一种压合治具的制作方法
1.本实用新型涉及多层线路板技术领域,尤其涉及一种压合治具。
背景技术:
2.多层线路板的制作方法一般是从内层图形开始制作,然后以印刷蚀刻法做成单面或双面基板,并纳入指定的层间中,再经加热、加压并予以粘合形成多层线路板。常见的多层线路板产品有液晶高分子材料(liquid crystal polymer,lcp)以及特氟龙线路板。
3.目前多层线路板产品的层数越来越多,厚度越来越厚,现有技术中,在压合制作时通常使用无工具辅助压法,使得压合过程中流胶严重,胶体溢出导致线路和线路的焊点随胶体漂移,并且由于胶体溢出,导致产品的涨缩无法被有效控制,造成产品尺寸与期望尺寸规格不符,并且胶体溢出使介质层厚度严重变薄,导致产品无法满足性能要求。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种压合治具,能够有效控制溢胶现象,保证产品质量。
5.为了解决上述技术问题,本实用新型采用的技术方案为:
6.一种压合治具,包括治具主体;
7.所述治具主体一体成型;
8.所述治具主体设置有镂空区域;
9.所述镂空区域的尺寸大于待压合产品的尺寸,且所述镂空区域的尺寸与所述待压合产品的尺寸之间的差值等于第一预设值。
10.进一步地,所述第一预设值为2~4毫米。
11.进一步地,所述镂空区域包括多个;
12.多个所述镂空区域等间隔排列设置于所述治具主体。
13.进一步地,多个所述镂空区域呈阵列排列设置于所述治具主体的中间位置,且多个所述镂空区域关于所述治具主体的中心线对称。
14.进一步地,所述治具主体的厚度大于待压合产品的厚度,且所述治具主体的厚度与待压合产品的厚度之间的差值等于第二预设值。
15.进一步地,所述第二预设值为0.1~0.2毫米。
16.进一步地,所述治具主体的长度为500~1000毫米;
17.所述治具主体的宽度为500~1000毫米。
18.进一步地,所述治具主体的材料为耐高温钢材。
19.本实用新型的有益效果在于:设置治具主体一体成型,治具主体设置有镂空区域,镂空区域的尺寸大于待压合产品的尺寸,且镂空区域的尺寸与待压合产品的尺寸之间的差值等于第一预设值,需要对待压合产品进行压合时,能够将待压合产品放置在镂空区域内,使得治具主体辅助待压合产品进行压合,而镂空区域的尺寸大于待压合产品的尺寸,二者
差值等于第一预设值,使得待压合产品与镂空区域的内壁存在一定缝隙,避免镂空区域与待压合产品之间缝隙过大的现象,压合时,胶体被挤压进入该缝隙,使得缝隙被填充,以此使得治具主体与待压合产品之间形成密闭空间,阻止胶体再次溢出,有效地控制了溢胶现象,避免了产品严重形变以及介质层严重变薄的现象,保证了产品质量。
附图说明
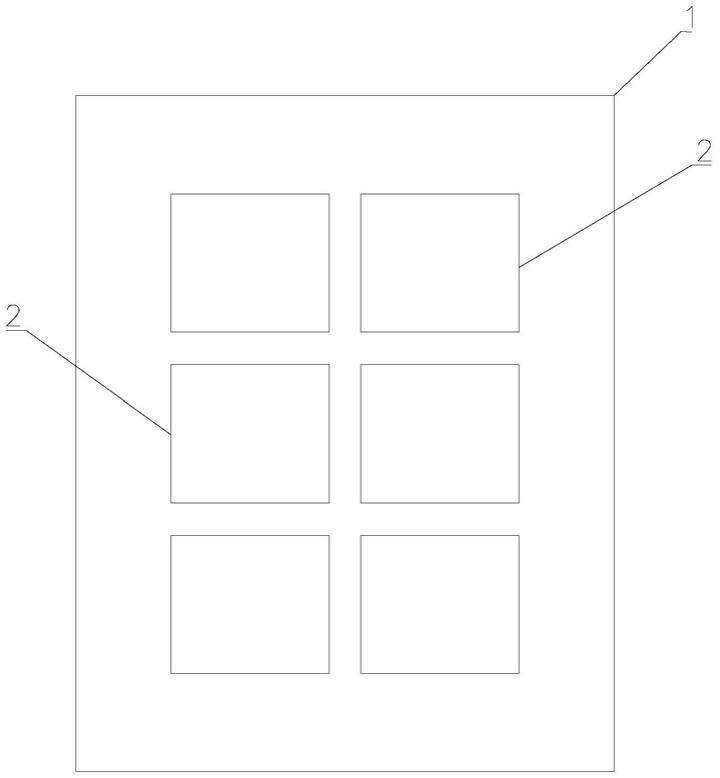
20.图1为本实用新型实施例的一种压合治具的整体结构俯视图;
21.图2为本实用新型实施例的一种压合治具的压合示意图;
22.图3为本实用新型实施例的一种压合治具的压合完成示意图;
23.标号说明:
24.1、治具主体;2、镂空区域。
具体实施方式
25.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
26.请参照图1,一种压合治具,包括治具主体;
27.所述治具主体一体成型;
28.所述治具主体设置有镂空区域;
29.所述镂空区域的尺寸大于待压合产品的尺寸,且所述镂空区域的尺寸与所述待压合产品的尺寸之间的差值等于第一预设值。
30.从上述描述可知,本实用新型的有益效果在于:设置治具主体一体成型,治具主体设置有镂空区域,镂空区域的尺寸大于待压合产品的尺寸,且镂空区域的尺寸与待压合产品的尺寸之间的差值等于第一预设值,需要对待压合产品进行压合时,能够将待压合产品放置在镂空区域内,使得治具主体辅助待压合产品进行压合,而镂空区域的尺寸大于待压合产品的尺寸,二者差值等于第一预设值,使得待压合产品与镂空区域的内壁存在一定缝隙,避免镂空区域与待压合产品之间缝隙过大的现象,压合时,胶体被挤压进入该缝隙,使得缝隙被填充,以此使得治具主体与待压合产品之间形成密闭空间,阻止胶体再次溢出,有效地控制了溢胶现象,避免了产品严重形变以及介质层严重变薄的现象,保证了产品质量。
31.进一步地,所述第一预设值为2~4毫米。
32.进一步地,所述镂空区域包括多个;
33.多个所述镂空区域等间隔排列设置于所述治具主体。
34.由上述描述可知,将多个镂空区域等间隔排列设置于治具主体,在压合时,能够使得治具主体各个部分受力均匀,延长了治具主体的使用寿命。
35.进一步地,多个所述镂空区域呈阵列排列设置于所述治具主体的中间位置,且多个所述镂空区域关于所述治具主体的中心线对称。
36.由上述描述可知,设置多个镂空区域呈阵列排列设置于治具主体的中间位置,关于治具主体的中心线对称,能够合理利用治具主体的尺寸,同时压合多个产品,提高压合效率。
37.进一步地,所述治具主体的厚度大于待压合产品的厚度,且所述治具主体的厚度
与待压合产品的厚度之间的差值等于第二预设值。
38.进一步地,所述第二预设值为0.1~0.2毫米。
39.由上述描述可知,设置治具主体的厚度大于待压合产品的厚度,且二者的差值等于第二预设值,在将多层线路板放入治具中时,使得治具主体既能够对多层线路板进行限位,也能够避免治具主体的厚度过大而导致产品取放不便。
40.进一步地,所述治具主体的长度为500~1000毫米;
41.所述治具主体的宽度为500~1000毫米。
42.由上述描述可知,将治具主体的长度设置为500~1000毫米,宽度设置为500~1000毫米,能够在不超过压合机有效工作尺寸的情况下,使治具主体的尺寸尽可能地大,从而能够设置更多个压合区域,提高压合效率。
43.进一步地,所述治具主体的材料为耐高温钢材。
44.由上述描述可知,由压合过程需要在高温和高压的条件下进行,使用耐高温钢材作为治具主体的材料,能够提高压合治具的强度,保证压合工作的稳定性,延长治具的使用寿命。
45.上述压合治具能适用于lcp材料(liquid crystal polymer,液晶高分子材料)与特氟龙线路板的压合,以下通过具体的实施方式进行说明:
46.实施例一
47.请参照图1、2,本实施例的一种压合治具,包括治具主体1;
48.所述治具主体1一体成型;
49.所述治具主体1设置有镂空区域2;
50.所述镂空区域2的尺寸大于待压合产品的尺寸,且所述镂空区域2的尺寸与所述待压合产品的尺寸之间的差值等于第一预设值;
51.所述治具主体1的材料为耐高温钢材;
52.使用时,如图1所示,只需将待压合产品放入所述镂空区域2,无需使用传统的定位销孔进行定位,使得产品的取放简单、便捷;
53.将待压合产品放置好后,压合时,如图2所示,根据实际需要在待压合产品的上、下面分别放置第一辅材和第二辅材,其中,第一辅材为钢板,第二辅材为离型材料ptfe(poly tetra fluoroethylene,聚四氟乙烯)、铝箔、牛皮纸等。
54.实施例二
55.请参照图1-3,本实施例与实施一的不同在于,限定了治具主体与镂空区域的具体结构:
56.所述第一预设值为2~4毫米;
57.在一种可选的实施方式中,所述镂空区域2的尺寸与所述待压合产品的尺寸之间的差值等于4毫米,即所述镂空区域2的内壁与所述待压合产品存在4毫米的缝隙,在压合时,胶水受到挤压会进入该缝隙,如图3所示,以此使得缝隙被填充,所述镂空区域2的内壁与所述待压合产品之间形成密闭空间,从而阻止胶水再溢出,且阻止产品变形;
58.具体的,所述镂空区域2的四个角进行r角处理,r角处理指的是将角处理成有一定弧度的角,r角处理后的四个角比直角角度的角圆润且不锐利,压合完成后,避免胶水残留在镂空区域的死角位置;
59.具体的,如图1所示,所述镂空区域2包括多个;
60.多个所述镂空区域2等间隔排列设置于所述治具主体1;
61.在一种可选的实施方式中,如图1所示,所述镂空区域2包括6个,6个所述镂空区域2等间隔排列于所述治具主体1;
62.多个所述镂空区域2呈阵列排列设置于所述治具主体1的中间位置,且多个所述镂空区域2关于所述治具主体1的中心线对称;
63.所述镂空区域2的数量可根据待压合产品的尺寸以及压合机的工作台面的尺寸进行调整,在一种可选的实施方式中,如图1所示,6个所述镂空区域2呈3行2列排列设置于所述治具主体1的中间位置,且6个所述镂空区域2关于所述治具主体1的中心线对称;
64.具体的,所述治具主体1的厚度大于待压合产品的厚度,且所述治具主体1的厚度与待压合产品的厚度之间的差值等于第二预设值;
65.所述第二预设值为0.1~0.2毫米;
66.所述治具主体1的厚度可根据待压合产品的厚度进行适应性调整,在一种可选的实施方式中,所述治具主体1的厚度大于待压合产品的厚度,且所述治具主体1的厚度与待压合产品的厚度之间的差值等于0.15毫米;
67.具体的,所述治具主体1的长度为500~1000毫米;
68.所述治具主体1的宽度为500~1000毫米;
69.所述治具主体1可根据待压合产品的尺寸以及压合机的工作台面的尺寸进行调整,但所述治具主体1的尺寸必须等于压合机的有效工作尺寸;
70.在一种可选的实施方式中,所述压合治具1的长度为800毫米,所述治具主体1的宽度为700毫米;
71.本实用新型压合治具的压合过程如下:
72.需要压合时,治具主体1放置于压合机的工作台面上,接着将待压合产品放置在治具主体1的镂空区域2内,放置完成后,可根据实际需要将第一辅材和第二辅材放置分别在待压合产品的上、下面,如图2所示,然后压合机对镂空区域2内的待压合产品上下施加温度和压力,如图3所示,使得待压合产品内的胶水(图3中的深色部分)溢出填充镂空区域2内壁与待压合产品的缝隙,以此使得治具主体1与待压合产品之间形成密闭空间,阻止胶体再次溢出,有效地控制了溢胶现象,避免了产品严重形变以及介质层严重变薄的现象,保证了产品质量。
73.综上所述,本实用新型提供的一种压合治具,包括治具主体,所述治具主体的材料为耐高温钢材;所述治具主体一体成型;所述治具主体设置有镂空区域;所述镂空区域的尺寸大于待压合产品的尺寸,且所述镂空区域的尺寸与所述待压合产品的尺寸之间的差值等于第一预设值;多个所述镂空区域等间隔排列设置于所述治具主体,同时,多个所述镂空区域呈阵列排列设置于所述治具主体的中间位置,且多个所述镂空区域关于所述治具主体的中心线对称;所述治具主体的厚度大于待压合产品的厚度,且所述治具主体的厚度与待压合产品的厚度之间的差值等于第二预设值;需要对待压合产品进行压合时,将待压合产品放置在镂空区域内,使得治具主体利用镂空区域辅助待压合产品进行压合,而镂空区域的尺寸大于待压合产品的尺寸,二者差值等于第一预设值,使得待压合产品与镂空区域的内壁存在一定缝隙,避免镂空区域与待压合产品之间缝隙过大的现象,压合时,胶体被挤压进
入该缝隙,使得缝隙被填充,以此使得治具主体与待压合产品之间形成密闭空间,阻止胶体再次溢出,避免了线路和线路的焊点随着无法控制的胶体漂移的现象,从而有效地控制了溢胶现象,避免了产品严重形变以及介质层严重变薄的现象,使产品尺寸符合期望规格,保证了产品质量。
74.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1