一种适用于小排量冰箱压缩机的电机转子的制作方法
一种适用于小排量冰箱压缩机的电机转子
【技术领域】
1.本实用新型涉及一种适用于小排量冰箱压缩机的电机转子,属于车载小排量冰箱压缩机电机技术领域。
背景技术:
2.常见车载小排量冰箱压缩机的排量在1.2~2.0cc,配置在现有车载小型冰箱压缩机上的电机中,转子铁芯的叠高设计为25mm,由于转子铁芯需要开设中心台阶孔和供磁钢插配的通槽,因此,转子铁芯的最小极限叠高仅有25mm,然而该转子的压缩机电机可适用于1.2~3.5cc排量,导致定、转子铁芯叠高达25mm的电机白白浪费富余较长的额定输出功率段。倘若欲压缩转子铁芯的叠高,则气缸座的轴套长度相应需缩短,而缩短后的轴套会影响压缩机其泵油装置的泵油效果,进而直接影响曲轴、轴承、连杆和活塞的有效润滑与冷却,另外,较薄且开有中心台阶孔与周向间隔分布的通槽的转子铁芯势必存在强度缺陷。
3.由于磁钢通槽呈轴向贯通整个转子铁芯,故转子装配需要用到二片端盖才能将磁钢固定在转子铁芯内。
技术实现要素:
4.本实用新型要解决的技术问题是针对上述现有技术的不足,提供一种适用于小排量冰箱压缩机的电机转子。
5.为此,本实用新型提供如下技术方案:
6.一种适用于小排量冰箱压缩机的电机转子,包括磁钢、转子铁芯和固定连接在转子铁芯上的端盖,其改进点在于:所述转子铁芯由一个转子铁芯主体段和一个转子铁芯辅助段组成,转子铁芯主体段在其中央轴向开设一个等径大孔而在靠近其外圆开设偶数个相同的磁钢槽,相应数量的磁钢逐一插配到磁钢槽中,转子铁芯辅助段的中央轴向开设一个等径小孔,端盖仅有一个,且该端盖与转子铁芯主体段、转子铁芯辅助段通过铆钉顺次轴向铆接,等径大孔与等径小孔则组合形成台阶中心孔,以及磁钢槽朝向转子铁芯辅助段的槽口被转子铁芯辅助段完全遮挡。
7.上述转子铁芯主体段的叠高为15mm,转子铁芯辅助段的高度为10mm。
8.作为优先,上述转子铁芯主体段、转子铁芯辅助段由转子冲片通过自扣槽叠压成一体。
9.转子铁芯辅助段与转子铁芯本体段均采用转子冲片,相同材料叠压后可自铆成型,从而可简化加工步骤,节省加工时间成本。
10.作为优先,上述转子铁芯主体段由转子冲片通过自扣槽叠压成一体,转子铁芯辅助段为铝,这二段为分体配置并且通过铆钉铆接固定。
11.当转子铁芯辅助段采用轻质的铝材,由于其成本低于硅钢转子冲片,不但可降低转子铁芯整体的硅钢材料用量,进一步节省了成本,且降低了转子铁芯的整体重量。
12.作为优先,上述转子铁芯主体段由转子冲片通过自扣槽叠压成一体,转子铁芯辅
助段为工程塑料,这二段为分体配置并且通过铆钉铆接固定。
13.当转子铁芯辅助段采用工程塑料,由于其成本低于硅钢转子冲片,不但可降低转子铁芯整体的硅钢材料用量,进一步节省了成本,且降低了转子铁芯的整体自重量。
14.本实用新型具有如下优点和积极效果:
15.本实用新型是按满足小排量冰箱压缩机的需求下进行电机转子的设计,按功能作用设计成转子铁芯本体段和转子铁芯辅助段,其中,转子铁芯本体段开设磁钢槽和插配磁钢后成为可满足叠高薄型化设计需求的转子的主体部分,而转子铁芯辅助段各自开设等径小孔与转子铁芯本体段各自开设等径大孔,且端盖与转子铁芯主体段、转子铁芯辅助段顺次轴向铆接后,一方面等径小孔与等径大孔形成带有过渡台阶的台阶中心孔,该过渡台阶满足了转子铁芯与压缩机曲轴的装配需求(即过渡台阶能够与压缩机气缸座的轴套端面抵配安装),气缸座的轴套则就无须短缩,压缩机的泵油装置在泵油效果上就不打折;另一方面,与现有技术相比,可节省一个端盖制造成本和安装成本。
16.总之,本转子的电机的功率输出满足了小排量冰箱压缩机(如车载用)在1.2~2.0cc的经济需求,成本低。
【附图说明】
17.图1是本实用新型的转子铁芯的立体图;
18.图2是本实用新型的转子铁芯的平面图;
19.图3是图2中的b-b剖视图;
20.图4是本实用新型转子与定子组装在一起的立体图;
21.图5是本实用新型转子与定子组装在一起的平面图;
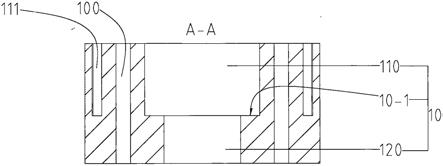
22.图6是图5中的a-a剖视图。
【具体实施方式】
23.请参阅图1~图3所示,一种适用于小排量冰箱压缩机的电机转子,包括磁钢3、转子铁芯1和固定连接在转子铁芯1上的端盖4,其改进点在于:转子铁芯由一个转子铁芯主体段11和一个转子铁芯辅助段12组成,转子铁芯主体段11的中央轴向开设一个等径大孔110,转子铁芯主体段11上在靠近其外圆开设偶数个相同的磁钢槽111,相应数量的磁钢3逐一插配到磁钢槽111中,转子铁芯辅助段12的中央轴向开设一个等径小孔120,端盖4仅有一个,且该端盖4与转子铁芯主体段11、转子铁芯辅助段12这三者通过铆钉5顺序轴向铆接,铆接固定后使得等径大孔110与等径小孔120组合形成台阶中心孔10,以及使得磁钢槽111朝向转子铁芯辅助段12的槽口被转子铁芯辅助段12完全遮挡,结合图6。
24.请参见图6,端盖4通过铆钉5铆接在转子铁芯主体段11的端面11’,即盖设磁钢槽111的槽口111-1;磁钢3的高度趋近或等于磁钢槽111的深度,以确保端盖4固定后不会压损磁钢3;磁钢槽111的深度等于转子铁芯主体段11的叠高。结合图1、3。
25.转子铁芯主体段11的叠高为15mm,与之相对应的是定子铁芯2的叠高也是15mm,转子铁芯辅助段12的高度为10mm。
26.作为一种实施方式,转子铁芯主体段11、转子铁芯辅助段12由多片转子冲片自扣叠压成一体,转子冲片的材料为硅钢片。
27.作为另一种实施方式,转子铁芯主体段11由多片转子冲片自扣叠压成一体,转子冲片的材料为硅钢片,转子铁芯辅助段12为铝,转子铁芯主体段11与转子铁芯辅助段12为分体配置,并且通过铆钉5铆接固定。
28.作为又一种实施方式,转子铁芯主体段11由多片转子冲片自扣叠压成一体,转子冲片的材料为硅钢片,转子铁芯辅助段12为工程塑料,转子铁芯主体段11与转子铁芯辅助段12为分体配置,并且通过铆钉5铆接固定。
29.工程塑料采用abs增强尼龙或者采用尼龙66。
30.请参见图6所示,铆钉5以倒穿入的方式,使铆花52(铆钉翻边)在端盖位置成型,而铆钉头部51位于转子铁芯辅助段12的外端面上。
31.请参见图4、5、6所示,将本转子与定子组装后(即转子铁芯1装到定子铁芯2的内孔),端面11’(参见图1)与定子铁芯2的安装端面21平齐时,转子铁芯辅助段12外露在定子铁芯2的下端面之外;磁钢槽111的深度等于定子铁芯2的叠高。
32.请参见图4、5、6所示,将定子固定到压缩机的气缸座上时,台阶中心孔10穿过曲轴7的一端(图示为下端)且过渡台阶10-1抵触在气缸座其轴套62的端面上,轴套62空套曲轴7,定子铁芯2的安装端面21触及气缸座的三只安装脚61,并且定子铁芯2螺纹固定在安装脚61上。
33.在本实施例中,磁钢3为矩形磁钢,数量有10片;转子铁芯1的横截面呈圆形,磁钢槽111呈周向间隔均匀布置有10个;铆钉5有10个,10个铆钉穿孔100贯通转子铁芯主体段11和转子铁芯辅助段12。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1