一种床垫用红外光波发生组件及其制作方法与流程
1.本发明涉及红外光波技术领域,尤其是一种床垫用红外光波发生组件及其制作方法。
背景技术:
2.远红外线、又称红外光波属于电磁波范畴,是一种具有强热作用的电磁波,经科学研究发现,其对人体具有一定的保健治疗功效,且具备电气安全等级高、防水等级高以及美观度高的优点,因此红外光波发生组件目前常被内置于床垫、枕头等家居用品内。
3.目前的红外光波发生组件主要由环氧层和tcm发生层依次复合后热压成型,tcm发生层由陶瓷膜、银浆电极和基板构成,当电流通过银浆电极作用于陶瓷膜时,陶瓷膜会发生电热效应产生电热转换,达到一定温度后,发生大量红外光波。但是这种做法中,环氧封装需要在高温高压下进行,且保压时间较长,制作难度较高,而且制作得到的红外光波发生组件柔韧性较差,很难适用于床垫、枕头之类的家居用品内。
技术实现要素:
4.本发明人针对上述问题及技术需求,提出了一种床垫用红外光波发生组件及其制作方法,本发明的技术方案如下:
5.一种床垫用红外光波发生组件,该床垫用红外光波发生组件包括从上至下依次层叠封装在一起的上透明封装层、tcm发生层、发热片以及下透明封装层,tcm发生层包括基布层及固化其上的陶瓷膜,陶瓷膜位于上透明封装层所在的一侧,上透明封装层和下透明封装层采用透明tpu材料制成,每相邻的两层之间分别通过tpu热熔胶膜进行结合。
6.其进一步的技术方案为,上透明封装层与tcm发生层之间的第一tpu热熔胶膜的厚度为0.03mm,tcm发生层以及发热片之间的第二tpu热熔胶膜的厚度为0.08mm,发热片和下透明封装层之间的第三tpu热熔胶膜的厚度为0.03mm。
7.其进一步的技术方案为,基布层为涂银牛津布,陶瓷膜固化在涂银牛津布的涂银面上。
8.其进一步的技术方案为,发热片由刻蚀形成预定图形的fecral合金箔材制作得到,预定图形与发热片的工作参数对应,工作参数包括使用电压以及发热功率。
9.其进一步的技术方案为,发热片的厚度为0.1mm。
10.一种床垫用红外光波发生组件的制作方法,用于制作形成本技术的床垫用红外光波发生组件,该方法包括:
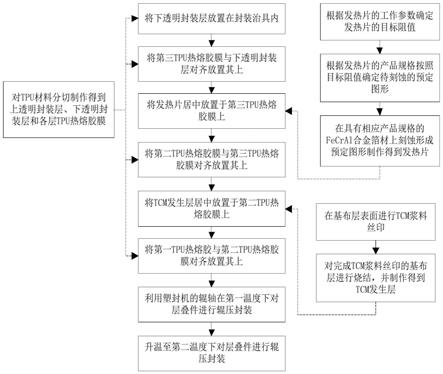
11.由tpu材料制作形成上透明封装层、下透明封装层以及各层tpu热熔胶膜;
12.在基布层表面进行tcm浆料丝印,对完成tcm浆料丝印的基布层进行烧结,使得tcm浆料冷却固化在基布层表面形成陶瓷膜,制作得到tcm发生层;
13.在封装治具内,将制作得到的下透明封装层、第三tpu热熔胶膜、发热片、第二tpu热熔胶膜、tcm发生层、第一tpu热熔胶膜以及上透明封装层从下至上依次层叠放置形成层
叠件,且tcm发生层中的陶瓷膜朝向上透明封装层;
14.利用塑封机的辊轴在第一温度下对层叠件进行辊压封装,再升温至第二温度下对层叠件进行辊压封装,制作得到床垫用红外光波发生组件,第一温度低于tpu热熔胶膜的融化温度,第二温度高于tpu热熔胶膜的融化温度。
15.其进一步的技术方案为,该方法还包括:
16.根据发热片的工作参数确定发热片的目标阻值,工作参数包括使用电压以及发热功率;
17.根据发热片的产品规格按照目标阻值确定待刻蚀的预定图形;
18.在具有产品规格的fecral合金箔材上刻蚀形成预定图形制作得到发热片。
19.其进一步的技术方案为,第一温度为80℃、第二温度为100℃,则在对层叠件进行辊压封装时:
20.利用塑封机的辊轴在80℃恒温条件下、匀速往复对层叠件辊压封装4次,在低于tpu热熔胶膜的融化温度下排出层叠件中的空气;
21.再在100℃恒温条件下、匀速往复对层叠件辊压封装6次,使各层tpu热熔胶膜融化并将接触的两层进行结合。
22.其进一步的技术方案为,基布层为涂银牛津布,则制作得到tcm发生层时:
23.将涂银牛津布转移至丝印对应治具处并将涂银面朝向进行tcm浆料丝印;
24.将完成tcm浆料丝印的涂银牛津布转移至千层架收存,并依次间隔转移至烧结传送带,由烧结传送带传送至烧结炉进行烧结并冷却固化。
25.其进一步的技术方案为,在封装治具内放置各层时,第三tpu热熔胶膜与下透明封装层对齐放置,发热片居中放置于第三tpu热熔胶膜上,第二tpu热熔胶膜与第三tpu热熔胶膜对齐放置,tcm发生层居中放置于第二tpu热熔胶膜上,第一tpu热熔胶与第二tpu热熔胶膜对齐放置。
26.本发明的有益技术效果是:
27.本技术公开了一种床垫用红外光波发生组件及其制作方法,该红外光波发生组件使用tpu材料制作封装层和热熔胶膜,将陶瓷膜固化在基布层上制作得到tcm发生层,由于采用了这种结构,因此封装过程无需多段较长时间的保温保压,设备在常压下完成所有的封装工作,具有工艺简单、生产效率高的益处,而且由于tpu材料是一种回弹性好、无毒无味、可生物降解的材料,因此整个红外光波发生组件具有柔韧性高耐磨性好、防烫性好、并可防水、防油侵入的效果。
附图说明
28.图1是本技术的床垫用红外光波发生组件的爆炸结构示意图。
29.图2是本技术一个实施例公开的床垫用红外光波发生组件的制作方法的流程图。
具体实施方式
30.下面结合附图对本发明的具体实施方式做进一步说明。
31.本技术公开了一种床垫用红外光波发生组件,请参考图1,该床垫用红外光波发生组件包括从上至下依次层叠封装在一起的上透明封装层1、tcm发生层2、发热片3以及下透
明封装层4,上透明封装层1和下透明封装层4均采用透明tpu材料制成,每相邻的两层之间分别通过tpu热熔胶膜进行结合,包括上透明封装层1与tcm发生层2之间的第一tpu热熔胶膜5,tcm发生层2以及发热片3之间的第二tpu热熔胶膜6,以及发热片3和下透明封装层4之间的第三tpu热熔胶膜7。可选的,第一tpu热熔胶膜5和第三tpu热熔胶膜7的厚度均为0.03mm,第二tpu热熔胶膜6的厚度为0.08mm。
32.tcm发生层2包括基布层及固化其上的陶瓷膜,陶瓷膜位于上透明封装层1所在的一侧。在一个实施例中,基布层为涂银牛津布,且进一步的,可以使用市售的加密涂银牛津布,陶瓷膜固化在涂银牛津布的涂银面上。
33.发热片3由刻蚀形成预定图形的fecral合金箔材制作得到,预定图形与发热片的工作参数对应,工作参数包括使用电压以及发热功率。可选的,fecral合金箔材的厚度为0.1mm,因此制作得到的发热片3的厚度为0.1mm。
34.本技术还公开了一种用于制作形成图1结构的床垫用红外光波发生组件的制作方法,包括如下步骤,请参考图2:
35.一、制作各层。
36.(1)制作透明封装层和各层tpu热熔胶膜。上、下透明封装层和各层tpu热熔胶膜均由tpu材料制作形成,通常是由对tpu材料按照设计的预定大小规格进行分切制作得到,且上、下透明封装层和各层tpu热熔胶膜的预定大小规格通常相等,本技术所述的大小规格指的是平面尺寸,比如采用矩形结构时为长宽大小。
37.(2)制作得到tcm发生层:在基布层表面进行tcm浆料丝印,对完成tcm浆料丝印的基布层进行烧结,使得tcm浆料冷却固化在基布层表面形成陶瓷膜,制作得到tcm发生层。可选的,在进行tcm浆料丝印之前也通常需要对基层布进行裁切,基层布的大小规格通常等于或略小于上、下透明封装层和各层tpu热熔胶膜的预定大小规格。
38.在一个实施例中,基布层为涂银牛津布,则制作过程包括:将涂银牛津布转移至丝印对应治具处并将涂银面朝向进行tcm浆料丝印。将完成tcm浆料丝印的涂银牛津布转移至千层架收存,并依次间隔转移至烧结传送带,由烧结传送带传送至烧结炉进行烧结并冷却固化。在将涂银牛津布间隔转移至烧结传送带时,相邻涂银牛津布之间的间距为5cm~20cm。
39.(3)制作发热片:根据发热片的工作参数确定发热片的目标阻值,工作参数包括使用电压以及发热功率。然后根据发热片的产品规格按照目标阻值确定待刻蚀的预定图形,发热片的产品规格包括所使用的fecral合金箔材以及所要制作形成的发热片的大小规格,发热片的大小规格通常等于或略小于上、下透明封装层和各层tpu热熔胶膜的预定大小规格。在具有产品规格的fecral合金箔材上刻蚀形成预定图形制作得到发热片。
40.二、对各层进行层叠。
41.在封装治具内,将制作得到的下透明封装层4、第三tpu热熔胶膜7、发热片3、第二tpu热熔胶膜6、tcm发生层2、第一tpu热熔胶膜5以及上透明封装层1从下至上依次层叠放置形成层叠件,且tcm发生层2中的陶瓷膜朝向上透明封装层1。
42.在封装治具内放置各层时,第三tpu热熔胶膜7与下透明封装层4对齐放置,发热片3居中放置于第三tpu热熔胶膜7上,第二tpu热熔胶膜6与第三tpu热熔胶膜7对齐放置,tcm发生层2居中放置于第二tpu热熔胶膜6上,第一tpu热熔胶5与第二tpu热熔胶膜6对齐放置。
43.三、辊压封装。
44.利用塑封机的辊轴在第一温度下对层叠件进行辊压封装,再升温至第二温度下对层叠件进行辊压封装,制作得到床垫用红外光波发生组件,第一温度低于tpu热熔胶膜的融化温度,第二温度高于tpu热熔胶膜的融化温度。
45.在一个实施例中,第一温度为80℃、第二温度为100℃,则在对层叠件进行辊压封装时:利用塑封机的辊轴在80℃恒温条件下、匀速往复对层叠件辊压封装4次,在低于tpu热熔胶膜的融化温度下排出层叠件中的空气。再在100℃恒温条件下、匀速往复对层叠件辊压封装6次,使各层tpu热熔胶膜融化并将接触的两层进行结合。
46.以上所述的仅是本技术的优选实施方式,本发明不限于以上实施例。可以理解,本领域技术人员在不脱离本发明的精神和构思的前提下直接导出或联想到的其他改进和变化,均应认为包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1