薄膜湿式复合机及其控制系统的制作方法
1.本发明涉及薄膜生产技术领域,特别涉及一种薄膜湿式复合机及其控制系统。
背景技术:
2.塑料薄膜用聚氯乙烯、聚乙烯、聚丙烯、聚苯乙烯以及其他树脂制成的薄膜,用于包装,以及用作覆膜层。塑料包装及塑料包装产品在市场上所占的份额越来越大,特别是复合塑料软包装,已经广泛地应用于食品、医药、化工等领域,这些产品都给人们生活带来了极大的便利。
3.在塑料薄膜的生产工艺过程中,尤其是药品薄膜的包装,由于针对药品特性的要求,往往需要不同复合材料的pe薄膜来对药品进行封装,针对不同种类的薄膜,由于薄膜材料的伸展性、耐热性的问题,不同种类的薄膜需要采用不同型号的薄膜复合机进行生产。
4.然而,由于药品材料需要的薄膜种类较多,且对每种薄膜的生产单量较少,以至于针对每种薄膜采用对应的薄膜复合机进行加工生产,极大的增加了生产成本。
技术实现要素:
5.本发明的目的是提供一种薄膜湿式复合机及其控制系统,可针对不同材料的薄膜进行加工处理,提升了针对不同薄膜材料的复合加工效率。
6.本发明提供的薄膜湿式复合机,用于对薄膜进行复合,所述薄膜湿式复合机包括依序设置的放卷辊、涂布机构、复合机构和收卷辊,所述收卷辊连接一变速结构,所述变速结构包括电机、蜗杆和蜗轮;其中,所述蜗杆设于所述电机的传动轴上,所述蜗轮同轴设置于所述收卷辊的端部
7.本发明提供的薄膜湿式复合机,通过设置放卷辊用来选定需要加工处理的薄膜材料,并通过涂布机构将涂料涂覆在薄膜下表面,粘有涂料的薄膜再流经复合机构将薄膜与其他材料进行复合,收卷辊对复合后的成品进行收卷打包,其中,收卷辊的收卷速率通过变速结构控制,具体的通过调节电机的转动速度来控制蜗杆的转速进而控制与其连接的蜗轮的转速,蜗轮的转速即为收卷辊的转速,通过改变收卷辊的转速来针对不同薄膜材料在复合加工时由于材质的不同而对于的张力不同,克服了当薄膜的张力与收卷速度不匹配而导致的薄膜撕裂或者收卷效率低下的问题,使得该薄膜湿式复合机可广泛应用于多种材质的薄膜复合。
8.进一步的,所述复合机构和所述收卷辊之间设有干燥机构,所述干燥机构包括依序排列的多个烘干枪。
9.进一步的,所述烘干枪对称设置在所述薄膜的上下两端。
10.进一步的,所述烘干枪的功率依序递减。
11.进一步的,所述干燥机构为一烘箱,所述烘干枪设于所述烘箱内,所述烘箱的两端设有开口,所述开口与所述薄膜位于同一水平线。
12.进一步的,所述复合机构包括第一传输辊、第二传输辊以及压紧组件;其中,所述
第一传输辊和所述第二传输辊对称设置在所述薄膜的上下两端,所述压紧组件包括张力调节杆、压紧带和两个轴承,两个所述轴承的内环分别套设于所述第一传输辊和第二传输辊的端部,所述压紧带绕设在两个所述轴承的外环上,所述张力调节杆抵触在所述压紧带上且可对所述压紧带施加横向作用力。
13.进一步的,所述压紧带为橡胶皮带。
14.进一步的,所述涂布机构包括涂布辊、压辊及涂料箱,所述压辊和所述涂布辊对称设置在所述薄膜的上下两端,所述涂布辊部分浸入于所述涂料箱内。
15.进一步的,所述涂料箱的上表面铺设有一层隔离膜,所述隔离膜设于所述涂布辊的左侧。
16.本发明另一方面还提供一种薄膜湿式复合机控制系统,用于上述的薄膜湿式复合机,所述系统包括变频控制模块和热处理控制模块;所述变频控制模块用于控制电机的转速,所述热处理模块用于控制所述烘干枪的输出功率。
17.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
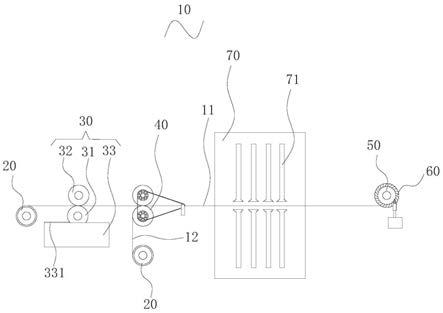
18.图1为本发明一实施例提出的薄膜湿式复合机结构示意图;
19.图2图1中变速结构的结构示意图;
20.图3为图1中复合机构的结构示意图。
21.主要元件符号说明
22.薄膜湿式复合机10薄膜11其他材料12放卷辊20涂布机构30涂布辊31压辊32涂料箱33隔离膜331复合机构40第一传输辊41第二传输辊42压紧组件43张力调节杆431压紧带432轴承433内环4331外环4332收卷辊50变速结构60电机61传动轴611蜗杆62蜗轮63干燥机构70烘干枪71
23.如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
24.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的若干个实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
25.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
27.请参阅图1至图3,为本发明一实施例提出的薄膜湿式复合机10。具体的,该薄膜湿式复合机10包括依序设置的放卷辊20、涂布机构30、复合机构40和收卷辊50,薄膜11自放卷辊20的一端流向收卷辊50。收卷辊50连接一变速结构60,变速结构60包括电机61、蜗杆62和蜗轮63;其中,蜗杆62设于电机61的传动轴611上,蜗轮63同轴设置于收卷辊50的端部。并且蜗轮63的齿轮与蜗杆的齿轮相卡接,使得当电机61运作时,蜗杆62随传动轴转动,进而带动蜗轮63转动,收卷辊50则随蜗轮63同轴转动。
28.本发明提供的薄膜湿式复合机10,通过控制电机61的运行功率来切换其转动速度,进而达到了控制收卷辊50的收卷速率,使得本发明提供的薄膜湿式复合机10在针对不同类型的薄膜材料复合加工时,通过改变收卷辊50的转速来针对不同薄膜材料在复合加工时由于材质的不同而对于的张力不同,克服了当薄膜11的张力与收卷速度不匹配而导致的薄膜11撕裂或者收卷效率低下的问题,使得该薄膜湿式复合机10可广泛应用于多种材质的薄膜复合。
29.可以理解的,薄膜11在与其他材料12进行复合后,通过在压合定位后再进行烘干处理,使得薄膜11在与其他材料12充分的粘合在一起。故本发明实施例中,在复合机构40的右侧端设有干燥机构70,具体的,该干燥机构70为一烘箱,烘箱的左右两侧设有用于薄膜11流通的开口,分别为进口与出口(图未示出),该进口和出口保持与薄膜11同于水平线,且进口与出口的边缘与薄膜11留有间隙,避免挂到薄膜11而导致薄膜11撕裂。
30.进一步的,干燥机构70内设有多个自左到右等距排列的烘干枪71,且烘干枪71对称设置在薄膜11的上下两端。以使得在烘干过程中,使得薄膜11的上下两面均匀受热,优化热熔效果。
31.此外,本发明实施例中,烘干枪71的运行功率自左到右依序递减,以使得干燥机构70内,位于出口端的温度低于进口端的温度,使得薄膜11从干燥机构70内出来后,能更快的冷却凝固,在确保热熔效果的同时,即节省了电力成本,也降低了薄膜11的冷却周期。
32.值的说明的是,在本发明实施例中,烘箱的内壁贴附有保温材料,具体的,为一层锡箔纸,以达到节省烘箱内的热量的目的,在本发明其他实施例中,保温材料还可以是其他例如聚苯乙烯板层、酚醛树脂发泡材料等,本技术在此不做限定。
33.在本发明实施例中,复合机构40包括第一传输辊41、第二传输辊42以及压紧组件43;其中,第一传输辊41和第二传输辊42对称设置在薄膜的上下两端,压紧组件43包括张力调节杆431、压紧带432和两个轴承433,两个轴承433的内环4331分别套设于第一传输辊41和第二传输辊42的端部,压紧带432绕设在两个轴承433的外环4332上,张力调节杆431抵触在压紧带432上且可对压紧带432施加横向作用力。
34.其中第一传输辊41和第二传输辊42在水平朝向受薄膜湿式复合机10的机架限位固定,在竖直方向,当移动张力调节杆431使其沿水平方向移动时,压紧带432受力进行拉紧或者放松,以使得第一传输辊41和第二传输辊42对应发生压紧或者放松。进而达到了调节该复合机构40对于设置在第一传输辊41和第二传输辊42之间的薄膜11的压力的目的。使得该薄膜湿式复合机10不仅可以随薄膜材料的变更去调节收卷速率,还可以通过复合机构40来调节压合过程中的压紧力。
35.进一步的,本发明实施例中,压紧带432采用橡胶皮带,通过采用橡胶皮带使得压紧带432具有良好的耐用性以及较大的形变控制区间,便于压紧力的控制调节。
36.作为本发明的优选方案,本发明实施例中,涂布机构30包括涂布辊31、压辊32及涂料箱33,压辊32和涂布辊31对称设置在薄膜11的上下两端,涂布辊31部分浸入于涂料箱33内,在进行涂布工序时,压辊32压着薄膜11的上端使得薄膜11始终与涂布辊31接触,涂布辊的下端部分浸入在涂料箱33内,使得涂布辊31在随薄膜11移动时,涂布辊始终能附着到涂料对于薄膜进行涂布处理。
37.此外,本发明实施例中,涂料箱33的上表面铺设有一层隔离膜331,隔离膜331设于涂布辊31的左侧,以防止涂布辊31沾染涂料后在转动过程中将涂料甩出涂料箱33,避免了甩料情况产生的脏污情况。
38.本发明另一方面还提供一种薄膜湿式复合机控制系统,用于控制上述的薄膜湿式复合机10。具体的,该系统包括变频控制模块和热处理控制模块。其中:
39.变频控制模块用于控制电机的转速。以针对不同薄膜材料选择不同的转速。
40.热处理模块用于控制所述烘干枪的输出功率,以控制调节出当前最佳烘干温度。
41.综上,本发明提供的薄膜湿式复合机10,通过改变收卷辊50的转速来针对不同薄膜材料在复合加工时由于材质的不同而对于的张力不同,克服了当薄膜11的张力与收卷速度不匹配而导致的薄膜11撕裂或者收卷效率低下的问题;通过设置的干燥机构70其烘干枪71运行功率自左到右依序递减,使得薄膜11从干燥机构70内出来后,能更快的冷却凝固;优化了冷却效率;通过设置的复合机构40可通过张力调节杆431调节压合力;使得该薄膜湿式复合机10相比于现有技术,可兼容多种类型的薄膜材料,进行复合加工处理。提升了薄膜湿式复合机10的适用性。
42.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1