一种电机内转子的制造工艺的制作方法
1.本发明涉及电机铁芯技术领域,特别是一种电机内转子的制造工艺。
背景技术:
2.电机内转子铁芯由若干铁芯冲片层叠而成,目前市面上转子铁芯的铁芯冲片普遍是一体式的结构,对于一些特殊的转子铁芯,尤其是绕线槽槽口较小、绕线槽数目较多的转子铁芯,对其绕线是非常不方便的。因此,也有小部分转子铁芯会做成多个齿块拼装的分体式结构,先在每一个齿块上单独绕线,绕线后再将多块齿块拼合起来形成一个完整的转子铁芯。目前,这种加工方式需要先加工出组成齿块的多个齿片,先由齿片层叠形成齿块,再由齿块沿圆周拼合形成完整的转子铁芯,存在的主要问题一个是工作量大,组装效率低,另一个是常规的齿块每一块都是相同的,相邻齿块之间的连接也是个很大的问题。另外,由于每一片齿片也是相同的,多片齿片层叠后必然存在同板差的问题。因此,亟需研发一种电机内转子的制造工艺,用来制造一种新的由多个齿块拼合的转子铁芯,以克服目前转子铁芯及其制造工艺中所存在的诸多缺陷。
技术实现要素:
3.本发明的目的在于,提供一种电机内转子的制造工艺。本发明通过特殊的冲压、组装方式大大提高了电机内转子的生产效率,且所制造的内转子齿块之间的连接强度高,还能有效消除同板差。
4.本发明的技术方案:一种电机内转子的制造工艺,包括以下步骤:步骤1、上料:取条料送入冲床,使条料可在冲床上持续步进向前送料;步骤2、冲工艺槽a:在条料步进向前送料过程中,每次步进后冲压出n-2个沿圆周连续分布的工艺槽a,n-2个所述的工艺槽a均呈长条状且所有工艺槽a的延长线汇聚于圆周的圆心,任意一个工艺槽a沿圆周的圆心顺时针或逆时针旋转360
°
/n后即可与其相邻的另一个工艺槽a完全重合;步骤3、冲工艺槽b:在条料步进向前送料过程中,每次步进后在所有连续分布的n-2工艺槽a中选取首尾两个工艺槽a,以首尾两个工艺槽a的内侧端为起点,冲压出两个与首尾工艺槽a相垂直且一端重合的长条状工艺槽b;步骤4、冲工艺槽c:在条料步进向前送料过程中,每次步进后在所有连续分布的n-2工艺槽a中除去首尾两个工艺槽a,在剩余的n-4个工艺槽a之间冲压若干工艺槽c,每个所述的工艺槽c连通相邻的两个工艺槽a,每个工艺槽a至多仅与一个工艺槽c相连通;步骤5、冲工艺槽d:在条料步进向前送料过程中,每次步进后冲压若干工艺槽d,所述工艺槽d连通步骤4结束后仍未连通的相邻的两个工艺槽a,至此所有工艺槽互相连通形成工艺槽组;步骤6、冲轴孔:在条料步进向前送料过程中,每次步进后冲压一个轴孔,所述轴孔的中心与n-2个工艺槽a所分布的圆周圆心不重合;
步骤7、落料:在条料步进向前送料过程中,每次步进后进行一次冲压落料,用于冲压落料的落料凸模包括轭部冲裁区以及分布在轭部冲裁区周向的n个齿部冲裁区,齿部冲裁区的外廓形状与内转子铁芯的齿部外廓形状相同,轭部冲裁区的外廓形状大于且完整覆盖内转子铁芯的轭部外廓形状,轭部冲裁区位于工艺槽组上方,每次冲压落料时,轭部冲裁区被非等分为n个与齿部冲裁区相连的部分,冲压落料后形成n片沿圆周分布且相互的分离的齿片,n片齿片作为一层铁芯冲片储存在落料凹模内部,且每次冲压落料后,落料凹模沿顺时针或逆时针转过360
°
/n;步骤8、组合:经过m次落料后,m≥n,落料凹模内部的齿片逐渐层叠形成n块相互分离的齿块,将n块齿块作为整体从落料凹模内部取出,再将n块齿块朝分布中心聚拢,组合形成内转子铁芯;步骤9、绕线:将内转子铁芯中的齿块一一径向向外抽拉且不完全脱离内转子铁芯,对抽拉出的齿块进行绕线,绕线后将齿块复位,直至完成所有齿块的绕线,形成内转子成品。
5.与现有技术相比,本发明的有益效果体现在:本发明先通过步骤2、步骤3、步骤4和步骤5加工出特定造型的工艺槽a、工艺槽b、工艺槽c和工艺槽d,使所有工艺槽能互相连通形成工艺槽组,再通过特定造型的落料凸模对工艺槽组所在区域进行冲压,一次冲压能得到n个相互分离的齿片,且储存在落料凹模里。基于每次冲压落料时,落料凸模的轭部冲裁区被非等分为n个与齿部冲裁区相连的部分,因此每次冲压得到的n个齿片形状并非都是一样的,结合每次冲压落料后落料凹模都要沿顺时针或逆时针转过360
°
/n,最终会使相邻两层铁芯冲片上下错开一个齿的角度,该做法一来可以有效消除同板差的影响,二来使得在同一厚度方向上层叠的n个齿片其外侧齿部是上下对齐的,而内侧轭部则是参差不齐的,当齿片层叠厚度达到一个齿块的厚度时,将n块齿块作为整体从落料凹模内部取出,再将n块齿块朝分布中心聚拢,即可组合成内转子铁芯,装配效率高,大大提高了生产效率。
6.组合而成的内转子铁芯相邻的齿块之间会因齿块内侧的相互穿插、限位,从而使原本分散的n个齿块在厚度方向上实现相互制约,连接强度高,形成的内转子铁芯整体性较强,便于运输。对于电机铁芯生产厂家,形成内转子铁芯后即可对外销售,而作为转子还需要对内转子铁芯进行表面处理、绕线等步骤,基于内转子铁芯的分体式结构,绕线时可将内转子铁芯中的齿块一一径向向外抽拉,再进行绕线,这种绕线方式大大增加了绕线槽口的宽度,便于绕线,同时也有助于提高绕线槽满率。
7.前述的一种电机内转子的制造工艺中,在所述步骤7之前还有冲计量孔或扣点的步骤,在条料步进向前送料过程中,每次步进后实施一次计量孔或扣点的冲压,计量孔或扣点冲压在步骤7中齿部冲裁区对应的部位,对第一组落料的n片齿片实施计量孔的冲压,对第二组至第m组落料的n片齿片实施扣点的冲压。
8.采用扣点与扣点、或扣点与计量孔的配合方式齿片之间的连接效果好。
9.前述的一种电机内转子的制造工艺中,所述扣点的冲压与轴孔的冲压在同一个工位上同步进行,有助于缩短模具长度,节省制造成本。
10.前述的一种电机内转子的制造工艺中,所述冲工艺槽b和冲工艺槽c在同个工位同步进行,有助于缩短模具长度,节省制造成本。
11.前述的一种电机内转子的制造工艺中,所述步骤3中冲压出的两个工艺槽b相互平
行,便于生产出的齿块的抽拉。
12.前述的一种电机内转子的制造工艺中,所述步骤7中,相邻的两个齿部冲裁区之间形成绕线槽区,每次冲压落料时,n-2个工艺槽a的外侧端以及两个工艺槽b的端部分别与一个绕线槽区的槽底相交,一次冲压落料可获得n片齿片。
13.前述的一种电机内转子的制造工艺中,所述步骤7中每次冲压落料得到的n片齿片中,其中一片包含完整的轴孔,该片可在齿块抽拉过程中起导向作用。
14.前述的一种电机内转子的制造工艺中,步骤8从落料凹模内部取出的n块齿块中,任意相邻两块齿块的内侧相互穿插,在厚度方向上相互限位,当n块齿块作为整体从落料凹模内部取出,该设定便于n块齿块朝分布中心聚拢组合。
附图说明
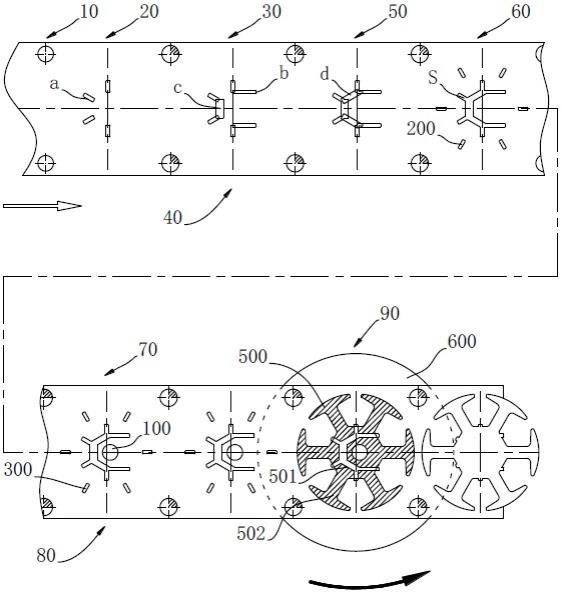
15.图1是本发明的工艺流程示意图;图2是铁芯冲片的截面形状示意图;图3是6片齿片分布示意图;图4是单个齿块的结构示意图;图5是齿块径向向外抽拉时的状态示意图。
16.附图标记:10-冲导正孔工位,20-冲工艺槽a工位,30-冲工艺槽b工位,40-冲工艺槽c工位,50-冲工艺槽d工位,60-冲计量孔工位,70-冲扣点工位,80-冲轴孔工位,90-落料工位,100-轴孔,200-计量孔,300-扣点,400-齿片,500-落料凸模,501-轭部冲裁区,502-齿部冲裁区,600-落料凹模,700-齿块。
具体实施方式
17.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
18.实施例:一种电机内转子的制造工艺,工艺流程如图1所示,在条料步进向前送料的方向上分别设有冲导正孔工位10、冲工艺槽a工位20、冲工艺槽b工位30、冲工艺槽c工位40、冲工艺槽d工位50、冲计量孔工位60、冲扣点工位70、冲轴孔工位80以及落料工位90;其中,冲工艺槽b工位30和冲工艺槽c工位40在同个工位,冲扣点工位70和冲轴孔工位80在同个工位,工艺具体包括以下步骤:步骤1、上料:取条料送入冲床,使条料可在冲床上持续步进向前送料,每次步进后在条料长度方向的两侧实施一次导正孔的冲压,导正孔在条料步进向前的方向上呈两排排列,每排导正孔均等间隔分布,同排相邻两个导正孔之间的距离为送料步距。
19.步骤2、冲工艺槽a:在条料步进向前送料过程中,每次步进后冲压出4个沿圆周连续分布的工艺槽a,4个的工艺槽a均呈长条状且所有工艺槽a的延长线汇聚于圆周的圆心,任意一个工艺槽a沿圆周的圆心顺时针或逆时针旋转60
°
后即可与其相邻的另一个工艺槽a完全重合。
20.步骤3、冲工艺槽b:在条料步进向前送料过程中,每次步进后在所有连续分布的4工艺槽a中选取首尾两个工艺槽a,以首尾两个工艺槽a的内侧端为起点,冲压出两个与首尾工艺槽a相垂直且一端重合的长条状工艺槽b;
作为优选,步骤3中冲压出的两个工艺槽b相互平行,便于生产出的齿块的抽拉。
21.步骤4、冲工艺槽c:在条料步进向前送料过程中,每次步进后在所有连续分布的4工艺槽a中除去首尾两个工艺槽a,在剩余的两个工艺槽a之间冲压出一个工艺槽c,工艺槽c连通相邻的两个工艺槽a;作为优选,冲工艺槽b和冲工艺槽c在同个工位同步进行,有助于缩短模具长度,节省制造成本。
22.步骤5、冲工艺槽d:在条料步进向前送料过程中,每次步进后冲压出两个工艺槽d,工艺槽d连通步骤4结束后仍未连通的相邻的两个工艺槽a,本实施例中尚有两组相邻的两个工艺槽a之间未连通,因此需要冲压出两个工艺槽d,至此所有工艺槽互相连通形成工艺槽组s;图1中的a、b、c、d分别代表工艺槽a、工艺槽b、工艺槽c、工艺槽d。
23.步骤6、冲轴孔100:在条料步进向前送料过程中,每次步进后冲压一个轴孔100,轴孔100的中心与4个工艺槽a所分布的圆周圆心不重合。
24.在步骤6之前或在步骤6进行的同时还进行冲计量孔200或扣点300步骤:具体是在条料步进向前送料过程中,每次步进后实施一次计量孔200或扣点300的冲压,对第一组落料的6片齿片400实施计量孔200的冲压,对第二组至第17组落料的6片齿片400实施扣点300的冲压;采用扣点300与扣点300、或扣点300与计量孔200的配合方式齿片400之间的连接效果好。
25.作为优选,扣点300的冲压与轴孔100的冲压在同一个工位上同步进行,有助于缩短模具长度,节省制造成本,计量孔冲压工位在扣点冲压工位的前面。
26.步骤7、落料:在条料步进向前送料过程中,每次步进后进行一次冲压落料,用于冲压落料的落料凸模500包括轭部冲裁区501以及分布在轭部冲裁区501周向的6个齿部冲裁区502,齿部冲裁区502的外廓形状与内转子铁芯的齿部外廓形状相同,轭部冲裁区501的外廓形状大于且完整覆盖内转子铁芯的轭部外廓形状,轭部冲裁区501位于工艺槽组s上方,每次冲压落料时,轭部冲裁区501被非等分为6个与齿部冲裁区502相连的部分,冲压落料后形成6片沿圆周分布且相互的分离的齿片400,6片齿片400作为一层铁芯冲片储存在落料凹模600内部,且每次冲压落料后,落料凹模600沿逆时针转过60
°
;步骤7中齿部冲裁区502对应的位置已在步骤7之前提前冲压有计量孔200或扣点300;作为优选,步骤7中相邻的两个齿部冲裁区502之间形成绕线槽区,每次冲压落料时,4个工艺槽a的外侧端以及两个工艺槽b的端部分别与一个绕线槽区的槽底相交,一次冲压落料可获得6片齿片400;作为优选,步骤7中每次冲压落料得到的6片齿片400中,其中一片包含完整的轴孔100,该片可在齿块700抽拉过程中起导向作用;本发明内转子的铁芯冲片形状可参考图2,最终形成的内转子铁芯由17片图2所示的铁芯冲片(按不同角度摆放)层叠而成,以图2所示铁芯冲片作为由下至上第一片铁芯冲片所摆放的角度,第2片铁芯冲片摆放的角度为图2沿逆时针转过60
°
,第3片铁芯冲片摆放的角度为第2片铁芯冲片沿逆时针转过60
°
,依次类推,其中第7片的角度与第一片相同,也即6片为一个层叠循环。
27.步骤8、组合:经过17次落料后,落料凹模600内部的齿片400逐渐层叠形成6块相互分离的齿块700,将6块齿块700作为整体从落料凹模600内部取出,再将6块齿块700朝分布中心聚拢,组合形成内转子铁芯;步骤8从落料凹模600内部取出的6块齿块700中,任意相邻两块齿块700的内侧相互穿插,在厚度方向上相互限位,当6块齿块700作为整体从落料凹模600内部取出,该设定便于6块齿块700朝分布中心聚拢组合;步骤7中介绍了本发明内转子的铁芯冲片形状以及最终形成的内转子铁芯结构,在内转子铁芯成型前,储存于落料凹模600内部的6片齿片400分布可参考图3,成型1个内转子铁芯需要在落料凹模600内部层叠17层(按不同角度摆放)如图3所示的6片齿片400,以图3所示的6片齿片400分布作为第1次落料后6片齿片400所摆放的角度,第2次落料后6片齿片400所摆放的角度为图3沿逆时针转过60
°
,第3次落料后6片齿片400所摆放的角度为第2次落料后的6片齿片400沿逆时针转过60
°
,依次类推,其中第7次落料后的6片齿片400摆放角度与第1次落料相同,也即6次落料为一个层叠循环,17次落料后形成6块相互分离的齿块700,单块齿块700结构如图4所示。
28.步骤9、绕线:将内转子铁芯中的齿块700一一径向向外抽拉且不完全脱离内转子铁芯,对抽拉出的齿块700进行绕线,绕线后将齿块700复位,直至完成所有齿块700的绕线,形成内转子成品。
29.为了更好地展示绕线步骤,若以图2视图作为整个转子铁芯的主视图,单块齿块700抽拉时的状态可参考图5,当转子铁芯的某个齿块700径向向外抽拉至如图5所示的状态时,可对其进行单独绕线,绕线后将其复位,再顺时针或逆时针对逐个齿块700进行绕线,为了提高效率也可以对多个齿块700同时绕线。
30.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.以上仅是本发明的优选实施方式,本发明的保护范围并不仅仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1