一种防火隔热加强型针刺毡的制作方法
1.本发明属于针刺毡技术领域,具体涉及一种防火隔热加强型针刺毡。
背景技术:
2.玻璃纤维针刺毡是一种结构合理、性能较好的过滤材料,以玻璃纤维为原料,用刺针对梳理后的短切玻纤毡进行针刺,用机械方法使毡层玻纤之间、毡层玻纤与增强玻纤基布之间纤维相互缠结,纤网得以加固而制成的毡状非织造布过滤材料。
3.但是,玻璃纤维针刺毡的抗高温能力较差,在高温情况下玻璃纤维变得脆弱,抗压能力大大降低,容易造成玻璃纤维针刺毡的内部断裂损坏,影响玻璃纤维针刺毡的正常使用,且目前市场上的针刺毡品种繁多,且由于长期暴露在高温和空气下,容易产生氧化,并且由于结构材质软,加之磨损,使得针刺毡消耗快,防火耐热能力较差。
技术实现要素:
4.本发明的目的在于提供一种防火隔热加强型针刺毡,以解决上述背景技术中提出现有技术中结构材质软、防火耐热能力较差的问题。
5.为实现上述目的,本发明采用了如下技术方案:
6.一种防火隔热加强型针刺毡,包括:
7.基布层;
8.以及位于所述基布层两侧的加强层;
9.以及位于所述加强层表面的防火隔热层;
10.所述加强层包括加强网,所述加强网由经线和纬线编织而成,且所述经线和所述纬线的表面均设有耐高温涂层;
11.所述防火隔热层包括玻璃纤维针刺棉和陶瓷纤维棉,所述玻璃纤维针刺棉和陶瓷纤维棉之间相互交织。
12.优选的,所述耐高温涂层包括:底层和面层;所述底层涂覆在所述经线和纬线的表面,所述面层涂覆在所述底层的表面。
13.优选的,所述底层为粘接剂,所述面层为耐高温漆层。
14.优选的,所述耐高温漆层的各组分及其质量分数为:有机硅树脂50-70%、纳米二氧化硅5-7%、硅酸盐3-5%、特种添加分散剂4-6%。
15.优选的,所述经线和所述纬线均包括:基线和玻璃纤维线,所述玻璃纤维线包裹在所述基线的外部。
16.优选的,还包括用于涂覆耐高温漆层的涂覆组件,该涂覆组件包括:放线机、涂覆箱及收线机,所述放线机和收线机位于所述涂覆箱的两侧;
17.所述涂覆箱的内部设有储料箱和烘干箱,所述储料箱位于靠近放线机一端,所述烘干箱位于靠近收线机的一端。
18.优选的,所述储料箱的两侧分别开设有进口和出口,所述进口和出口的内部均转
动安装有导轮,且所述出口中安装有刮漆件。
19.优选的,所述刮漆件包括:
20.锥头和连接在所述锥头端部的刮环;其中,所述锥头设置为中空结构。
21.优选的,所述烘干箱的内部安装有安装有电加热管,所述电加热管上连接有温控器,且所述烘干箱的顶部连通有排风管,所述排风管上连通有排风扇。
22.本发明的技术效果和优点:本发明提出的一种防火隔热加强型针刺毡,与现有技术相比,具有以下优点:
23.本发明提出的防火隔热加强型针刺毡主要由基布层、加强层、防火隔热层等构成,其中,加强层主要由基线和玻璃纤维线构成的经线、纬线编制而成,玻璃纤维线采用耐高温高强型、超细柔韧型玻璃纤维,经特殊工艺加工而成,可以提高针刺毡的强度,并在其表面设置耐高温涂层提高了针刺毡的耐高温性能;防火隔热层由玻璃纤维针刺棉和陶瓷纤维棉相互交织而成,两者均为耐高温的材料,可有效的提高针刺毡的防火隔热的效果。
附图说明
24.图1为本发明防火隔热加强型针刺毡的结构示意图;
25.图2为本发明加强网的结构示意图;
26.图3为本发明耐高温涂层的结构示意图;
27.图4为本发明基线和玻璃纤维线的结构示意图;
28.图5为本发明防火隔热层的结构示意图;
29.图6为本发明涂覆组件的结构示意图;
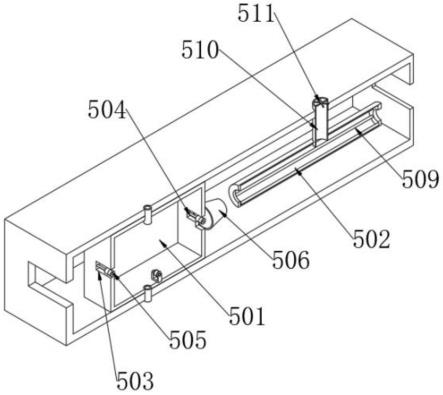
30.图7为本发明涂覆箱的剖面结构示意图;
31.图8为本发明刮漆件的结构示意图。
32.图中:1、基布层;2、加强层;201、加强网;202、经线;203、纬线;204、耐高温涂层;205、底层;206、面层;207、基线;208、玻璃纤维线;3、防火隔热层;301、玻璃纤维针刺棉;302、陶瓷纤维棉;4、放线机;5、涂覆箱;501、储料箱;502、烘干箱;503、进口;504、出口;505、导轮;506、刮漆件;507、锥头;508、刮环;509、电加热管;510、排风管;511、排风扇;6、收线机。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例1
35.本发明提供了如图1-5所示的一种防火隔热加强型针刺毡,包括:基布层1;以及位于基布层1两侧的加强层2;以及位于加强层 2表面的防火隔热层3。
36.具体的,通过在传统的针刺毡的基布上增设加强层2和防火隔热层3,加强层2可以提高针刺毡的抗拉效果,提高其整体强度,利于提高针刺毡的使用寿命,防火隔热层3可以
加强针刺毡的防火耐热的特性,使得针刺毡适应范围更加广泛,使用寿命更长。
37.进一步的,上述加强层2包括加强网201,加强网201由经线 202和纬线203编织而成,且经线202和纬线203的表面均设有耐高温涂层204;耐高温涂层204包括:底层205和面层206;底层205 涂覆在经线202和纬线203的表面,面层206涂覆在底层205的表面。经线202和纬线203均包括:基线207和玻璃纤维线208,玻璃纤维线208包裹在基线207的外部。
38.在通过在经线202和纬线203上涂覆包裹耐高温涂层204,利于提高加强网201的防火耐热效果,同时,玻璃纤维线208采用耐高温高强型、超细柔韧型玻璃纤维,经特殊工艺加工而成,可以提高针刺毡的强度。
39.另外,底层205为粘接剂,面层206为耐高温漆层,粘接剂利于耐高温漆层更高的粘附在基线207和玻璃纤维线208的表面。
40.耐高温漆层的各组分及其质量分数为:有机硅树脂50%、纳米二氧化硅5%、硅酸盐3%、特种添加分散剂4%,余量为水。
41.防火隔热层3包括玻璃纤维针刺棉301和陶瓷纤维棉302,玻璃纤维针刺棉301和陶瓷纤维棉302之间相互交织。两者均为耐高温的材料,可有效的提高针刺毡的防火隔热的效果。
42.实施例2
43.上述加强层2包括加强网201,加强网201由经线202和纬线 203编织而成,且经线202和纬线203的表面均设有耐高温涂层204;耐高温涂层204包括:底层205和面层206;底层205涂覆在经线 202和纬线203的表面,面层206涂覆在底层205的表面。经线202 和纬线203均包括:基线207和玻璃纤维线208,玻璃纤维线208 包裹在基线207的外部。在通过在经线202和纬线203上涂覆包裹耐高温涂层204,利于提高加强网201的防火耐热效果,同时,玻璃纤维线208采用耐高温高强型、超细柔韧型玻璃纤维,经特殊工艺加工而成,可以提高针刺毡的强度。另外,底层205为粘接剂,面层206为耐高温漆层,粘接剂利于耐高温漆层更高的粘附在基线207 和玻璃纤维线208的表面。
44.耐高温漆层的各组分及其质量分数为:有机硅树脂60%、纳米二氧化硅6%、硅酸盐4%、特种添加分散剂5%,余量为水。
45.实施例3
46.上述加强层2包括加强网201,加强网201由经线202和纬线 203编织而成,且经线202和纬线203的表面均设有耐高温涂层204;耐高温涂层204包括:底层205和面层206;底层205涂覆在经线 202和纬线203的表面,面层206涂覆在底层205的表面。经线202 和纬线203均包括:基线207和玻璃纤维线208,玻璃纤维线208 包裹在基线207的外部。在通过在经线202和纬线203上涂覆包裹耐高温涂层204,利于提高加强网201的防火耐热效果,同时,玻璃纤维线208采用耐高温高强型、超细柔韧型玻璃纤维,经特殊工艺加工而成,可以提高针刺毡的强度。另外,底层205为粘接剂,面层206为耐高温漆层,粘接剂利于耐高温漆层更高的粘附在基线207 和玻璃纤维线208的表面。
47.耐高温漆层的各组分及其质量分数为:有机硅树脂70%、纳米二氧化硅7%、硅酸盐5%、特种添加分散剂6%,余量为水。
48.表1,在实施实施例1-3时,耐高温漆层的具体参数,得多下表:
[0049][0050]
其中,加强层主要由基线和玻璃纤维线构成的经线、纬线编制而成,玻璃纤维线采用耐高温高强型、超细柔韧型玻璃纤维,经特殊工艺加工而成,可以提高针刺毡的强度,并在其表面设置耐高温涂层提高了针刺毡的耐高温性能;防火隔热层由玻璃纤维针刺棉和陶瓷纤维棉相互交织而成,两者均为耐高温的材料,可有效的提高针刺毡的防火隔热的效果。
[0051]
实施例4
[0052]
如图6-8所示的,在加工涂覆耐高温漆层时,采用如下涂覆组件,该涂覆组件包括:放线机4、涂覆箱5及收线机6,放线机4和收线机6位于涂覆箱5的两侧。其中,放线机4用于放置线卷,涂覆箱5用于涂覆耐高温漆层,收线机6用于收卷线材。
[0053]
进一步的,在涂覆箱5的内部设有储料箱501和烘干箱502,储料箱501位于靠近放线机4一端,烘干箱502位于靠近收线机6的一端。储料箱501用于放置耐高温漆,烘干箱502用于对线材上的漆层烘干。
[0054]
具体的,储料箱501和烘干箱502的两侧分别开设有进口503 和出口504,用于线材的进出,进口503和出口504的内部均转动安装有导轮505,用于辅助线材传动,并保持线材不会移位,且出口 504中安装有刮漆件506,用于刮除多余的漆。另外,储料箱501的底部也安装有导轮505。
[0055]
刮漆件506包括:锥头507和连接在锥头507端部的刮环508;其中,锥头507设置为中空结构。锥头507的下端与出口504连通,利于刮除后的漆回流至储料箱501中。
[0056]
烘干箱502的内部安装有安装有电加热管509,电加热管509 上连接有温控器,且烘干箱502的顶部连通有排风管510,排风管 510上连通有排风扇511。
[0057]
具体的,在线材经由储料箱501中涂覆漆层之后,会通过刮环 508中传出,刮环508可以将线材上多余的漆刮掉回流至储料箱501 中,涂覆后的线材经过烘干箱502的内部,由电加热管509对漆层进行烘干,通过排风管510上排风扇511将水汽排出,方便了耐高温漆层的涂覆。
[0058]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,
凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1