一种高利用率动力电池数据采集FPC及方法与流程
一种高利用率动力电池数据采集fpc及方法
技术领域
1.本发明应用于柔性电路板结构的技术领域,特别涉及一种高利用率动力电池数据采集fpc及方法。
背景技术:
2.目前较传统的电池模组电压及温度采集方式是将数据采集线直接焊接或螺栓连接到电池模组的铝钯上,通常的做法是将采集线制作成线束,然后通过低压插接件连接到电池管理系统母板上。这种传统采集线束的做法由于采样线束长,接插点多,且未设计过流熔断机制等原因会造成几个比较显著的问题:1、采样线束易出线绝缘层破损,导致相邻电压采集线接触短路;2、采样线束接插件连接处防水效果不佳;3、采样线束装配工艺复杂,且易造成装配错乱,装配效率低;4、采样线束的线体较粗,无形中增加了产品重量。
3.相对于传统的使用线束完成数据采集的方式,随着技术的成熟,目前新能源电池行业已大量使用fpc柔性线路板来取代传统采样线束,并得到了行业内各大动力电池厂商及车企的高度认可及广泛应用,fpc代替线束应用在动力电池pack产品设计当中或将成为趋势,主流动力电池pack企业的一致共识是,未来几年,fpc替代传统线束的进程将会明显提速。
4.柔性电路板flexible printed circuit 简称fpc是一种具有高度可靠性,绝佳的可挠性印刷电路板。具有配线密度高、重量轻、厚度薄、弯折性好的特点。为了适配产品的形状,需要针对产品尺寸形态进行fpc的定制,其中针对长度较长且仅在两端设置导通触点的动力电池,传统的fpc电路通常采用“工”字型,如图1所示,现有的生产方式在生产时采用在一张原材料上阶梯式并列的三组fpc电路进行批量制作,其中有与三组fpc尺寸相同端部的横向伸展结构会相互干涉,使得只能通过阶梯式排布的方式进行生产,然而位于中部的纵向连接部线路需求宽度远小于端部的宽度,导致在同一张原材料的中部会有大片的边角料产生,导致严重浪费,大大增加了生产成本。且由于切割出的形状尺寸较小也不规整难以引用至其他产品的fpc中生产。
技术实现要素:
5.本发明所要解决的技术问题是克服现有技术的不足,提供了一种有效降低生产成本、提高原材料利用率的高利用率动力电池数据采集fpc及方法。
6.本发明所采用的技术方案是:所述高利用率动力电池数据采集fpc包括连接部以及两组端子焊接部,两组所述端子焊接部设置在所述连接部两端并通过所述连接部相导通,所述连接部包括至少两组直线部,相连接的两组所述直线部通过反折部相连接,所述反折部折叠使两组相连接的所述直线部连接并保持在同一直线上。
7.由上述方案可见,通过采用多组直线部以及反折部配合形成“s”形结构取代原“工”字形产品结构中直线部分,进而实现将两组端子焊接部之间的距离大大缩短,同时采用s形的盘状结构使得两组端子焊接部之间的原材料能够充分利用,减少废料的产生,同时
实现将四组以上的料片集成在一张原材料中,降低生产成本同时提高产能。通过所述反折部折叠的结构实现将“s”形结构还原成原“工”形结构,能够完全满足产品的尺寸要求。
8.一个优选方案是,所述反折部上设置有缓冲泡棉,所述缓冲泡棉通过粘接层固定在所述反折部上,所述反折部折叠时所述缓冲泡棉远离所述粘接层的一面与所述直线部配合。
9.由上述方案可见,通过在所述反折部设置所述缓冲泡棉,首先对折弯部分进行缓冲,防止电路结构被损坏,同时通过粘接层进行连接固定,保证连接的可靠性和电路结构、电气性能的稳定性。
10.进一步的优选方案是,所述反折部呈u字形,所述反折部上设置有两块所述缓冲泡棉,两块所述缓冲泡棉对称设置在所述反折部的两侧,所述反折部折叠时两块所述缓冲泡棉分别对前一组所述直线部的两个面贴合固定。
11.由上述方案可见,采用u字形的结构使进行折叠时操作更快捷方便,通过同时设置两块所述缓冲泡棉实现两组所述直线部连接的位置能够稳定的连接,且使所述反折部三处折弯的部分均能够保护到位。
12.再进一步的优选方案是,所述反折部上套设有封套,所述封套所述反折部进行限位。
13.由上述方案可见,通过设置所述封套对所述反折部进行限位,进而保证折叠后的柔性电路板能够保持姿态。
14.一个优选方案是,所述端子焊接部上设置有若干采集镍片,所述采集镍片靠近所述端子焊接部的一端设置有至少两组导锡槽。
15.由上述方案可见,通过在所述采集镍片上设置至少两组所述导锡槽,进而使得在焊接过程中能够及时为焊锡排气,减少所述采集镍片与柔性电路板之间产生的气泡,使连接更稳固可靠。
16.一个优选方案是,其中一组所述直线部上设置有温度传感器。
17.一个优选方案是,相连接的两组所述直线部之间设置有一间隙,两组相连接的所述直线部连接并保持在同一直线上时,所述反折部折叠状态下折叠部分呈弧形。
18.由上述方案可见,设置所述间隙,进而使得两组所述直线部之间保留一定的活动间隔,使得在折叠后所述反折部的折叠部分呈弧形。一方面保证fpc本体的结构不受损伤,另外动力电池的fpc位于车辆上,会承受较多的振动,通过弧形的连接方式更好的吸收缓冲。
19.所述高利用率动力电池数据采集fpc的制备方法,包括以下步骤:步骤s1、首先,依次进行开料工序、钻孔处理、干膜贴附、曝光显影处理、蚀刻脱模处理、线路视觉检查、包封处理、投影打孔处理、电镀处理、补强处理、从方形材料中将单个料片冲切成型以及对电气性能测试,制成产品电路料片;步骤s2、完成料片制备后,对料片依次进行烘烤、印刷锡膏、元器件贴片、元器件回流焊处理、视觉检测、断层扫描检测、贴压保护膜处理、贴压fr-4材料补强、连接器点焊处理、点胶固化处理以及功能测试,制得fpc成品料片;步骤s3、在制备的fpc成品料片上的所述反折部贴附所述缓冲泡棉;步骤s4、通过将所述反折部沿所述缓冲泡棉的边缘进行翻折,将翻折后的一块所
述缓冲泡棉抵在前一组所述直线部上,再将所述反折部沿宽度方向上的中线对折,并将另一块所述缓冲泡棉抵在前一组所述直线部的另一面,完成折叠后通过所述封套对所述反折部进行限位;步骤s5、按照步骤s4中制备流程将其余所述反折部折叠成型,实现制备长度满足产品尺寸要求的高利用率动力电池数据采集fpc。
20.由上述方案可见,通过步骤s1和步骤s2制备出结构紧凑的fpc成品料片,通过步骤s3至步骤s5对fpc产品料片进行加工使其形成“工”字型结构,进而制备出长度尺寸符合产品要求,同时对原材料利用率高度的高利用率动力电池数据采集fpc。
附图说明
21.图1是现有的fpc原料排版图;图2是本发明的fpc原料排版图;图3是所述高利用率动力电池数据采集fpc初始状态的结构示意图;图4是所述高利用率动力电池数据采集fpc折叠中的结构示意图;图5是所述高利用率动力电池数据采集fpc折叠后的结构示意图;图6是所述反折部折叠状态的第一立体结构示意图;图7是所述反折部折叠状态的第二立体结构示意图;图8是所述采集镍片的立体结构示意图。
具体实施方式
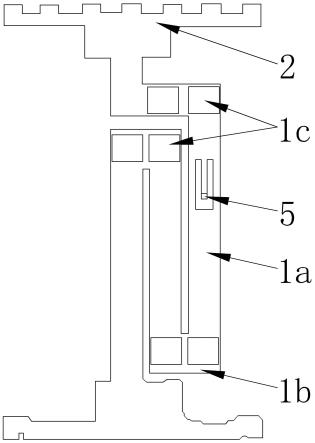
22.如图2至图8所示,在本实施例中,所述高利用率动力电池数据采集fpc包括连接部1以及两组端子焊接部2,两组所述端子焊接部2设置在所述连接部1两端并通过所述连接部1相导通,所述连接部1包括三组直线部1a,相连接的两组所述直线部1a通过反折部1b相连接,所述反折部1b折叠使两组相连接的所述直线部1a连接并保持在同一直线上。所述连接部1还包括延伸折叠部,所述延伸折叠部设置靠近其中一组所述端子焊接部2的所述直线部1a上,该直线部1a通过所述延伸折叠部与相邻的所述直线部1a相连接,通过设置所述延伸折叠部用于补偿s形盘绕设置的位置偏差。
23.在本实施例中,所述反折部1b上设置有缓冲泡棉1c,所述缓冲泡棉1c通过粘接层固定在所述反折部1b上,所述反折部1b折叠时所述缓冲泡棉1c远离所述粘接层的一面与所述直线部1a配合。
24.在本实施例中,所述反折部1b呈u字形,所述反折部1b上设置有两块所述缓冲泡棉1c,两块所述缓冲泡棉1c对称设置在所述反折部1b的两侧,所述反折部1b折叠时两块所述缓冲泡棉1c分别对前一组所述直线部1a的两个面贴合固定。
25.在本实施例中,所述反折部1b上套设有封套,所述封套所述反折部1b进行限位。
26.在本实施例中,所述端子焊接部2上设置有若干采集镍片3,所述采集镍片3靠近所述端子焊接部2的一端设置有至少两组导锡槽4。所述采集镍片3靠近所述端子焊接部2的一端宽度小于另一端宽度,使得所述采集镍片3能够完全压合适配在柔性电路板内,同时保证所述采集镍片3与外部元器件的接触范围,使得pi保护膜能够完全将所述采集镍片3的焊接部分覆盖压实,避免pi保护膜中产生气泡导致使用过程中出现脱膜的情况
在本实施例中,其中一组所述直线部1a上设置有活动片,所述活动片上设置有温度传感器5。所述温度传感器5用于采集动力电池模组的温度信息。
27.在本实施例中,相连接的两组直线部1a之间设置有一间隙,两组相连接的所述直线部1a连接并保持在同一直线上时,所述反折部1b折叠状态下由自身的弹性与所述封套配合使得折叠部分呈弧形,同时所述缓冲泡棉1c在收到冲击的情况下为保证弧形结构提供支撑。
28.一种高利用率动力电池数据采集fpc的制备方法,包括以下步骤:步骤s1、首先,依次进行开料工序、钻孔处理、干膜贴附、曝光显影处理、蚀刻脱模处理、线路视觉检查、包封处理、投影打孔处理、电镀处理、补强处理、从方形材料中将单个料片冲切成型以及对电气性能测试,制成产品电路料片;步骤s2、完成料片制备后,对料片依次进行烘烤、印刷锡膏、元器件贴片、元器件回流焊处理、视觉检测、断层扫描检测、贴压保护膜处理、贴压fr-4材料补强、连接器点焊处理、点胶固化处理以及功能测试,制得fpc成品料片;步骤s3、在制备的fpc成品料片上的所述反折部1b贴附所述缓冲泡棉1c;步骤s4、通过将所述反折部1b沿所述缓冲泡棉1c的边缘进行翻折,将翻折后的一块所述缓冲泡棉1c抵在前一组所述直线部1a上,再将所述反折部1b沿宽度方向上的中线对折,并将另一块所述缓冲泡棉1c抵在前一组所述直线部1a的另一面,完成折叠后通过所述封套对所述反折部1b进行限位;步骤s5、按照步骤s4中制备流程将其余所述反折部1b折叠成型,实现制备长度满足产品尺寸要求的高利用率动力电池数据采集fpc。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1