一种刚性塑料玻璃及制造工艺的制作方法
1.本发明涉及玻璃技术领域,具体是指一种刚性塑料玻璃及制造工艺。
背景技术:
2.随着生活水平的提高,汽车在人们生活中的重要性越来越高。汽车车窗是驾驶室与室外空气交换和光线穿越的主要通道,尤其是汽车车窗的透光性极其重要,驾驶员及乘客主要通过车窗安全的观察路况,由此车窗的观察便捷性、透光性、耐冲击性等对于车辆而言具有重要意义,新能源汽车自身重量直接影响续航里程,在轻量化的要求下,玻璃的比重也非常重要;但目前车窗玻璃常采用石英玻璃,往往导致车窗重量较大,给车身带来一定负担,耗能高;此外市面常见的塑料玻璃,耐磨性差,影响其使用寿命。
技术实现要素:
3.本发明要解决的技术问题是克服上述技术的缺陷,提供一种刚性塑料玻璃及制造工艺。
4.为解决上述技术问题,本发明提供的技术方案为一种刚性塑料玻璃,包括基材层、合金耐磨层、粒子加硬层及防雾涂层,从上到下分别为粒子加硬层、合金耐磨层、基材层、防雾涂层,所述防雾涂层采用纳米技术于基材层下表面固化形成。
5.进一步地,所述基材层材质为聚碳酸酯,所述基材层厚度为3
‑
7mm,所述基材层含红外线隔离因子。
6.进一步地,所述合金耐磨层材质为pc/pmma合金或pc/abs合金,所述合金耐磨层厚度为50
‑
150μm。
7.进一步地,所述粒子加硬层采用浸涂法或粒子加硬法于合金耐磨层上表面进行加硬或固化处理形成,所述粒子加硬层厚度为30
‑
50μm。
8.进一步地,所述防雾涂层的厚度为20
‑
50μm。
9.本发明的另一目的在于提供一种刚性塑料玻璃的制造工艺,包括如下步骤:
10.步骤一)挤出成型:利用挤出机对pc原料粒子进行塑化,通过换网器过滤掉外来颗粒及杂质,利用熔体泵将pc熔体送入共挤模头的主流道,所述pc/pmma合金或pc/abs合金从辅机流入辅流道,均匀分布,所述pc熔体与合金材料以均匀速度从模口挤出并成型,形成合金耐磨层,利用硬光机将流液压制展延成一定厚度且表面抛光的片材,然后通过冷却小辗继续冷却,通过覆膜装置在冷却后的中间产品的上下两面附上保护膜,按产品尺寸要求对其进行切边及横切,最后通过堆垛装置来放置在托盘上;
11.步骤二)热弯:热弯前需进行烘烤除湿,通过热弯机对步骤一所得中间产品进行热弯加工,待热弯加工完成后进行退火,热弯完成后,依次且方向一致的放在置物架上,qc检查热弯弧度及正反方向;
12.步骤三)吸塑:吸塑前进行烘烤除湿,将预热后的步骤二所得中间产品放置于模具上,通过吸塑机进行吸塑处理,吸塑完成后进行退火,待吸塑完成,依次且方向一致的放在
置物架上,qc检查吸塑标准度及正反方向;
13.步骤四)cnc加工:根据产品要求设定好加工图形,选择刀具对校验合格的产品进行上机加工,打孔需要正反双向钻头,上钻头超下钻头1mm,避免出现毛刺;
14.步骤五)加硬处理:首先去除刚性塑料玻璃中间产品上下面的保护膜,用超声波清洗剂对其仔细清洗,去除粉尘与异物,然后将刚性塑料玻璃中间产品倒置悬挂,通过浸涂法或粒子加硬法对其进行加硬及固化处理,所述固化处理可采用紫外线进行固化,形成粒子加硬层;
15.步骤六)防雾处理:采用纳米技术于基材层下表面固化形成防雾涂层;
16.步骤七)印刷标码:在产品表面进行印刷标码,包括ccc、生产检测信息、生产批号及客户定制信息;
17.步骤八)二次覆膜:待步骤七所得产品质检合格,对其覆静电膜或低粘膜,对产品进行包装,入库保存。
18.进一步地,所述步骤二及步骤三的退火操作需留足够多的时间释放应力,避免因应力释放不完全导致的爆裂、回弹变形,影响最终精度,导致次品。
19.本发明与现有技术相比的优点在于:
20.1)本发明的结构设计合理,加工制作简单,有利于工业规模化生产推广;
21.2)本发明重量轻:密度大约在1190
‑
1200kg/m3,是玻璃(2400
‑
2800kg/m3)的一半左右,同样大小的材料,其重量是普通玻璃的一半左右。
22.3)可见光透过率高:本发明采用的是优良的高分子透明材料,可见光透过率达到88
‑
92%,比玻璃和其他透明塑料的透光度都要高。
23.4)耐侯性好:本发明具有突出的耐老化性,大大优于其他透明的刚性塑料材料;
24.5)抗紫外线辐射:接近100%隔绝紫外线辐射;
25.6)隔热性能好:30%
‑
99%隔绝红外线辐射;
26.7)防雾:本发明内附着防雾涂层,抗内外温差产生的水雾,视线更好;
27.8)本发明易加工,适合设计制造曲率极大的车窗,可以进行切削、钻孔、粘结、热弯造型的后续加工。
附图说明
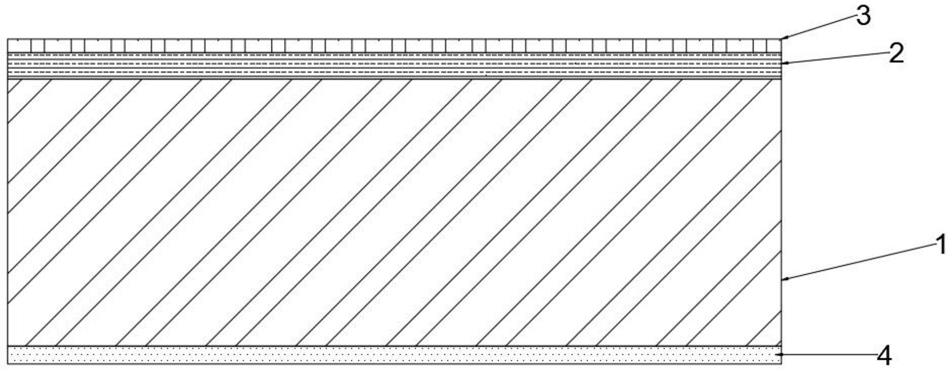
28.图1是本发明一种刚性塑料玻璃及制造工艺的刚性塑料玻璃的结构示意图;
29.图2是本发明一种刚性塑料玻璃及制造工艺的工艺流程图;
30.图3是本发明一种刚性塑料玻璃及制造工艺的挤出成型步骤的流程示意图;
31.图4是本发明一种刚性塑料玻璃及制造工艺的热弯步骤的流程示意图;
32.图5是本发明一种刚性塑料玻璃及制造工艺的吸塑步骤的流程示意图;
33.图6是本发明一种刚性塑料玻璃及制造工艺的cnc加工的流程示意图;
34.图7是本发明一种刚性塑料玻璃及制造工艺的加硬处理步骤的流程示意图。
35.如图所示:1、基材层,2、合金耐磨层,3、粒子加硬层,4、防雾涂层。
具体实施方式
36.下面结合附图对本发明一种刚性塑料玻璃及制造工艺做进一步的详细说明。
37.结合附图1
‑
附图7,一种刚性塑料玻璃,包括基材层1、合金耐磨层2、粒子加硬层3及防雾涂层4,从上到下分别为粒子加硬层3、合金耐磨层2、基材层1、防雾涂层4,所述防雾涂层4采用纳米技术于基材层1下表面固化形成。
38.作为本实施例较佳实施方案的是,所述基材层1材质为聚碳酸酯,所述基材层1厚度为3
‑
7mm,所述基材层1含红外线隔离因子。
39.作为本实施例较佳实施方案的是,所述合金耐磨层2材质为pc/pmma合金或pc/abs合金,所述合金耐磨层2厚度为50
‑
150μm。
40.作为本实施例较佳实施方案的是,所述粒子加硬层3采用浸涂法或粒子加硬法于合金耐磨层2上表面进行加硬或固化处理形成,所述粒子加硬层3厚度为30
‑
50μm。
41.作为本实施例较佳实施方案的是,所述防雾涂层4的厚度为20
‑
50μm。
42.本发明的另一目的在于提供一种刚性塑料玻璃的制造工艺,包括如下步骤:
43.步骤一)挤出成型:利用挤出机对pc原料粒子进行塑化,通过换网器过滤掉外来颗粒及杂质,利用熔体泵将pc熔体送入共挤模头的主流道,所述pc/pmma合金或pc/abs合金从辅机流入辅流道,均匀分布,所述pc熔体与合金材料以均匀速度从模口挤出并成型,形成合金耐磨层,利用硬光机将流液压制展延成一定厚度且表面抛光的片材,然后通过冷却小辗继续冷却,通过覆膜装置在冷却后的中间产品的上下两面附上保护膜,按产品尺寸要求对其进行切边及横切,最后通过堆垛装置来放置在托盘上;
44.步骤二)热弯:热弯前需进行烘烤除湿,通过热弯机对步骤一所得中间产品进行热弯加工,待热弯加工完成后进行退火,热弯完成后,依次且方向一致的放在置物架上,qc检查热弯弧度及正反方向;
45.步骤三)吸塑:吸塑前进行烘烤除湿,将预热后的步骤二所得中间产品放置于模具上,通过吸塑机进行吸塑处理,吸塑完成后进行退火,待吸塑完成,依次且方向一致的放在置物架上,qc检查热弯弧度及正反方向;
46.步骤四)cnc加工:根据产品要求设定好加工图形,选择刀具对校验合格的产品进行上机加工,打孔需要正反双向钻头,上钻头超下钻头1mm,避免出现毛刺;
47.步骤五)加硬处理:首先去除刚性塑料玻璃中间产品上下面的保护膜,用超声波清洗剂对其仔细清洗,去除粉尘与异物,然后将刚性塑料玻璃中间产品倒置悬挂,通过浸涂法或粒子加硬法对其进行加硬及固化处理,所述固化处理可采用紫外线进行固化,形成粒子加硬层;
48.步骤六)防雾处理:采用纳米技术于基材层下表面固化形成防雾涂层;
49.步骤七)印刷标码:在产品表面进行印刷标码,包括ccc、生产检测信息、生产批号及客户定制信息;
50.步骤八)二次覆膜:待步骤七所得产品质检合格,对其覆静电膜或低粘膜,对产品进行包装,入库保存。
51.作为本实施例较佳实施方案的是,所述步骤二及步骤三的退火操作需留足够多的时间释放应力,避免因应力释放不完全导致的爆裂、回弹变形,影响最终精度,导致次品。
52.本发明在具体实施时,利用喂料装置将pc原料粒子投入到挤出机,通过挤出机的螺杆旋转产生的压力及剪切力将pc原料粒子进行塑化,通过换网器过滤掉外来颗粒及杂质,利用熔体泵将pc熔体送入共挤模头的主流道,所述pc/pmma合金或pc/abs合金从辅机流
入辅流道,均匀分布,所述pc熔体与合金材料以均匀速度从模口挤出并成型,形成基材层1及合金耐磨层2,利用硬光机将流液压制展延成一定厚度且表面抛光的片材,然后通过冷却小辗继续冷却,通过覆膜装置在冷却后的中间产品的上下两面附上保护膜,按产品尺寸要求对其进行切边及横切,最后通过堆垛装置来放置在托盘上,热弯前需进行烘烤除湿,通过热弯机对中间产品进行热弯加工,待热弯加工完成后进行退火,热弯完成后,依次且方向一致的放在置物架上,qc检查热弯弧度及正反方向,吸塑前进行烘烤除湿,将预热后的所得中间产品放置于模具上,通过吸塑机进行吸塑处理,吸塑完成后进行退火,待吸塑完成,依次且方向一致的放在置物架上,qc检查热弯弧度及正反方向,根据产品要求设定好加工图形,选择刀具对校验合格的产品进行上机加工,打孔需要正反双向钻头,上钻头超下钻头1mm,避免出现毛刺,首先去除刚性塑料玻璃中间产品上下面的保护膜,用超声波清洗剂对其仔细清洗,去除粉尘与异物,然后将刚性塑料玻璃中间产品倒置悬挂,通过浸涂法或粒子加硬法对其进行加硬及固化处理,所述固化处理可采用紫外线进行固化,形成粒子加硬层3,采用纳米技术于基材层下表面固化形成防雾涂层4,在产品表面进行印刷标码,包括ccc、生产检测信息、生产批号及客户定制信息;待所得产品质检合格,对其覆静电膜或低粘膜,对产品进行包装,入库保存;此外如采用完整的流水线生产线对刚性塑料玻璃进行生产时,所述热弯及吸塑前的烘烤除湿步骤可缩短操作时间或去除该步骤。
53.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1