用于核洗消环境下应急救援车的厢体大板及其生产工艺的制作方法
1.本发明涉及特种车辆装备技术领域,尤其是涉及应用于核洗消环境下的应急救援车,具体为用于核洗消环境下应急救援车的厢体大板及其生产工艺。
背景技术:
2.一般应急救援车的车厢多采用夹心大板结构,其通常包括不锈钢的内蒙皮、外蒙皮以及夹设于内蒙皮与外蒙皮之间的中间层,其中,中间层主要由硬质聚氨酯泡沫夹芯层与铝型材筋梁构成,内蒙皮、外蒙皮与中间层之间均通过大板粘接剂进行粘接,然后经过大板压机一次性热压成型,其整体板厚度在51.4mm,采用现有的这种夹心大板结构的车厢能够满足车辆的强度和刚度要求,从而能够承受车辆行驶时的震动和冲击;但是现有这种夹心大板结构,其内蒙皮、外蒙皮表面均采用喷漆处理,这就使得车辆在核洗消环境下核洗消水容易产生挂壁现象从而导致不锈钢蒙皮易被腐蚀,而不锈钢蒙皮一旦被腐蚀破损,则会导致整个车厢出现渗水和漏气现象,从而影响应急救援车辆在核洗消环境下的正常安全使用。
技术实现要素:
3.针对上述问题,本发明提供了用于核洗消环境下应急救援车的厢体大板,其能解决现有采用普通夹心结构大板的应急救援车不适用于核洗消环境的问题;为此,本发明还提供了的专门的生产工艺。
4.其技术方案是这样的:用于核洗消环境下应急救援车的厢体大板,其特征在于:其包括玻璃钢内蒙皮、玻璃钢外蒙皮和芯层,所述芯层包括大板骨架和保温板,所述保温板安装于所述大板骨架内,所述玻璃钢内蒙皮、玻璃钢外蒙皮分别覆设于所述芯层的内表面、外表面上,且所述大板骨架与琉璃钢外蒙皮之间还夹设有隔热板,所述芯层与所述玻璃钢内蒙皮之间、玻璃钢外蒙皮之间、以及所述隔热板与所述玻璃钢外蒙皮之间分别通过制板胶粘剂胶粘连接。
5.进一步的,所述大板骨架包括外周框架和支撑于外周框架内的支撑梁,所述支撑梁包括纵梁、或横梁、或纵横交错连接的纵横梁,所述支撑梁能将所述外周框架围合形成的内部空间分隔成多个容纳空间,所述容纳空间内填装有所述保温板。
6.进一步的,所述保温板与所述玻璃钢外蒙皮之间还设有工艺垫板。
7.进一步的,所述保温板为硬质聚氨酯泡沫塑料板,所述隔热板为硬质聚氯乙烯层压板。
8.进一步的,所述隔热板与所述大板骨架之间通过铆钉铆接。
9.进一步的,所述制板胶粘剂为环氧结构胶。
10.进一步的,所述大板骨架与所述玻璃钢内蒙皮以及所述玻璃钢外蒙皮接触的表面上设有沟槽。
11.用于核洗消环境下应急救援车的厢体大板的生产工艺,其特征在于:其包括以下
工艺步骤,
12.步骤一,分别进行大板骨架、玻璃钢内蒙皮、玻璃钢外蒙皮、保温板、隔热板的加工;
13.步骤二,根据大板骨架的设计尺寸,将经步骤一加工后的玻璃钢内蒙皮、玻璃钢外蒙皮、保温板、隔热板进行裁切配置;
14.步骤三,采用自动混胶设备配置制板胶粘剂;
15.步骤四,将经步骤二裁切配置好的保温板填充到大板骨架内形成芯层,采用自动涂胶机将经步骤三配置好的制板胶粘剂涂覆于芯层的两面,再将玻璃钢内蒙皮、玻璃钢外蒙皮复合到两面涂覆有制板胶粘剂的芯层上后进行包封形成坯板;
16.步骤五,将经步骤四处理后形成的坯板送入数控大板压机进行常温压制处理后制成车厢大板;
17.步骤六,将经步骤五处理后的车厢大板进行除残胶、修边、清洁处理后再冷却;
18.步骤七,将经步骤六处理后的车厢大板进行修边、及表面打磨处理,并根据设计要求进行开孔处理,再经过粘接性检查,最后对开孔进行清理后入库。
19.进一步的,所述步骤五进行常温压制处理应在环境温度≥5℃、相对湿度≤75%的状态下进行,采用的制板胶粘剂和固化剂的质量比为100:40至100:50,开放时间为当室温≥35℃时45min,室温<35℃时1h;固化48h后开板。
20.进一步的,根据工艺设计要求在经步骤四处理后形成的坯板内垫装工艺垫板,然后再将进行步骤五的处理。
21.本发明的有益效果在于:用于核洗消环境下应急救援车的厢体大板,其内蒙皮、外蒙皮均采用了耐腐蚀性强的玻璃钢材质,从而能够有效避免在核洗消环境下核洗消水产生挂壁现象,玻璃钢内蒙皮、玻璃钢外蒙皮具有较强的耐酸、耐碱和良好的抗腐蚀能力。
附图说明
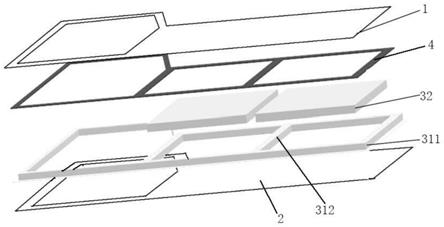
22.图1为实施例中的一种用于核洗消环境下应急救援车的厢体大板的爆炸图;
23.图2为实施例中的一种用于核洗消环境下应急救援车的厢体大板的的主视示意图;
24.图3为图2中a-a处的局部剖视图;
25.图4为图2中b-b处的局部剖视图;
26.图5为图2中c-c处的局部剖视图。
具体实施方式
27.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面对本发明实施例的技术方案作进一步的详细描述。在本说明书的描述中,参考术语“实施例”等的描述意指结合该实施例描述的具体特征、结构或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
28.需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘
制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
29.见图1至图5,本发明的一种用于核洗消环境下应急救援车的厢体大板,其包括玻璃钢外蒙皮1、玻璃钢内蒙皮2和芯层3,芯层3包括大板骨架31和保温板32,保温板32安装于大板骨架31内,玻璃钢内蒙皮2、玻璃钢外蒙皮1分别覆设于芯层3的内表面、外表面上,且大板骨架31与琉璃钢外蒙皮1之间还夹设有隔热板4,在本实施例中,隔热板4与大板骨架31之间通过铆钉铆接5,连接工艺简单且可靠,芯层3与玻璃钢内蒙皮2之间、玻璃钢外蒙皮1之间、以及隔热板4与玻璃钢外蒙皮1之间分别通过制板胶粘剂胶粘连接。
30.在本实施例中,制板胶粘剂采用的是环氧结构胶,固化后硬度可承受特强之冲击与震动,接着层具有良好之机械特性,良好之电绝缘性,能够承受温度之变动及挠曲撕剥应力。其粘合性好,气味温和,出胶流畅,粘接材料广泛,适用于金属的粘接,同时对陶瓷,石材,木材,木材,硬质玻璃钢等粘接效果也非常好,环氧结构胶经自动混胶设备配比、搅拌,混合均匀后,采用自动涂胶机构均匀施胶。粘接强度、粘接平面度均能够满足国、军标要求。
31.具体在本实施例中,大板骨架31包括外周框架311和支撑于外周框架311内的支撑梁312,支撑梁312可以设置成纵梁、或横梁、或纵横交错连接的纵横梁中的任意一种或者任意多种,具体可以根据不同的实际设计要求进行调节,支撑梁312用于加强大板骨架31的结构强度,支撑梁312能将外周框架311围合形成的内部空间分隔成多个容纳空间,容纳空间内填装有保温板32。
32.在本发明的一个实施例中,保温板32采用硬质聚氨酯泡沫塑料板制成,隔热板采用硬质聚氯乙烯层压板,具有很好的隔热保温效果。
33.在本发明的一个实施例中,保温板32与玻璃钢外蒙皮1之间还设有工艺垫板6,工艺垫板6的设置可以根据需要布置。
34.在本发明的一个实施例中,大板骨架31与玻璃钢内蒙皮2以及玻璃钢外蒙皮1接触的表面上设有沟槽7,沟槽的深度和大小以及数量,都可以根据需要设置,沟槽7使得大板骨架31与玻璃钢内蒙皮2以及玻璃钢外蒙皮1接触的表面上形成了容纳胶水的空间,从而起到更好的粘合效果。
35.在本发明的一个实施例中,玻璃钢外蒙皮1表面光亮洁净,自清洁方便,冷凝水不挂壁,抗腐蚀性强,玻璃钢蒙皮具有修复性。
36.在本发明的一个实施例中,玻璃钢内蒙皮2和玻璃钢外蒙皮1采用食品级玻璃钢。
37.在本发明的一个实施例中,厢体大板内外蒙皮表面光亮洁净,自清洁方便,应符合国家标准gb31604.8-2016《食品安全接触材料及制品总迁移量的测定》的要求。具有较强的耐酸、耐碱和抗腐蚀、抗微生物侵蚀的能力,外蒙皮的玻璃钢具有可修复性:修复后的玻璃钢无接缝,可有效防止渗水和漏气。
38.在本发明的实施例中,还提供了上述实施例中的用于核洗消环境下应急救援车的厢体大板的生产工艺,其包括以下工艺步骤,
39.步骤一,分别进行大板骨架、玻璃钢内蒙皮、玻璃钢外蒙皮、保温板、隔热板的加工;
40.步骤二,根据大板骨架的设计尺寸,将经步骤一加工后的玻璃钢内蒙皮、玻璃钢外蒙皮、保温板、隔热板进行裁切配置;
41.步骤三,采用自动混胶设备配置制板胶粘剂;
42.步骤四,将经步骤二裁切配置好的保温板填充到大板骨架内形成芯层,采用自动涂胶机将经步骤三配置好的制板胶粘剂涂覆于芯层的两面,再将玻璃钢内蒙皮、玻璃钢外蒙皮复合到两面涂覆有制板胶粘剂的芯层上后进行包封形成坯板;
43.步骤五,将经步骤四处理后形成的坯板送入数控大板压机进行常温压制处理后制成车厢大板;
44.步骤六,将经步骤五处理后的车厢大板进行除残胶、修边、清洁处理后再冷却;
45.步骤七,将经步骤六处理后的车厢大板进行修边、及表面打磨处理,并根据设计要求进行开孔处理,再经过粘接性检查,最后对开孔进行清理后入库。
46.具体在本实施例的步骤五中,进行常温压制处理应在环境温度≥5℃、相对湿度≤75%的状态下进行,采用的制板胶粘剂和固化剂的质量比为100:46,开放时间为当室温≥35℃时45min,室温<35℃时1h;固化48h后开板。
47.具体在本发明的一个实施例中,根据工艺设计要求在经步骤四处理后形成的坯板内垫装工艺垫板,然后再将进行步骤五的处理。
48.通过上述实施例的生产工艺加工得到的厢体大板,结构可靠,满足使用要求。
49.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
50.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1