一种低密度耐高温防隔热复合材料及其制备方法与流程
1.本技术涉及防隔热材料制备技术领域,尤其涉及一种低密度耐高温防隔热复合材料及其制备方法。
背景技术:
2.航空航天飞行器传统的防隔热复合材料体系,一般包含树脂基烧蚀型防隔热材料和陶瓷基非烧蚀型两大类。树脂基烧蚀型防热材料大多采用整体铺层、缠绕、编织复合等工艺方法,该方法表现在抗冲刷能力差、耐高温性能差等缺点,从而导致需对防隔热结构进行尺寸加厚,通过厚度来弥补保证长航时飞行的需求从而导致密度高重量重等缺点;而陶瓷基复合材料如陶瓷瓦或者碳化硅等复合材料,耐高温性能和抗冲刷性能好,但是其存在密度高、热振性差、脆性大等缺点,需要制备为多种小块结构进行拼接而成,结构复杂、成本高、周期长等缺点。
技术实现要素:
3.本技术提供了一种低密度耐高温防隔热复合材料及其制备方法,以解决防隔热复合材料耐高温性能差的技术问题。
4.第一方面,本技术提供了低密度耐高温防隔热复合材料,所述防隔热复合材料包括隔热层和防热层,所述隔热层和所述防热层缝合连接;所述防隔热复合材料的性能包括:密度≤0.55g/cm3,200℃下导热系数≤0.4w/(m.k),30℃经向断裂延伸率≥1%;30℃质量吸湿率≤1.5%和30℃平均线膨胀系数为3
×
10-6-6
×
10-6
mm/℃。
5.可选的,所述防热层包括多层纤维预制体和防热层树脂;所述防热层的性能包括:密度为0.65-0.75g/cm3,耐受温度≥800℃且耐温时间≥1600s。
6.可选的,所述防热层树脂的性能包括:25℃时粘度为15-45mpa
·
s,固含量为35%-45%,90℃时的固化时间≤24h和800℃时空气气氛中气凝胶灰分含量≥12%。
7.可选的,所述防热层树脂的制备方法包括:
8.将硼酚醛树脂粉碎,得到硼酚醛树脂颗粒;
9.将所述硼酚醛树脂颗粒和第一稀释剂混合,所述硼酚醛树脂颗粒和所述第一稀释剂的质量比为1:1-1.5,得到第一混合溶液,所述第一混合溶液的质量为m1;
10.将所述第一混合溶液进行搅拌,以使所述硼酚醛树脂颗粒溶解,得到第二混合溶液,所述第二混合溶液的质量为m2。
11.将第二稀释剂加入所述第二混合溶液中,以使所述硼酚醛树脂颗粒完全溶解,得到第二混合溶液,所述第二稀释剂的质量为m1-m2;
12.将粉料研磨与改性,得到粒径<5.5μm的改性粉料;
13.将所述第二混合溶液、所述改性粉料和b80树脂混合,所述第二混合溶液、所述改性粉料和所述b80树脂质量比为2-2.5:1-2:0.4-0.6,得到第三混合溶液,所述第三混合溶液的质量为m3;
14.将所述第三混合溶液搅拌至混合均匀,得到第四混合溶液,所述第四混合溶液的质量为m4;
15.将第三稀释剂加入所述第四混合溶液中,得到防热层树脂,所述第三稀释剂的质量为m3-m4。
16.可选的,所述隔热层包括多层网胎空心结构的纤维预制体和隔热层树脂。
17.可选的,所述隔热层树脂的性能包括:不溶物含量:12-16%;25℃时的粘度为300-400mpa
·
s;150℃的凝胶时间为110-150s和游离酚含量<10%。
18.可选的,所述隔热层树脂的制备方法包括:
19.将苯酚、甲醛、催化剂加入到反应釜中,梯度升温并进行回流反应,得到第一混合料;
20.将有机硅前驱体和硼酸催化剂加入所述第一混合料中继续反应,后升温并真空脱水干燥,得到第二混合料;
21.将有机溶剂加入所述第二混合料,以使所述第二混合料进行溶解,得到固含量≥40%的隔热层树脂。
22.第二方面,本技术提供了第一方面所述的防隔热复合材料的制备方法,所述方法包括:
23.得到多层网胎空心结构的纤维预制体;
24.将多层网胎空心结构的所述纤维预制体进行lrtm注胶和预固化;得到预固化隔热层坯体;
25.将多层纤维预制体用防热层树脂进行浸润,得到防热层坯体;
26.将所述防热层坯体中的所述多层纤维预制体与所述预固化隔热层坯体进行缝合,得到防隔热坯体;
27.将所述防隔热坯体进行全固化和干燥后处理,得到防隔热复合材料。
28.可选的,所述隔热层树脂的固化方式包括:第一段固化、第二段固化、第三段固化和保温固化;所述第一段固化的目标温度范围为80-90℃,所述第一段固化的升温速率5-10℃/h;所述第二段固化的目标温度范围为100-120℃,所述第二段固化的升温速率10-15℃/h;所述第三段固化的目标温度范围为140-160℃,所述第三段固化的升温速率15-20℃/h。
29.第三方面,本技术提供了第一方面所述的防隔热复合材料的制备方法,所述方法包括:
30.得到多层网胎空心结构的纤维预制体;
31.将多层网胎空心结构的所述纤维预制体与防热层进行缝合,得到防隔热坯体;
32.将所述防隔热坯体进行lrtm注胶、预固化、全固化和干燥后处理,得到防隔热复合材料。
33.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
34.本技术实施例提供的该方法,低密度耐高温防隔热复合材料,所述防隔热复合材料包括隔热层和防热层,通过构建不同性能的隔热层和防热层,所述隔热层和所述防热层缝合连接,再进行低密度lrtm成型及共固化工艺技术,使所述防隔热复合材料具有优先的性能,包括:密度≤0.55g/cm3,200℃下导热系数≤0.4w/(m.k),30℃经向断裂延伸率≥1%;30℃质量吸湿率≤1.5%;30℃平均线膨胀系数3
×
10-6-6
×
10-6
mm/℃,解决了现有防
隔热复合材料耐高温性能差的技术问题。
附图说明
35.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
36.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
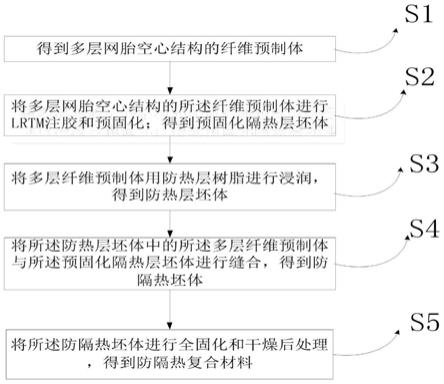
37.图1为本技术实施例提供的一种防隔热复合材料的制备方法的流程示意图;
38.图2隔热层树脂固化后的气凝胶碳化收率;
39.图3隔热层树脂固化后的气凝胶灰分含量;
40.图4隔热层树脂p25不同固含量的树脂凝胶后的微观结构图;
41.图5不同固化温度对隔热层树脂p25凝胶后的微观结构图;
42.图6为隔热层树脂p25的粘度随温度变化曲线;
43.图7酚醛树脂非等温dsc曲线;
44.图8为实施例2提供的防热层树脂在不同温度下的粘度-时间曲线;
45.图9为实施例2提供的防热层树脂的粘度温度曲线;
46.图10测试样板m1的外壁温度和内壁温度随时间变化曲线图;
47.图11测试样板m2的外壁温度和内壁温度随时间变化曲线图;
48.图12测试样板p1的外壁温度和内壁温度随时间变化曲线图;
49.图13测试样板p2的外壁温度和内壁温度随时间变化曲线图;
50.图14为测试小板经处理后的碳化层厚度。
具体实施方式
51.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
52.第一方面,本技术提供了低密度耐高温防隔热复合材料,所述防隔热复合材料包括隔热层和防热层,所述隔热层和所述防热层缝合连接;所述防隔热复合材料的性能包括:密度≤0.55g/cm3,200℃下导热系数≤0.4w/(m.k),30℃经向断裂延伸率≥1%;30℃质量吸湿率≤1.5%;30℃平均线膨胀系数为3
×
10-6-6
×
10-6
mm/℃。
53.所述隔热层和所述防热层缝合连接可以为:三层编织体之间以及编织体与针刺毡均采用贯穿的缝合方式进行连接。经向和纬向缝合的间距、针距、行距均为20mm-25mm之间,不超过30mm。
54.本技术实施例中,防热层由石英编织体+瓷化树脂构成,隔热层由石英针刺毡+纳米微孔树脂体系构成;充分利用树脂基复合材料的优点和陶瓷基复合材料的特点,在树脂基复合材料体系的基础上,通过增加陶瓷基复合材料的部分成分实现防热层的微量烧蚀结构,隔热层材料则重复利用树脂基纳米复合材料的空心结构实现高温隔热下的低热导率和
低密度轻质化需求。复合材料防隔热结构一般是热-力双功能服役,纤维织物是连续的,优选的,连续纤维如布带或编造体在成型方向上为连续结构,不使用短纤维结构形式。防热层纤维预制体一般采用预浸布带或者2.5d/3d编织体连续结构。复合材料防隔热层成型后是外型面自动铺放、缠绕、编织装模固化成型后不加工,从而保证防热层的结构连续及高温动态性能好、高温动态刚度好、塑性好脆性低等,规避短纤维复合材料的多种缺陷。
55.在一些实施方式中,所述防热层包括多层纤维预制体和防热层树脂;所述防热层的性能包括:密度为0.65-0.75g/cm3,耐受温度≥800℃,耐温时间≥1600s。
56.具体地,防热层的多层纤维预制体分别采用三层1mm/2mm/3mm的2.5d石英纤维编制体+三层网格布组合而成,最内侧为1mm、最外侧为3mm、中间层为2mm,每两层编制体之间夹杂一层厚度0.1-0.2mm的石英网格布,最内侧编制体与针刺毡之间也可以采用一层0.1-0.2mm石英纤维网格布。
57.在一些实施方式中,所述防热层树脂的性能包括:25℃时粘度为15-45mpa
·
s,固含量为35%-45%,90℃时的固化时间≤24h,800℃时空气气氛中气凝胶灰分含量≥12%。
58.具体地,可以使防热层表面在受到高温粒子冲刷时,表现出低烧蚀的良好耐烧蚀性能,预浸料为黑色;硼酚醛树脂可以为thc-400硼酚醛树脂粉,将制备出的半瓷化的防热层树脂放入铁桶内密封保存。
59.在一些实施方式中,所述防热层树脂的制备方法包括:
60.将硼酚醛树脂粉碎,得到硼酚醛树脂颗粒;
61.将所述硼酚醛树脂颗粒和第一稀释剂混合,所述硼酚醛树脂颗粒和所述第一稀释剂的质量比为1:1-1.5,得到第一混合溶液,所述第一混合溶液的质量为m1;
62.将所述第一混合溶液进行搅拌,以使所述硼酚醛树脂颗粒溶解,得到第二混合溶液,所述第二混合溶液的质量为m2。
63.将第二稀释剂加入所述第二混合溶液中,以使所述硼酚醛树脂颗粒完全溶解,得到第二混合溶液,所述第二稀释剂的质量为m1-m2;
64.将粉料研磨与改性,得到粒径<5.5μm的改性粉料;
65.将所述第二混合溶液、所述改性粉料和b80树脂混合,所述第二混合溶液、所述改性粉料和所述b80树脂质量比为2-2.5:1-2:0.4-0.6,得到第三混合溶液,所述第三混合溶液的质量为m3;
66.将所述第三混合溶液搅拌至混合均匀,得到第四混合溶液,所述第四混合溶液的质量为m4;
67.将第三稀释剂加入所述第四混合溶液中,得到防热层树脂,所述第三稀释剂的质量为m3-m4。
68.第一稀释剂、第二稀释剂和第三稀释剂包括但不限于异丙醇;改性的方式可以用耐高温偶联剂进行改性,耐高温偶联剂可以为kbm-303环氧硅烷偶联剂。
69.在一些实施方式中,所述隔热层包括多层网胎空心结构的纤维预制体和隔热层树脂。
70.具体地,隔热层的多层网胎空心结构的纤维预制体:采用石英针刺毡结构形式,石英针刺毡采用多层网胎结构,按照同时满足隔热条件情况下,同时实现较好的压缩强度以及与防热层的缝合强度,石英针刺毡采用单层1mm/2mm/3mm的网胎结构,通过多层叠加而
成;为提高效率也可采用多层3mm/4mm/5mm的网胎铺设而成,网胎之间增加0.06-0.1mm的石英网格布(网格布采用平纹布、斜纹布、缎纹布等);进行针刺毡制备时考虑一定的压缩量10%-20%之间,以保证力学性能、隔热性能、缝合连接及压缩贴模性。
71.本技术实施例中,隔热层的针刺毡及防热层所采用的机织布编织体为b型石英纤维和c型石英纤维两种,其中b型石英纤维含量大于99%,c型石英纤维含量大于95%。内层针刺毡采用c型石英纤维,其密度为0.18-0.22g/cm3,体积含量需充分结合树脂体系的固化特性,实现注胶后的收缩压缩量为5%-10%;内层针刺毡可采用整体机织形式,可以采用2-5mm厚的石英网胎形式,其优点是效率高均匀性好质量一致性好;网胎的结构形式实现可调整,如12mm(4+4+4/3+3+3+3+)厚的针刺毡可由三层4mm或者四层3毫米的网胎构成,17(5+4+4+4/5+3+3+3+3)mm厚针刺毡可由3层4mm+1层5mm共4层网胎构成,或者由4层3毫米+1层5mm共5层网胎构成,网胎之间可添加也可不添加网格布,依据压缩强度进行适当调整。在不影响效率的前提下,也可以采用多层1mm或者2mm的网胎多层结构复合而成。外层防热层4-6mm石英编织体2.5d机织布,采用b型石英纤维和c型石英纤维两种混合而成,最外一层2mm编织体采用b型石英纤维机织成为2.5d石英编织体,中间两层2mm,共4mm编织体;采用c型石英纤维机织而成为2.5d石英编织体,编织体之间及编织体与针刺毡之间缝合及包覆则采用石英纤维网格布。两种石英纤维机织布2.5d编织体的纤维体积含量为30%-50%,优选的,按照35%-45%含量进行。
72.隔热层树脂,根据隔热层综合密度进行一定的比例设计,同时在固化过程中添加乙醇或异丙醇、并添加一定量的某高温阻燃剂,保证固化后形成需要的一定直径范围内的纳米微珠孔隙环境,同时满足疏水性条件(即室温储存和湿度环境条件下达到不吸水不吸潮的目标)。
73.在一些实施方式中,所述隔热层树脂的性能包括:不溶物含量:12-16%;25℃时的粘度为300-400mpa
·
s;150℃的凝胶时间为110-150s;游离酚含量<10%。
74.在一些实施方式中,所述隔热层树脂的制备方法包括:
75.将苯酚、甲醛、催化剂加入到反应釜中,梯度升温并进行回流反应,得到第一混合料;
76.将有机硅前驱体和硼酸催化剂加入所述第一混合料中继续反应,后升温并真空脱水干燥,得到第二混合料;
77.将有机溶剂加入所述第二混合料,以使所述第二混合料进行溶解,得到固含量≥40%的隔热层树脂。
78.具体地,有机溶剂可以为异丙醇。
79.隔热层树脂为p30/p25树脂,制备工艺过程如下:
①
树脂低聚物合成:将苯酚、甲醛、催化剂按照一定比例加入到反应釜中,梯度升温至90℃,回流反应3h;
②
杂化反应:将有机硅前驱体加入到反应釜中,加入一定量的硼酸催化剂,95℃下继续反应3h,中止反应。升温至140℃真空脱水干燥;
③
树脂配置:将一定量的异丙醇加入到反应釜中,对树脂进行重新溶解,控制树脂的固含量为60%,放入塑料桶内密封充氮气保存。使用时,将隔热层树脂稀释:按照p25树脂的40%固含量要求,对树脂溶液进行稀释,然后加入1%的催化剂;需要密封保存;杂化反应和树脂稀释为核心关键工序。
80.lrtm注胶所采用的p30树脂为发泡低密度酚醛树脂,该树脂溶解于异丙醇溶剂中,
形成浓度为30%的树脂溶液p25体系,溶剂在后续工艺过程中要通过工艺控制让其排除,以便在复合材料内部形成微孔。湿凝胶经过常压干燥工艺之后,是得到完整的块体结构,还是体积严重收缩或者结构坍塌而形成破碎的颗粒。当形成的聚合物簇太小时,溶胶-凝胶反应后的骨架结构将在常压干燥过程中发生塌陷;当聚合物簇太大时,凝胶反应后将得到颗粒状沉淀而不是块体的结构。因此,控制聚合簇的大小对于常压干燥制备出完整的气凝胶块体结构是非常重要的。在我们前期的研究中,考察了不同杂化树脂分子量、树脂与固化剂质量比(p/h)、催化剂和不同酚醛树脂浓度对有机气凝胶成型的影响,从而优化得到目前的p25树脂体系。
81.p25树脂注胶完成后的针刺毡隔热层要在密封条件下,90℃保温预固化处理12小时,此工艺过程的目的是让p25树脂分子链有一定程度的交联,形成一定刚性,以增加隔热层的刚度,为后共固化工序提供支撑;此工艺过程中点要保证模具密封,防止异丙醇挥发流失影响后续隔热层空隙的形成。
82.p25树脂固化过程中主要为酚醛树脂与固化剂(六亚甲基四胺)的固化反应,可以在固化时添加固化剂,固化剂在线型酚醛树脂的固化反应中兼具“催化剂”和“交联剂”的双重作用。
83.第二方面,本技术提供了第一方面所述的防隔热复合材料的制备方法,如图1所示,所述方法包括:
84.s1.得到多层网胎空心结构的纤维预制体;
85.s2.将多层网胎空心结构的所述纤维预制体进行lrtm注胶和预固化;得到预固化隔热层坯体;具体地,多层网胎空心结构的所述纤维预制体用隔热层树脂进行浸润、lrtm注胶和预固化。
86.s3.将多层纤维预制体用防热层树脂进行浸润,得到防热层坯体;
87.s4.将所述防热层坯体中的所述多层纤维预制体与所述预固化隔热层坯体进行缝合,得到防隔热坯体;
88.s5.将所述防隔热坯体进行全固化和干燥后处理,得到防隔热复合材料。
89.本技术实施例中,内层隔热材料结构通过低密度lrtm注胶半固化复合,外层防热材料结构通过石英编织体浸润树脂进行半固化复合,内层隔热层和外层防热层在半固化状态下通过贯穿缝合连接后共固化成型。优先保证防热层可瓷化树脂纤维固化成型性能,规避树脂固化过程中流失到内隔热层;同时保证防热层编织体与内层针刺毡隔热层之间较好的缝合工艺性。
90.本技术实施例中,固化和预固化使可以添加固化剂,酚醛树脂与固化剂(六亚甲基四胺)的固化反应,醛树脂分子链之间相互交错连接形成交联度较低的酚醛树脂齐聚物,在溶剂化作用下,低交联度的齐聚物进一步聚合得到溶胶粒子。溶胶粒子在溶剂中发生相分离,在范德华力作用下相互堆积聚集,形成具有多孔网络结构的湿凝胶。此外,我们创新性地采用低成本的常压干燥实现了纳米多孔化结构的酚醛气凝胶的制备,避免了使用超临界干燥工艺带来的成本增加。
91.具体地,防热层树脂与多层纤维预制体的配合工艺:多层纤维预制体包括三层编织体,三层编织体所对应的树脂可以分别采用不同综合热物理力学性能的改性酚醛树脂进行组合,最内层采用传统的低密度耐高温改性酚醛树脂,根据环境条件的不同中间层采用
一定比例的中瓷化/低瓷化酚醛树脂,最外层采用一定比例的高瓷化/中瓷化酚醛树脂组合而成,提高防热性能的同时降低密度和提高高温下的动态刚度和足够的力学性能,同时实现较好的工艺方式。
92.具体地,防热层编织体及网格布在缝合前先进行树脂浸润后凉至半干后低温储存,干燥程度的原则是树脂不流动且处于软化状态,以便于后续的缝合工序开展;树脂如果流动会导致性能受损,干燥时间过长树脂变硬则不利于缝合。树脂浸润方式可采用人工刷胶、机械刷胶、浸泡刷胶等多种方式;瓷化树脂则需将树脂充分搅拌均匀后方可进行刷胶编织体预制体的制备,以防止刷胶的均匀性及颗粒物沉降等带来的综合性能差异及性能降低等缺陷。
93.在一些实施方式中,所述隔热层树脂的固化方式包括:第一段固化、第二段固化、第三段固化和保温固化;所述第一段固化的目标温度范围为80-90℃,所述第一段固化的升温速率5-10℃/h;所述第二段固化的目标温度范围为100-120℃,所述第二段固化的升温速率10-15℃/h;所述第三段固化的目标温度范围为140-160℃,所述第三段固化的升温速率15-20℃/h。
94.第三方面,本技术提供了第一方面所述的防隔热复合材料的制备方法,所述方法包括:
95.s1.得到多层网胎空心结构的纤维预制体;
96.s2.将多层网胎空心结构的所述纤维预制体与防热层进行缝合,得到防隔热坯体;
97.s3.将所述防隔热坯体进行lrtm注胶、预固化、全固化和干燥后处理,得到防隔热复合材料。
98.在一些实施方式中,进行树脂浸润之后,可以进行烘干和/或预固化,以控制防热层树脂的流动性。
99.本技术实施例中,内层隔热材料石英针刺毡先不固化,外层防热材料结构通过石英编织体浸润树脂进行半固化复合,然后将外层半固化防热层通过石英纤维线缝合到内层针刺毡;然后对内外层同时进行内层树脂的lrtm注胶后,先按照内层树脂体系特性进行半固化后,最终结合内外层树脂的共同特性进行高温共固化复合而成。本方法优先保证外防热层可瓷化树脂纤维固化成型性能,实现内隔热层+外防热层整体融合界面,一定程度上利用内层树脂的综合防隔热性能,使内层酚醛树脂主要成分全部覆盖内外层纤维和针刺毡。
100.本方法的成型工艺过程:
101.1)内层针刺毡铺设到位(设计了2mm左右的补充压缩量),不进行注胶;
102.2)缝合第1层2mm预浸料编织体,配合4mm工艺蒙皮;
103.3)缝合第2层2mm预浸料编织体,配制2mm工艺蒙皮);
104.4)缝合第3层2mm预浸料编织体;
105.5)注胶内层针刺毡树脂;
106.6)加热90度后进行预固化,然后加热到160度进行整体全固化。
107.本方法成型工艺优点:
108.1)外层防热层编织体预浸料进行了多次半固化,采用了两次工艺蒙皮,通过两次外层编织体预固化,有利于维持防热层的外形;
109.2)内层针刺毡铺设时,提前考虑足够的压缩量;
110.3)内层注胶后,内层树脂低压过程中充满了内层针刺毡,高压过程中覆盖了外层预固化编织体;内外层纤维被树脂整体覆盖,整体性较好;
111.4)固化后隔热层与防热层之间的界面全部通过树脂填充,同时缝合线也被树脂覆盖;
112.5)防热层编织体全固化过程中的贫胶及褶皱缺陷可以被树脂填充覆盖;
113.6)防热层编织体预浸料半固化过程中,采用了旋转措施,保证了外防热层树脂的均匀性,规避了树脂在0-90
°
升温过程中粘性下降树脂流动导致的不均匀性。
114.在本技术一个实施例中,防热层的编织体在与防热层树脂进行人工刷胶或者是机械式浸泡与机械式刷胶,刷胶次数按照体积重量分配,刷胶工艺可以包括:刷胶次数不少于3次,不多于6次以保证刷胶的树脂含量充分且均匀;刷胶后室温情况下保证晾干时间不少于24小时,或30℃情况下18小时,或者按照总温度时间为500℃
×
h(度
×
小时)后,进行与内部针刺毡进行缝合,全部缝合后按照80℃
±
5℃情况下保温2h,升降温速率控制在25℃/h
±
5℃/h;在完成内层树脂注胶预固化相关制度参数后,内外层固化方式可以为抽真空固化,其固化温度时间工艺参数可以为:固化温度30
°
(升温3h)-90
°
(保温1h,升温1h)-120
°
(保温4h,升温1h)-155
°
(保温1h,升温1h)-随炉降温至不高于室温30
°
出炉;或者固化温度时间工艺参数为:固化温度为持续升温90
°
,温升时间为10
°
/h;后续升温到120
°
,温升时间按15
°
/h;后续升温到160
°
,温升时间按照20
°
/h,保温时间按照8小时。
115.在一些实施方式中,防隔热复合材料的又一制备方法还可以包括:依次进行缝合外层干纤维状态下的编织体(外层编织体不进行树脂浸润)、内层隔热层lrtm注胶及预固化、外层隔热层hrtm注胶及预固化、高温共固化内层隔热层和外层防热层和燥后处理内外层;本方案在外部环境要求不高、树脂性能可以充分满足一定的轻质化情况下,内外层采用同一树脂,干纤维状态下缝合后进行整体rtm注胶,但是考虑到轻质化以及不同树脂的性能优劣差异,本方案作为备选制备方法,适用于比较低端的环境。
116.本技术实施例中,针刺毡还是按照网胎结构进行制备,外三层编织体按照从内到外进行逐层缝合;采用相应的压力的注胶方案,如采用内隔热层所用的p30/fam/mf6000树脂体系则采用低压0.1mpa的压力进行lrtm注胶,如采用外防热层所用的whbs20/whbs10树脂体系则采用0.5-0.8mpa的压力进行中高压rtm注胶,且均需增加适当容积的溢胶罐;注胶完成后进行固化的过程中,按照90℃-100℃低温预固化
‑‑
120℃-130℃中温共固化
‑‑
排气
‑‑
160℃高温共固化,120℃-130℃中温共固化后可以进行排气;最后进行干燥机后处理,经过验证表面,如采用内隔热层所用的p30/fam/mf6000树脂体系进行lrtm注胶共固化,其疏水性非常好优点非常明显,小板经过浸泡24小时后完全不吸湿也不吸水;如果采用外防热层所用的whbs20/whbs10树脂体系中高压rtm注胶共固化,可以进行真空吸附后涂抹环氧树脂进行疏水性处理,后者所形成的孔隙结构因瓷粉微珠较多其周边无法形成完整的孔隙结构,可以进一步改善这种现象;如后进行针刺毡的p30/fam/mf6000树脂体系lrtm注胶后与外防热层编织体/whbs20/whbs10树脂体系进行高温共固化,可以不进行疏水性处理,原因是由于内层树脂体系后注胶固化过程中,树脂覆盖了整个编织体填充了编织体所有空间包含编织体自身层间以及与针刺毡的界面之间,形成了较为致密的纳米孔隙结构而可以有效阻止常温下外部的气体渗透与水分子进入。
117.下面将结合实施例、对比例及实验数据对本发明的方法进行详细说明。
118.实施例1
119.一种隔热层树脂的制备方法,包括以下步骤:
120.s1.将苯酚、甲醛、催化剂加入到反应釜中,梯度升温并进行回流反应,得到第一混合料,具体地,梯度升温至90℃,回流反应3h;
121.s2.将有机硅前驱体和硼酸催化剂加入所述第一混合料中继续反应,后升温并真空脱水干燥,得到第二混合料,具体地,95℃下继续反应3h。中止反应,升温至140℃真空脱水干燥;应确保树脂配比正确,反应时间充分、干燥充分。
122.s3.将有机溶剂加入所述第二混合料,以使所述第二混合料进行溶解,得到固含量≥40%的隔热层树脂,具体地,将一定量的异丙醇加入到反应釜中,对树脂进行重新溶解,控制树脂的固含量为60%,放入塑料桶内密封充氮气保存;按照p25树脂的40%固含量要求,对树脂溶液进行稀释,然后加入1%的催化剂,确保树脂固含量为40
±
5%,需要对准备称取稀释剂重量,并对固含量进行多次测量;将制备出的树脂放入塑料桶内密封保存。
123.本工艺需要使用的设备及仪器有:反应釜、搅拌器、电子秤、玻璃反应釜、烘箱、温度计、计时器等。
124.树脂检验项目及方法:产品按批检验。每批产品都应检查外观、树脂密度、树脂粘度和树脂固含量。具体检验方法如下:
125.①
外观的测定:树脂的外观以目视测定。
126.②
密度的测定:采用称重法,检测方法参见gb/t 15223-2008《塑料液体树脂用比重瓶法测定密度》。具体操作为:采用100ml的量筒(已标定),称取100ml体积的树脂,25℃房间内测其重量,实测密度为0.92g/cm3。
127.③
粘度的测定:采用旋转粘度计法测量树脂粘度,检测方法参见gjb 1059.2-90《烧蚀材料用酚醛树脂粘度测试方法》。华理具体操作为:采用美国brookfield dveslvtj0粘度计进行测量,测试温度25.2℃,62号转子,60rpm转速,实测粘度为28mpa
·
s。
128.④
树脂固含量的测定:检测方法参见gjb 1059.1-90《烧蚀材料用酚醛树脂固体含量测试方法》。具体操作为:称取约10.00g树脂,置于直径为100mm、高为10mm的玻璃皿中,放入50℃鼓风恒温烘箱内加热6h,120℃鼓风恒温烘箱内加热6h。取出玻璃皿,称重,计算得出固含量指标,如表1所示。
129.表1p25树脂固含量。
130.测量次数1234567平均值固含量(%)40.340.240.540.240.739.840.340.3
131.⑤
树脂溶胶-凝胶时间的测定:采用密闭玻璃容器置于90℃烘箱中,定时记录树脂状态,得到树脂溶胶-凝胶时间。12h后,树脂开始凝胶;24h后,树脂完全固化。
132.⑥
气凝胶密度的测定:将树脂置于密闭的玻璃容器里,在90℃的温度下,保温24h使其溶胶-凝胶,将玻璃容器密封盖去掉,将溶胶-凝胶的产物在50℃干燥12h、90℃干燥48h得到气凝胶。破坏玻璃容器,取出气凝胶,打磨气凝胶上下表面使其平整光滑,采用密度=质量/体积的计算公式,计算得到气凝胶的密度,树脂凝胶干燥的密度为0.35
±
0.05g/cm3。
133.⑦
气凝胶热分解温度及热分解残留率:采用热重分析(tga)法测试。将凝胶完全干燥好的树脂用研钵粉碎成细颗粒,再置于85℃的干燥箱中烘2h,然后在干燥器中冷却至室温,立即用干燥的小玻璃瓶密封存放待测。用热重分析仪(petga4000)进行分析,测试条件
为:n2气氛(30ml/min),升温速率5℃/min,室温~800℃,读取热分解残留率,即为气凝胶分解残碳率(%),收率为58-59%,如图2所示。
134.用热重分析仪(petga4000)进行分析,测试条件为:空气气氛(30ml/min),升温速率5℃/min,室温~800℃,读取热分解残留率(%),即为气凝胶灰分含量(%),所测结果为13-14%,如图3所示。
135.在烧蚀-隔热应用过程中,孔隙结构特别是孔径越小,隔热性能越佳,此外孔径越小,越有利于抑制空气在孔内的扩散,提升材料的耐烧蚀性能。从结构控制的角度出发,在相同的固含量下,使得凝胶颗粒减小,越有利于提升材料的烧蚀隔热性能,如图4所示。然而在干燥过程中,颗粒越小、孔径越小,毛细管力越大,越容易导致凝胶干燥收缩。因此,一般都是通过优化pf30的树脂组成,使得凝胶在确保常压干燥过程中低收缩的情况下,使得凝胶颗粒尽可能减小。
136.在p25加热固化过程中,随着温度的增加,聚合反应速度逐渐增加,导致溶胶-凝胶转变时间大幅缩短,如图5所示,140℃温度下2h就已经形成了很硬的凝胶,而90℃下溶胶-凝胶时间约在10h左右,进一步老化至24h,凝胶结构基本稳定。此外,固化温度越高,凝胶的颗粒越大,隔热性能相对变差。因此,我们一般推荐90℃为较优的固化温度。p25树脂随着温度的降级,粘度逐渐增加,如图6所示,在25℃下粘度为30cps,室温条件下,p25非常容易实现注射成型。
137.将检测的隔热层树脂即纳米孔杂化酚醛树脂(p25)的性能如表2所示。
138.表2纳米孔杂化酚醛树脂(p25)的性能。
[0139][0140]
由表2可知,本技术的隔热层树脂的性能包括:不溶物含量:12-16%;25℃时的粘度为300-400mpa
·
s;150℃的凝胶时间为110-150s;游离酚含量<10%,符合制备隔热层的
要求。
[0141]
实施例2
[0142]
一种防热层树脂的制备方法,包括以下步骤:
[0143]
s1.将硼酚醛树脂粉碎,得到硼酚醛树脂颗粒;
[0144]
s2.将所述硼酚醛树脂颗粒和第一稀释剂混合,所述硼酚醛树脂颗粒和所述第一稀释剂的质量比为1:1-1.5,得到第一混合溶液,所述第一混合溶液的质量为m1;
[0145]
s3.将所述第一混合溶液进行搅拌,以使所述硼酚醛树脂颗粒溶解,得到第二混合溶液,所述第二混合溶液的质量为m2;
[0146]
s4.将第二稀释剂加入所述第二混合溶液中,以使所述硼酚醛树脂颗粒完全溶解,得到第二混合溶液,所述第二稀释剂的质量为m1-m2;
[0147]
s5.将粉料研磨与改性,得到粒径<5.5μm的改性粉料,具体地,将粉料放入球磨机中球磨。用耐高温偶联剂溶液改性处理球磨后的粉料120
±
10min,处理完毕后放入温度100℃的烘箱内干燥120
±
10min,取出备用;
[0148]
s6.将所述第二混合溶液、所述改性粉料和b80树脂混合,所述第二混合溶液、所述改性粉料和所述b80树脂质量比为2-2.5:1-2:0.4-0.6,得到第三混合溶液,所述第三混合溶液的质量为m3;可以将硼酚醛树脂溶液与b80树脂及陶瓷粉料混合,质量比为(2-2.5):(1-2):(0.4-0.6),搅拌器搅拌使树脂混合均匀。过程控制:应确保树脂配比正确,瓷粉搅拌充分,树脂体系均匀。
[0149]
s7.将所述第三混合溶液搅拌至混合均匀,得到第四混合溶液,所述第四混合溶液的质量为m4;
[0150]
s8.将第三稀释剂加入所述第四混合溶液中,得到防热层树脂,所述第三稀释剂的质量为m3-m4。
[0151]
所需设备仪器情况:本工艺需要使用的设备及仪器有:粉碎机、搅拌器、电子秤、行星式球磨机、烘箱、温度计、计时器等。
[0152]
树脂性能检测
[0153]
①
粉料粒径分布检测:本工艺所使用的粉料,其粒度及分布检测方法参见gb/t 19077.1-2008《粒度分析激光衍射法》中第一部分,检测结果见表3。
[0154]
表3粉料粒径分布检测原始数据
[0155]
计次粒径分布d50(μm)14.64424.15934.06344.93754.966平均值4.554
[0156]
②
不溶物含量检测:本工艺制备的防热层树脂,即wbfc-20半瓷化树脂采用抽滤法测量不溶物含量,检测方法参见frc 01-2018《微瓷化树脂粉含量及树脂含量测试方法》,检测记录见表4。
[0157]
表4 wbfc-20树脂粉含量检测原始数据。
[0158][0159]
③
树脂含量检测:本工艺制备的wbfc-20半瓷化树脂采用烘焙法及抽滤法测量树脂含量,检测方法参见frc 01-2018《微瓷化树脂粉含量及树脂含量测试方法》,检测记录见表5。
[0160]
表5 wbfc-20树脂的树脂含量检测原始数据。
[0161]
[0162][0163]
④
游离酚含量检测:本工艺制备的wbfc-20半瓷化树脂的游离酚含量检测方法参见frc 02-2018《微瓷化树脂游离酚含量测试方法》,检测结果见表6。
[0164]
表6wbfc-20树脂游离酚含量测试原始数据。
[0165]
计次游离酚含量(%)16.3726.5736.4146.5656.17平均值6.42
[0166]
⑤
树脂凝胶时间检测:本工艺制备的wbfc-20半瓷化树脂的凝胶时间检测方法参见frc 03-2018《微瓷化树脂凝胶时间测试方法》,检测结果见表7。
[0167]
表7wbfc-20树脂凝胶时间测试原始数据。
[0168]
计次时间(s)11322143313041375141平均值137
[0169]
⑥
树脂粘度检测:本工艺制备的wbfc-20半瓷化树脂采用旋转粘度计法测量树脂粘度,检测方法参见frc04-2018《微瓷化树脂粘度测试方法》,检测结果见表6。
[0170]
表8wbfc-20树脂粘度测试原始数据。
[0171][0172]
表9 wbfc-20树脂的测试指标及实测结果。
[0173]
检测项目指标范围实测结果粉料粒径分布(μm)d50《5.54.554不溶物含量(%)14
±
213.88树脂含量(%)52
±
353.09游离酚含量(%)《106.42150℃凝胶时间(s)130
±
2013725℃树脂粘度(mpa
·
s)350
±
50353
[0174]
由表3-表9可知,本技术制得的wbfc-20树脂,即防热层树脂的性能包括:25℃时粘度为15-45mpa
·
s,固含量为35%-45%,90℃时的固化时间≤24h,800℃时空气气氛中气凝胶灰分含量≥12%。
[0175]
防热层树脂在热固性酚醛树脂的基础上提出的,因此可陶瓷化树脂的固化机理与热固性酚醛树脂基本相同,热固性酚醛树脂在热固化过程中所发生的物理化学反应比较复杂,概括来说,羟甲基与其他苯环上的活泼氢缩合,形成由亚甲基桥连,酚羟基与酚醇缩合成醚键,酚醇与酚醇之间缩合成醚键,形成交联网状结构,随着固化时间增加,分子链交联程度越来越高。防热层树脂可以为半瓷化和微瓷化两种改性酚醛树脂wbfc-20/wbfc-10,其粘度与树脂的固化过程中发生的物理化学变化密切相关,从图7树脂的dsc曲线可以看出,热流率dh/dt(单位毫焦/秒)为纵坐标,以温度t为横坐标,可以测定多种热力学和动力学参数,在前期,树脂均有一个向下的吸热峰,这是由于树脂中的溶剂、小分子的挥发导致对应图8中树脂的粘度时间曲线,图8a为wbfc-20树脂在90℃温度下的粘度-时间曲线图;图8b为wbfc-20树脂在100℃温度下的粘度-时间曲线图;图8c为wbfc-20树脂在110℃温度下的粘
度-时间曲线图;图8d为wbfc-20树脂在120℃温度下的粘度-时间曲线图;图8e为wbfc-20树脂在130℃温度下的粘度-时间曲线图;前期粘度略有升高的现象,随着固化时间的增加,树脂体系中固化交联程度越来越高,会使得树脂粘度升高,这是树脂的化学增粘机制,另一方面,从dsc可以看出,树脂发生固化反应会放出大量热量,使体系温度升高,这又会导致树脂体系粘度降低,这与树脂体系的粘度温度曲线相对应,如图9所示,这是树脂体系的物理减粘机制,因此树脂体系在固化过程中的粘度变化是化学增粘机制与物理减粘机制的耦合作用,随着固化时间的推移,交联密度的增加,物理减粘作用越来越弱,化学增粘越来越强烈,最终在树脂体系中的粘度时间曲线中变现为粘度剧烈升高,得到固化温度可以为持续升温90℃,温升时间为10℃/h;后续升温到120℃,温升时间按15℃/h;后续升温到160℃,温升时间按照20℃/h,保温时间按照8小时。
[0176]
实施例3
[0177]
一种防隔热复合材料的制备方法,所述方法包括以下步骤:
[0178]
s1.得到多层网胎空心结构的纤维预制体;
[0179]
s2.将多层网胎空心结构的所述纤维预制体进行lrtm注胶和预固化;得到预固化隔热层坯体,其中,多层网胎空心结构的所述纤维预制体用隔热层树脂进行浸润;
[0180]
s3.将多层纤维预制体用防热层树脂进行浸润,得到防热层坯体;
[0181]
s4.将所述防热层坯体中的所述多层纤维预制体与所述预固化隔热层坯体进行缝合,得到防隔热坯体;
[0182]
s5.将所述防隔热坯体进行全固化和干燥后处理,得到防隔热复合材料。
[0183]
本方法的具体实施过程包括:
[0184]
1)得到1层2.1mm厚2.5d机织布/中瓷化预浸料+2层2mm厚2.5d机织布/非瓷化预浸料+针刺毡,内层针刺毡隔热层铺设(配制6mm工艺蒙皮),抽真空;
[0185]
2)内层隔热层树脂先低压注胶后,进行模具全密封加热半固化,具体地,在壳体上制备整体石英毡,然后缝合加强筋,然后注入防热层的低密度树脂,低温低压rtm预固化成型;
[0186]
3)在石英毡外表面缝合外层3层2mm机织布/非瓷化预浸料,并刷胶;
[0187]
4)外层3层编织体分别进行缝合,预压定型后缝合2.1mm机织布/中瓷化预浸料;
[0188]
5)模具全密封90
°
加热24小时实现内层隔热层全固化;
[0189]
6)模具开放后升温到160
°
,进行内外层防热层全固化后,进行干燥后处理。
[0190]
本方法还可以进行局部改进:
[0191]
防热层的三层编织体适当烘干,防止缝合过程中树脂的流动;但需规避固化过程中树脂粘性随温度的变换,采取适当旋转固化;
[0192]
核算压缩量及内层针刺毡固化收缩率,通过补偿量提高外层树脂编织体的维型和贴膜能力;
[0193]
提高泄压阀的压力至0.2-0.3mpa,或者90
°
完全固化后去掉密封绳保持开放状态;
[0194]
适当增加外层编织体预固化过程中的旋转次数和时机;
[0195]
将外三层编织体一次缝合一次固化,分解为2-3次缝合与1-2次预固化。
[0196]
改进过程需要充分考虑酚醛树脂粘性随温度变化的特性,考虑其固化特性,尤其是第1层和第2层编织体预固化次数越多,第3层最外层编织体缝合的难度越大。
[0197]
本方法的优势在于:
[0198]
1)只采用一次6mm厚工艺蒙皮,操作相对简单;
[0199]
2)外三层编织体预浸料采用一次预固化及完全固化到位;
[0200]
3)四个舵鼓包位置区域通关预变形整体成型到位,缝合及固化后的整体表观质量好;
[0201]
4)整体工艺过程相对简单;
[0202]
5)外层树脂未按照预期的方式实现树脂的均匀性,树脂粘性随温度的变化存在先膨胀后收缩的特点。
[0203]
防隔热复合材料小板方案可以采用尺寸为330x330,450x450。其中,根据技术指标要求,防热层致密层厚度6mm,2.1mm厚2.5d机织布/中瓷化预浸料+2层2mm厚2.5d机织布/非瓷化预浸料。防热层编织参数见表10。
[0204]
表10编织体织物参数。
[0205][0206]
由于该防热层采用定密度设计,在制备过程中需要控制复合材料各组分的重量以及复合材料的体积,里层大面积部位采用石英纤维针刺毡,局部加强的部位采用整体2.5d石英纤维编织体;外层采用6mm2.5d石英纤维编织布(根据防热要求对局部进行增厚处理);外层织物对接部位采用1mm机织布缝合作为表层。织物通过缝合成为整体结构,根据部位不同,分为局部加强部位缝合、大面积法向缝合、对接缝合、以及表层平纹布缝合。缝合顺序为:先缝合里层石英纤维毡和局部加强的2.5d石英纤维编织体,然后装模注胶预固化,再缝合外层2.5d机织布/预浸料与石英纤维毡。将缝合完毕的织物和模具放入烘箱进行注胶。注胶过程注胶压力不大于0.1mpa,30min后依次打开出胶口,检查出胶情况。注胶3小时后拆除注胶设备,然后进行预固化,固化温度100℃,时间10h,然后随炉降温至炉温不高于40℃出炉,打开模具凹模,进行缝合。大面积法向缝合:采用钩缝方式将2.5d机织布/预浸料和里层石英纤维针刺毡以及2.5d石英纤维编织体(加强筋)缝合为一体,缝合线间距:15mm(跨距)
×
15mm(间距)。
[0207]
对接缝合要求:机织布/预浸料周向包覆后进行缝合,缝合部位位于背风面iii象限,采用搭接缝合,搭接宽度50-70mm,要求机织布/预浸料各抽纱1.1mm进行搭接缝合,3层机织布/预浸料搭接缝合缝沿周向错开不小于120mm。缝合线间距:10mm(跨距)
×
10mm(间距)。
[0208]
外层机织布缝合:对接缝合线部位缝合一层1mm机织布,机织布宽度100mm,在对接缝合线中心左右30mm位置与内侧相邻层钩缝,缝合线间距:10mm(跨距)
×
10mm(间距)。
[0209]
将缝合完毕的织物和模具放入烘箱进行固化,固化温度100℃,时间24h,然后升温至160℃,固化6h,然后随炉降温至炉温不高于40℃出炉脱模,脱模后采用温度100℃,保温12h后处理。防护后进行加工和检测,防隔热复合材料小板的性能如下表11。
[0210]
表11防隔热复合材料性能。
[0211]
[0212][0213]
实施例4
[0214]
一种防隔热复合材料的制备方法,所述方法包括:
[0215]
s1.得到多层网胎空心结构的纤维预制体;
[0216]
s2.将多层网胎空心结构的所述纤维预制体与防热层进行缝合,得到防隔热坯体;
[0217]
s3.将所述防隔热坯体进行lrtm注胶、预固化、全固化和干燥后处理,得到防隔热复合材料,其中,所述防隔热坯体中的多层网胎空心结构的所述纤维预制体由隔热层树脂进行浸润,所述防热层中的多层纤维预制体由防热层树脂进行浸润。
[0218]
本方法的成型工艺过程:
[0219]
1)内层针刺毡铺设到位(设计了2mm左右的补充压缩量),不进行注胶;
[0220]
2)缝合第1层2mm预浸料编织体,配合4mm工艺蒙皮;
[0221]
3)缝合第2层2mm预浸料编织体,配制2mm工艺蒙皮);
[0222]
4)缝合第3层2mm预浸料编织体;
[0223]
5)注胶内层针刺毡树脂;
[0224]
6)加热90后进行预固化,然后加热到160度进行整体全固化。
[0225]
本方法成型工艺优点:
[0226]
1)外层防热层编织体预浸料进行了多次半固化,采用了两次工艺蒙皮,通过两次外层编织体预固化,有利于维持防热层的外形;
[0227]
2)内层针刺毡铺设时,提前考虑足够的压缩量;
[0228]
3)内层注胶后,内层树脂低压过程中充满了内层针刺毡,高压过程中覆盖了外层预固化编织体;内外层纤维被树脂整体覆盖,整体性较好;
[0229]
4)固化后隔热层与防热层之间的界面全部通过树脂填充,同时缝合线也被树脂覆盖;
[0230]
5)防热层编织体全固化过程中的贫胶及褶皱缺陷可以被树脂填充覆盖;
[0231]
6)防热层编织体预浸料半固化过程中,采用了旋转措施,保证了外防热层树脂的均匀性,规避了树脂在0-90
°
升温过程中粘性下降树脂流动导致的不均匀性,其他同实施例3,本实施得到防隔热复合材料,经检测,性能包括:密度≤0.55g/cm3,200℃下导热系数≤0.4w/(m.k),30℃经向断裂延伸率≥1%;30℃质量吸湿率≤1.5%;30℃平均线膨胀系数3
×
10-6-6
×
10-6
mm/℃。
[0232]
实施例5
[0233]
静态热试验小板共测试实施例3和实施例4中的8块,测试样板的尺寸分别采用98x98,采用6mm编织体+17mm针刺毡进行p30改性树脂rtm注胶后固化工艺,按照大面积气动热条件考核完成1800秒;
[0234]
试验过程按照某系列热环境条件进行,最高温度850-1000℃,长时间温度750-900℃,试验时间1500s-1800s。要求试板烧蚀后表面平整、无裂痕,完整性较好,如表12和13所示。
[0235]
试验目的:试验过程测量冷面温度,考核完成待试件冷却后观察表面烧蚀情况,并测量烧蚀厚度。考核防热层在热环境条件下厚度烧蚀量及隔热性能。
[0236]
试验流程:本次试验在静态热试验设备上开展,试验流程为:状态调试
→
试件测量
→
试验考核
→
试件测量
→
试验报告。
[0237]
试板温度数据:实验过程中对试板的内外壁温度进行了监测,下表中t1为外壁温度,t2、t3为内壁温度。试验顺序:p1
→
m1
→
p2
→
m2,p1、p2、m1和m2为位于小板上的4个位点的测试情况,如表12。
[0238]
实验过程中,试板受热,树脂分解产生浓烟和明火,持续约5min。
[0239]
表12测试样板的耐受温度。
[0240][0241]
由上表可知,试板情况:试验后小板表面平整,无分层变形情况。
[0242]
表13试板状态变化情况。
[0243][0244]
由表12和表13可知,采用四块6mm编织体+12mm针刺毡进行p30改性树脂rtm注胶后固化+粘结3mm厚铝合金小板,小板尺寸98x98mm,按照大面积气动热温度条件考核完成1800秒测试综合隔热及热导率;试验温度曲线最高温度850-1000℃,长时间温度750-900℃,试验时间1500s-1800s。试验过程测量冷面温度,考核完成待试件冷却后观察表面烧蚀情况,并测量烧蚀厚度。考核防热层在热环境条件下厚度烧蚀量及隔热性能。在静态热试验设备上开展,试验流程为:状态调试
→
试件测量
→
试验考核
→
试件测量
→
试验报告。实验过程中对试板的内外壁温度进行监测,外壁温度和内壁温度各设置两处温度传感器,空气温度传感设置在盒子中央空心位置。如图10-13所示,对测试小板m1、m2、p1和p2各点试验结束后对各温度点时间曲线进行分析,同时解剖防隔热层测量其碳化层深度,结合防隔热层的碳化层深度,反推算防隔热层的综合热导率,同时推导出不同温度条件下防热层和隔热层各自
的热导率曲线,并通过有限元模型进一步模拟分析迭代后,计算出真实的热导率曲线。
[0245]
静态热测试解剖后的小板实物及碳化层厚度与失重率的检测情况,隔热层碳化层深度不到1/3厚度的6mm,经过2-3次同样工况考核与将温度提高150
°
相同的时间考核、同一工况将时间延长300-500秒后,其碳化层深度不到1/2,如图14所示,说明该材料体系的隔热性能非常优异,能够满足相关的需求,达到了原始低密度轻质化复合材料产品的材料结构与工艺一体化目标。
[0246]
本发明实施例中的一个或多个技术方案,至少还具有如下技术效果或优点:
[0247]
纤维预制体通过设计低密度石英毡实现,其原材料为石英纤维,具有各向同性、耐烧蚀的复合材料的性能基础,同时可以在制备过程中自主设计、密度可调,预制体制备方便。经计算石英毡密度设定为0.18g/cm3;树脂采用低密度杂化树脂p25,树脂中含有大量溶剂,在材料固化过程中形成液体微珠,然后通过后期的加热使溶剂微珠从材料中溢出,形成微孔,降低复合材料密度。通过计算,最终树脂体积密度确定为0.22g/cm3;综合密度约为0.4g/cm3,表面致密耐烧蚀层密度1.4g/cm3,拟与表面致密耐烧蚀层匹配,使材料综合密度约为0.65-0.75g/cm3。
[0248]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者任何其他变体意在涵盖非排他性地包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0249]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其他实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1