药卷半自动绑扎生产线及工艺的制作方法
1.本发明属于药卷的生产设备领域,尤其涉及一种药卷半自动绑扎生产线及工艺。
背景技术:
2.水电站的施工过程中,伴随大量的爆破工作,包括光面爆破和预裂爆破,频繁使用到药卷。所述药卷是指制造成卷筒状的炸药,炸药装在不同规格尺寸的纸筒内,包好后浸蜡形成,最常见的药卷直径32毫米、长200毫米,装炸药量200g,但也可向工厂定制不同把规格的药卷。在洞室周边孔、竖井周边孔、斜井周边孔、明挖预裂孔中使用药卷进行爆破时,需要在将多个药卷连带一根导爆索绑扎在竹片上,然后将竹片插入到对应的爆破孔中,完成爆破孔的装药,通过改变药卷的间距改变线装药密度,通过导爆索引爆药卷。目前是以人工的方式将药卷和导爆索绑扎在竹片上,由于竹片长度较长,竹片上绑扎的药卷数量较多,而工人绑扎速度慢,绑扎的过程中还需要时刻注意使绑扎的药卷间距均匀,这些都会导致药卷的绑扎效率低下。因此,需要一种装置以提高药卷的绑扎效率。
技术实现要素:
3.本发明的目的在于,提供一种药卷半自动绑扎生产线及工艺。本发明具有能提高药卷绑扎效率的优点,并且成本较低、可靠性好、绑扎质量高。
4.本发明的技术方案:药卷半自动绑扎生产线,包括控制器和药卷输送机,药卷输送机的出料端设有第一工作台,第一工作台上设有第一送料通道,第一工作台的一侧设有第二工作台,第二工作台上设有与第二送料通道,第一工作台和第二工作台之间设有绑扎装置,绑扎装置的一侧设有钢丝送料机,药卷输送机、绑扎装置和钢丝送料机均与控制器连接。
5.前述的药卷半自动绑扎生产线中,所述药卷输送机包括机架,机架的顶部设有倾斜的导板,导板的下端延伸至第一工作台的上方,导板的下端设有落料孔,落料孔位于第一送料通道的进料端的上方,导板上设有靠近落料孔的辊筒孔,辊筒孔内设有辊筒,辊筒的外周面上设有多个均与药卷配合的凹槽,机架上设有与辊筒连接的第一电机,第一电机连接控制器。
6.前述的药卷半自动绑扎生产线中,所述导板的下端设有第一挡板,所述导板的两侧均设有第二挡板。
7.前述的药卷半自动绑扎生产线中,所述绑扎装置包括底板,底板的上方设有支架,支架与底板之间设有气缸,气缸通过电磁阀连接气源,电磁阀连接控制器,支架的一侧设有滑块,滑块通过滑轨连接竖板,竖板与底板固定,支架上设有与控制器连接的第二电机,第二电机的输出端设有u型的旋转架,旋转架的两端均设有挂钩,旋转架的上方设有连杆,连杆的下方设有第一导向管、第二导向管和第三导向管,第一导向管和第二导向管分别位于旋转架的两侧,第二导向管位于旋转架和钢丝送料机之间,第三导向管位于第二导向管和钢丝送料机之间,第二导向管和第三导向管之间设有与控制器连接的切断装置。
8.前述的药卷半自动绑扎生产线中,所述挂钩包括与旋转架端部固定的定板,定板的一侧设有凸台,凸台的顶部设有斜面,斜面的上侧设有钩杆,钩杆通过销轴与定板转动连接,钩杆上端与销轴之间的距离大于钩杆下端与销轴之间的距离。
9.前述的药卷半自动绑扎生产线中,所述切断装置是与连杆固定的电剪刀。
10.前述的药卷半自动绑扎生产线中,所述连杆的底部设有与控制器连接的距离感应器。
11.前述的药卷半自动绑扎生产线的工艺,利用药卷输送机向竹片输送药卷,利用钢丝送料机和切断装置在药卷上方形成绑扎用的钢丝,利用绑扎装置和钢丝将药卷和竹片绑扎在一起。
12.与现有技术相比,本发明通过药卷输送机向实现药卷的自动送料,通过绑扎装置完成药卷与竹片的自动绑扎,工人只需要先将导爆索的一端与竹片的一端固定,然后将竹片的一端从绑扎装置穿过,即可完成药卷在竹片上的绑扎,提高了药卷的绑扎效率。此外,本发明通过对结构的优化,使得本发明的结构较为简单,从而成本较低,并且不容易发生故障,可靠性好,还能确保绑扎的药卷距离间距均匀,提高了绑扎质量。因此,本发明具有能提高药卷绑扎效率的优点,并且成本较低、可靠性好、绑扎质量高。
附图说明
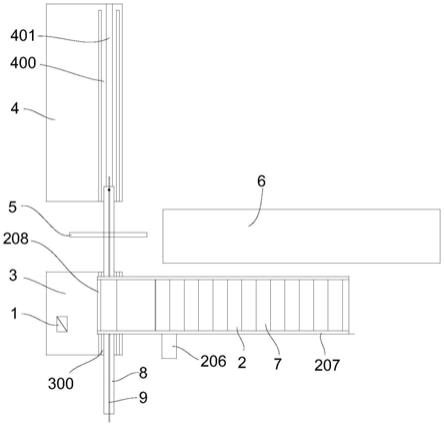
13.图1是本发明俯视向上的示意图。
14.图2是药卷输送机的正视示意图。
15.图3是药卷输送机在辊筒处的俯视示意图。
16.图4是绑扎装置的正视示意图。
17.图5是挂钩的左视示意图。
18.图6是挂钩上升过程中,下端与凸点接触时的示意图。
19.图7是挂钩将钢丝下拉进行绑扎时的示意图。
20.图8是竹片在第二工作台上的正视示意图。
21.附图中的标记为:1
‑
控制器;2
‑
药卷输送机,200
‑
机架,201
‑
导板,202
‑
落料孔,203
‑
辊筒孔,204
‑
辊筒,205
‑
凹槽,206
‑
第一电机,207
‑
第一挡板,208
‑
第二挡板,209
‑
轴承,210
‑
转轴;3
‑
第一工作台,300
‑
第一送料通道;4
‑
第二工作台,400
‑
第二送料通道,401
‑
通槽;5
‑
绑扎装置,500
‑
底板,501
‑
支架,502
‑
气缸,503
‑
滑块,504
‑
滑轨,505
‑
竖板,506
‑
第二电机,507
‑
旋转架,508
‑
连杆,509
‑
第一导向管,510
‑
第二导向管,511
‑
第三导向管,512
‑
定板,513
‑
凸台,514
‑
斜面,515
‑
钩杆,516
‑
销轴,517
‑
距离感应器,518
‑
凸点,519
‑
切断装置,520
‑
电磁阀;6
‑
钢丝送料机,7
‑
药卷,8
‑
竹片,9
‑
导爆索,10
‑
钢丝。
具体实施方式
22.下面结合附图和实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
23.实施例。药卷半自动绑扎生产线,如图1所示,包括控制器1和药卷输送机2,控制器1为fx3u
‑
32mr/es
‑
a型三菱plc控制器,药卷输送机2的出料端设有第一工作台3,第一工作台3上设有第一送料通道300,第一工作台3的一侧设有第二工作台4,第二工作台4上设有与
第二送料通道400,第二送料通道400的底面上设有通槽401,第一工作台3和第二工作台4之间设有绑扎装置5,绑扎装置5的一侧设有钢丝送料机6,药卷输送机2、绑扎装置5和钢丝送料机6均与控制器1连接。所述钢丝送料机6具有送料和校直功能,如申请号201821530010.6的一种圆盘钢丝送料机。所述第一送料通道300由固定在第一工作台3台面上的两个侧板构成,所述第二送料通道400由固定在第二工作台4台面上的另外两个侧板构成。
24.所述药卷输送机2包括机架200,机架200的顶部设有倾斜的导板201,导板201的下端延伸至第一工作台3的上方,导板201的下端设有落料孔202,落料孔202位于第一送料通道300的进料端的上方,导板201上设有靠近落料孔202的辊筒孔203,辊筒孔203内设有辊筒204,辊筒204的两端均设有转轴210,转轴210通过轴承209连接机架200,辊筒204的外周面上设有多个均与药卷配合的凹槽205,机架200上设有与辊筒204连接的第一电机206,所述第一电机206是带有驱动器的步进电机,步进电机通过去驱动器连接控制器1。
25.所述导板201的下端设有第一挡板207,第一挡板207用于确保药卷7从落料孔202掉落,进入到第一送料通道300中,所述导板201的两侧均设有第二挡板208,第二挡板208用于用于确保药卷7的滑落方向,保证药卷7不会从导板201的两侧掉出。
26.所述绑扎装置5包括底板500,底板500的上方设有支架501,支架501与底板500之间设有气缸502,气缸502通过电磁阀520连接空气压缩机,电磁阀520连接控制器1,支架501的一侧设有滑块503,滑块503通过滑轨504连接竖板505,竖板505与底板500固定,支架501上设有与控制器1连接的第二电机506,所述第二电机506是带有驱动器的步进电机,第二电机506的输出端设有u型的旋转架507,旋转架507的两端均设有挂钩,旋转架507的上方设有连杆508,连杆508可通过架子与地面、与第一工作台3、第二工作台4或底板500固定,连杆508的下方设有第一导向管509、第二导向管510和第三导向管511,第一导向管509和第二导向管510分别位于旋转架507的两侧,第二导向管510位于旋转架507和钢丝送料机6之间,第三导向管511位于第二导向管510和钢丝送料机6之间,第二导向管510和第三导向管511之间设有与控制器1连接的切断装置。
27.所述挂钩包括与旋转架507端部固定的定板512,定板512的一侧设有凸台513,凸台513的顶部设有斜面514,斜面514的上侧设有直线形的钩杆515,钩杆515通过销轴516与定板512转动连接,钩杆515上端与销轴516之间的距离大于钩杆515下端与销轴516之间的距离,凸台513的内侧壁上设有凸点518,所述凸点518用于保证钩杆515不会旋转至竖直状态,确保钩杆515一直处于倾斜状态。
28.所述切断装置519是与连杆508固定的电剪刀。
29.所述连杆508的底部设有与控制器1连接的距离感应器517,所述距离感应器517为e3f
‑
ds30c4型红外传感器。距离感应器517位于连杆508靠近第二工作台4的一侧,并可通过转接杆延长距离感应器517与连杆508在俯视向的距离,这是为了使距离感应器517检测到药卷7时,药卷7已经有一部分穿过穿过旋转架507,保证药卷7能被绑扎到。
30.药卷半自动绑扎生产线的工艺:利用药卷输送机2向竹片输送药卷7,利用钢丝送料机6和切断装置519在药卷7上方形成绑扎用的钢丝10,利用绑扎装置5和钢丝10将药卷7和竹片8绑扎在一起。
31.工作原理:将钢丝送料机6上的钢丝(直径0.5mm)的一端引出,钢丝的一端依次穿过第三导向管511、切断装置519的剪刀口、第二导向管510、挂钩和第一导向管509;在导板
201上放置多个药卷7;将竹片8的一端与导爆索9的一端扎紧,再将竹片8的一端放入到第一送料通道300中,竹片8的一端放上一个药卷7,推动竹片8,使竹片8穿过第二送料通道400。
32.当竹片8一端的药卷7位于距离感应器517下方的时候,距离感应器517产生第一信号,第一信号输出至控制器1。控制器1接受到第一信号后,向第一电机206发出第二信号,第一电机206驱动辊筒204旋转一定角度,使辊筒204上的一个药卷7向下移动,通过落料孔202掉落在竹片8上,预备进行绑扎。
33.控制器1接受到第一信号后,依次向切断装置519输出第三信号、向电磁阀520先后输出第四信号、向钢丝送料机6输出第五信号、向第二电机506输出第六信号、向电磁阀520输出第七信号。切断装置519接收到第三信号后,剪断钢丝。电磁阀520接收到第四信号后使气缸502收缩,气缸502通过支架501带动第二电机506下降,第二电机506通过旋转架507带动挂钩下降,挂钩带动钢丝10下降,如图7所示,钢丝10的中部包覆药卷7的上部,钢丝10在下拉过程中受第一导向管509、第二导向管510以及药卷7的作用而变成w形,两个挂钩对应于钢丝10的两个最低点,两个最低点均位于竹片8的下方。钢丝送料机6收到第五信号后,启动一端时间,继续输送钢丝,输送的钢丝的一端直至穿过第一导向管509后,钢丝送料机6停止送料,第五信号为延时信号,持续一段时间后消失,所以钢丝送料机6启动一段时间后停止。第二电机506接收到第六信号后旋转若干周,旋转角度为360
°
的整数倍,第二电机506通过旋转架507带动挂钩旋转,挂钩使钢丝10的两端螺旋缠绕,将药卷7绑扎在竹片8上。电磁阀520接收到第七信号后使气缸502伸出,挂钩上升的过程中,如图6所示,钩杆515的下部与钢丝10干涉而围绕销轴516旋转,直至钩杆515整体位于钢丝10的上侧,在重力作用下,钩杆515恢复至图5状态,此时下次绑扎用的钢丝10位于钩杆515的下方,确保钩杆515下降时能够将钢丝10拉下。由于旋转架507旋转完成钢丝绑扎的过程与钢丝送料机6的送料过程互为独立,钢丝绑扎的过程与送料过程可基本同步进行,提高了绑扎效率。以以上步骤为一个绑扎节拍,每完成一个药卷7的绑扎后,将竹片8向前推送一段距离,当下一个要进行绑扎的药卷7位于距离感应器517的下方时,进行下一个绑扎节拍,如图8所示,钢丝10绑扎后形成的端结从通槽401中穿过。
34.通过绑扎装置5与落料孔202之间的距离可改变药卷7在竹片8上的绑扎间隔距离。绑扎装置5与第一工作台3之间的距离尽量小于药卷7的长度,避免药卷7的两侧失去限制而从竹片上掉落,当绑扎装置5与第一工作台3之间的距离大于药卷7的长度的长度时,还需要在绑扎装置5与第一工作台3设置u型的保护架,保护架与竖板505或第一工作台3固定,药卷7从保护架中穿过,避免药卷7侧向移动而掉落。
35.本发明具有能提高药卷绑扎效率的优点,并且成本较低、可靠性好、绑扎质量高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1