并保持成无法相对于该固定台158进行相对移动。在固定台158中的固定转子铁芯20的部分安装有载荷传感器164。载荷传感器164是能够分别对施加于转子铁芯20的x方向上的载荷lx2[n]、y方向上的载荷ly2[n]及z方向上的载荷lz2[n]进行测定的传感器,例如为应变传感器。将由载荷lx2、ly2、lz2表示的施加于转子铁芯20的矢量设为载荷l2[n]。此外,载荷l2(载荷lx2、ly2、lz2)相当于本发明中的“载荷”。
[0116]
本实施例的转子10的组装方法、特别是永久磁铁34向插槽30的插入方法与前述的实施例1大致相同,但不同点在于:在载荷测定工序中,代替施加于永久磁铁34的载荷l1而测定施加于转子铁芯20的载荷l2;以及在第二移动工序中,代替载荷l1而基于载荷l2的信息使永久磁铁34进行水平移动,以使位置偏移g变小。
[0117]
在与载荷测定控制部70d的功能对应的载荷测定工序中的永久磁铁34的移动期间(下降期间),利用载荷传感器164始终对施加于转子铁芯20的载荷l2进行测定。在载荷测定工序中,在测定的载荷l2超过预先设定的载荷限度llmt2[n]的情况下,停止永久磁铁34的移动(下降)。载荷限度llmt2是用于判定与永久磁铁34和转子铁芯20的接触相伴的永久磁铁34、转子铁芯20的变形是否在允许范围内的预先设计上或实验性地确定的判定值。载荷限度llmt2按由载荷传感器164测定的各载荷lx2、ly2、lz2进行设定,例如被设定成与前述的实施例1中的载荷限度llmt1大小相等且朝向相反。
[0118]
在载荷测定工序中,在测定的载荷l2未超过载荷限度llmt2而使永久磁铁34下降
比分离距离d0稍长的距离(=d0+δ)的情况下,意味着永久磁铁34及转子铁芯20的变形在允许范围内,且一端部34t1开始向插槽30的内部插入。
[0119]
在载荷测定工序中,在测定的载荷l2超过载荷限度llmt2的情况下,意味着一端部34t1与转子铁芯20接触,且一端部34t1未被插入到插槽30的内部。永久磁铁34与转子铁芯20接触的情况下的载荷l2是转子铁芯20从永久磁铁34受到的力。
[0120]
根据作用反作用的法则,永久磁铁34与转子铁芯20接触的情况下的载荷l1与载荷l2的大小相等且朝向相反。因此,在电子控制装置70中,能够基于载荷l2算出载荷l1,能够算出永久磁铁34从转子铁芯20受到的力的方向。
[0121]
在与第二移动控制部70e的功能对应的第二移动工序中,基于在载荷测定工序中测定出的载荷l2的信息使永久磁铁34进行水平移动,以使位置偏移g变小。例如,通过使载荷l2的矢量的朝向相反,从而算出载荷l1的矢量,与前述的实施例1同样地使永久磁铁34进行水平移动,以使位置偏移g变小。
[0122]
根据本实施例的转子10的组装方法及转子组装装置150的电子控制装置70,可以发挥与前述的实施例1同样的效果。
[0123]
以上,基于附图,对本发明的实施例进行了详细说明,但本发明也可以在其他形态中得到应用。
[0124]
在前述的实施例1、2中,车辆用旋转电机mg是作为车辆的行驶用驱动源的电动发电机,但本发明并不限定于该形态。例如,车辆用旋转电机mg既可以是不具有发电机功能而仅具有电动机功能的车辆驱动用的电动机,也可以是不具有电动机功能而仅具有发电机功能的再生用的发电机。
[0125]
在前述的实施例1、2中,作为磁铁中心位置pcm,例示了永久磁铁34的重心,作为插槽中心位置pcs,例示了假定插槽30被均匀的物体充满的情况下的该物体的重心,但本发明并不限定于该例示。例如,也可以是如下的形态:磁铁中心位置pcm为永久磁铁34的一端部34t1的端面中的面积中心(几何学的重心),插槽中心位置pcs为开口30op的面积中心(几何学的重心)。这是因为,在这样的形态中,通过使永久磁铁34进行水平移动,以使磁铁中心位置pcm与插槽中心位置pcs一致,从而也能够使位置偏移g变小。
[0126]
在前述的实施例1中,载荷传感器64安装于磁铁保持部62,在实施例2中,载荷传感器164安装于固定台158。像这样,只要能够在载荷测定工序中直接或间接地测定施加于永久磁铁34的载荷l1即可,可以将载荷传感器64、164安装在任意位置。
[0127]
在前述的实施例1、2中,在载荷测定工序中,始终对载荷l1、l2进行测定,但本发明并不限定于该形态。例如,本发明也可以是在载荷测定工序中断续地反复对载荷l1、l2进行测定的形态。
[0128]
在前述的实施例1、2中,为分别确定相对于载荷l1、l2的各个载荷限度llmt1、llmt2的形态,但也可以是,未必确定载荷限度llmt1、llmt2。例如,在载荷测定工序中,即便使永久磁铁34下降比分离距离d0稍长的距离(=d0+δ)而使一端部34t1与转子铁芯20接触,在永久磁铁34、转子铁芯20的变形在允许范围内的情况下,可以不确定载荷限度llmt1、llmt2,也不需要始终对载荷l1、l2进行测定。在载荷测定工序中,在使永久磁铁34下降比分离距离d0稍长的距离(=d0+δ)的情况下,只要对载荷l1、l2进行测定即可。
[0129]
在前述的实施例1、2中,在第一移动工序与插入工序之间,将载荷测定工序及第二
移动工序反复进行多次,但也可以是仅实施一次所述载荷测定工序及所述第二移动工序的形态。在这样的形态中,与完全不实施所述载荷测定工序及所述第二移动工序的情况相比,也能够对永久磁铁34的位置进行修正,以使位置偏移g变小,因此,即使减小插槽30的与长边方向垂直的截面的大小,也能够抑制永久磁铁34的插入性的降低。
[0130]
在前述的实施例1、2中,在第一移动工序中,使永久磁铁34沿水平方向移动,但本发明并不限定于此。在第一移动工序中,只要以使一端部34t1与开口30op相向的方式移动永久磁铁34即可,例如也可以是使永久磁铁34向水平方向移动并且也向铅垂线的方向移动的形态。
[0131]
在前述的实施例1、2中,在载荷测定工序之后实施的第二移动工序中,分别实施使永久磁铁34向箭头d3的方向移动的分离工序和使永久磁铁34向箭头d4的方向移动的位置修正工序,但本发明并不限定于该形态。例如,在第二移动工序中,也可以是如下形态:使永久磁铁34同时向箭头d3的方向以及箭头d4的方向移动,以使位置偏移g变小。另外,在第二移动工序中,也可以是如下形态:虽然一端部34t1未从开口30op分离,但在使在载荷测定工序中测定出的载荷l1、l2成为零值之后,实施位置修正工序。
[0132]
在前述的实施例1、2中,在第一移动工序中,为如下的形态:使永久磁铁34进行水平移动,以使在沿铅垂线的方向观察的情况下,基于由相机52b、52c、52d拍摄到的图像信息img2、img3、img4而识别出的磁铁中心位置pcm与基于由相机52a拍摄到的图像信息img1而识别出的插槽中心位置pcs一致,但本发明并不限定于该形态。例如,也可以为如下的形态:不是基于由相机52a、52b、52c、52d拍摄到的图像信息img1、img2、img3、img4,而是基于初始状态下的机器人臂60相对于固定台58、158的相对位置的信息,在第一移动工序中使永久磁铁34进行水平移动。另外,只要能够算出即能够识别出初始状态下的由磁铁保持部62引起的永久磁铁34的安装误差(安装位置偏移、倾斜)即可,对永久磁铁34进行拍摄的也可以不是三台相机52b、52c、52d,而是从不同的方向进行拍摄的两台相机52b、52c。另外,也可以是如下形态:基于由相机52a、52b、52c、52d拍摄到的图像信息img1、img2、img3、img4及所述相对位置的信息这双方,在第一移动工序中使永久磁铁34进行水平移动。
[0133]
在前述的实施例1、2中,使用图4,例示并说明了在第一移动工序之后在沿铅垂线的方向观察时插槽中心位置pcs与磁铁中心位置pcm仅沿纸面左右方向偏移位置偏移量g1的情况,但本发明并不限定于这样的偏移的方向。例如,也能够将本发明应用于在第一移动工序之后在沿铅垂线的方向观察时插槽中心位置pcs与磁铁中心位置pcm沿图4的纸面进深方向偏移的情况。另外,也能够将本发明应用于在沿铅垂线的方向观察时插槽中心位置pcs与磁铁中心位置pcm一致且插槽30与永久磁铁34以上述一致的插槽中心位置pcs及磁铁中心位置pcm为中心进行相对旋转而偏移的情况。
[0134]
在像这样进行相对旋转而偏移的状态下,例如存在如下情况:在载荷测定工序中测定的载荷l1(l2)的矢量的水平方向分量即载荷lx1、ly1(lx2、ly2)成为零值,仅铅垂线的方向分量即载荷lz1(lz2)成为正值。在该情况下,在第二移动工序中,不移动在沿铅垂线的方向观察时的磁铁中心位置pcm,在沿铅垂线的方向观察时使永久磁铁34以磁铁中心位置pcm为中心而向一侧旋转预先设定的规定角度α[rad]或者向另一侧旋转规定角度α。由此,能够以在沿铅垂线的方向观察时一致的插槽中心位置pcs及磁铁中心位置pcm为中心而减小永久磁铁34及插槽30的旋转方向的位置偏移θ[rad]。此外,规定角度α是在第二移动工序
中使永久磁铁34以磁铁中心位置pcm为中心进行旋转的预先设计上或实验性地确定的角度,是比由于前述安装误差、识别误差而进行相对旋转并偏移的角度误差小的值。此外,所述旋转方向上的位置偏移θ相当于本发明的第二移动工序中的“沿所述中心线方向观察到的所述永久磁铁及所述孔部的位置偏移”。另外,向一侧旋转前述预先设定的规定角度α或者向另一侧旋转规定角度α相当于本发明的第二移动工序中的“移动所述永久磁铁,以使沿所述中心线方向观察到的所述永久磁铁及所述孔部的位置偏移变小”。
[0135]
在前述的实施例1、2中,为被固定并保持成转子铁芯20的轴线cl方向及永久磁铁34的长边方向均成为铅垂线的方向的形态,但本发明并不限定于该形态。例如,也可以为如下的形态:被固定并保持成转子铁芯20的轴线cl方向及永久磁铁34的长边方向成为相对于铅垂线的方向倾斜的相同的朝向。
[0136]
在前述的实施例1、2中,为利用机器人臂60使永久磁铁34相对于转子铁芯20移动的形态,但本发明并不限定于该形态。例如,也可以是如下的形态:永久磁铁34被固定并保持于磁铁保持部62,利用移动固定台58、158的未图示的移动机构,使转子铁芯20相对于永久磁铁34移动。在这样的形态的情况下,电子控制装置70并不是对机器人臂60的动作进行控制,而是控制所述移动机构的动作并对固定于固定台58、158的转子铁芯20进行移动。本发明中的“移动永久磁铁”是指相对于转子铁芯20变更永久磁铁34的相对位置,移动的对象可以是永久磁铁34及转子铁芯20中的任一个。
[0137]
此外,上述内容只不过为一实施方式,本发明能够以基于本领域技术人员的知识而施加了各种变更、改良的形态来实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1