一种食用菌原料发酵系统及方法与流程
1.本发明涉及食用菌原材料储存发酵领域,具体提供一种食用菌发酵系统及方法。
背景技术:
2.这里的陈述仅提供与本发明有关的背景信息,而不必然构成现有技术。
3.食用菌可供人类食用的大型真菌。具体的说食用菌是可供食用的蕈菌;蕈菌,是指能形成大型的肉质(或胶质)子实体或菌核类组织并能供人们食用或药用的一类大型真菌。
4.食用菌栽培的方式多种多样。按培养料分,有段木栽培和代料栽培;按栽培方式分,有畦栽、床栽和箱栽;按培养场所分,有室内栽培、室外栽培等。段木栽培越来越少,原因是因为破坏林木资源。食用菌的代料栽培包括生料栽培、熟料栽培和发酵料栽培。生料栽培是指按照配方将培养料加水拌匀后直接用于食用菌栽培的方法;熟料栽培是指按照配方将培养料加水拌匀、装袋、灭菌后再接种栽培食用菌的方法;发酵料栽培是指将培养料加水拌匀后经发酵以杀灭有害杂菌和虫卵,并使培养料腐熟,然后用于食用菌栽培的方法,由于发酵料栽培法成本低,安全性高,是最常用的食用菌栽培方式。
5.然而,发明人发现,传统食用菌原材料发酵储存均采用露天洒水加湿,人工翻堆降温,发酵周期不固定,导致原材料发酵不彻底,发酵均匀度差,具体表现为同一堆发酵料的含水量、酸碱度以及发酵温度差异较大。在发酵过程中出现的原材料均匀度差、发酵不彻底的问题会在后续生产流程中放大,对实现食用菌智能化工厂生产形成阻力,因此提高原材料发酵的成熟度和均匀度显得尤为重要。
技术实现要素:
6.针对现有技术中食用菌发酵过程中,需要人工翻堆,露天洒水,发酵周期不固定,导致发酵不彻底,均匀度差,具体表现为发酵料含水量、酸碱度以及发酵温度不一致等问题。
7.本发明一个或一些实施方式中,提供一种食用菌原料发酵系统,该系统包含:上料传送带、下料传送带、搅拌机、发酵料仓,物料依次经过上料传送带、下料传送带、搅拌机、发酵料仓进行处理;
8.所述发酵料仓的四周包裹新风夹层,新风夹层内壁设置有透气孔;新风通过透气孔进入发酵料内部,促进发酵料发酵。
9.本发明一个或一些实施方式中,提供一种食用菌原料发酵方法,所述食用菌发酵方法在上述食用菌发酵系统中进行,包括如下步骤:将食用菌原料通过上料传送带、下料传送带运送至搅拌机,搅拌机加水将料混匀后,物料进入发酵料仓发酵;发酵料仓四周包裹新风夹层,开启新风设备,新风通过夹层内壁透气孔进入发酵料内部;发酵一定时间后,发酵料经过下一个上料传送带、下料传送带进入新的搅拌机搅拌,重复上述过程直至发酵完成,发酵后进行物料收集,进入原料装袋环节。
10.上述技术方案中的一个或一些技术方案具有如下优点或有益效果:
11.1)本发明根据原料优化处理及自动可控需求,在整个发酵系统内设置上料传送带、搅拌机、发酵料仓、新风设备,使原料处理根据温度、含水量等数据自动调节,减少人力成本,从而为食用菌智能工厂化生产打好基础。
12.2)本发明合理设计发酵料仓进风通气设备,实现内层料和表层原料均匀,温差减小,各处含水量趋于一致,从而实现较为一致的原料发酵过程,预防原材料腐败。
13.3)本发明合理设计新风设备,设计发酵料仓外壳为夹层结构,外层为全密闭钢板层,内层钢板表面均匀分布透气孔,离心风机向发酵料仓夹层通入新风,新风通过透气孔进入发酵料仓内部。当内部原料温度需要调节时,可通过增加进气量或适当比例混入蒸汽实现降温及升温,有利于缩短原料处理时间,实际生产中可大大减少原料堆放、处理场地。
附图说明
14.构成本发明一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
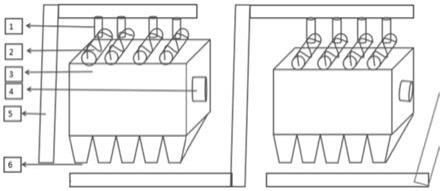
15.图1为本发明具体实施方式中食用菌原料发酵系统示意图;
16.图2为本发明具体实施方式中食用菌原料发酵系统搅拌机示意图;
17.图3为本发明具体实施方式中食用菌原料发酵系统搅拌机内部结构示意图;
18.图4为本发明具体实施方式中食用菌原料发酵系统新风夹层通道结构示意图。
19.其中,1.进料通道;2.搅拌机;3.发酵料仓;4.离心风机;5.上料传送带;6.下料口;7.下料传送带;8.洒水喷头;9.转动器,10.搅拌螺旋叶片;11.出料口;12.电动机;13.第一齿轮;14.齿形带;15.第二齿轮;16.搅拌转轴;17.减速机;18.内层钢板;19.透气孔;20.外层钢板。
具体实施方式
20.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
21.针对现有技术食用菌发酵过程中,需要人工翻堆,露天洒水,发酵周期不固定,导致发酵不彻底,其中表现突出的问题有发酵料含水量,发酵温度以及发酵料酸碱度不均匀、不稳定。
22.本发明一个或一些实施方式中,提供一种食用菌原料发酵系统,所述系统包含:上料传送带5、下料传送带7、搅拌机2、发酵料仓3,物料依次经过上料传送带5、下料传送带7、搅拌机2、发酵料仓3进行处理;
23.所述发酵料仓3的四周包裹新风夹层,新风夹层内壁设置有透气孔19;新风通过透气孔19进入发酵料内部,促进发酵料发酵。
24.其中,上料传送带5的作用是将低处的食用菌原料运输到高处,下料传送带7的作用是将高处的食用菌原料输送至搅拌机中。
25.本发明根据发酵过程中原材料温度、湿度等参数的周期变化,在系统内设置上料传送带、搅拌机、发酵料仓、新风设备等,整个发酵周期参数都在适当范围内,提高了原材料发酵的成熟度、均匀度,减少人力成本,从而为食用菌智能工厂化生产打好基础。
26.本发明合理设计发酵料仓四周的新风夹层结构,能够实现内层料和表层原料均匀,温差减小,各处含水量趋于一致,从而实现较为一致的原料发酵过程,提高原料一致性。
27.其中,所述发酵料仓为发酵料的容器,发酵料仓的数量及大小根据所生产食用菌原材料的发酵周期以及日产量确定,当食用菌品种改变时,也可以改变发酵系统的数量改变存储发酵时间,从而控制生产食用菌原材料的发酵周期。
28.优选的,所述下料传送带7下方设置有传送带下料通道1,所述上料传送带5自料场定点取料,通过下料传送带(7)与传送带下料通道1进入搅拌机2进行搅拌;
29.优选的,所述搅拌机的底部设置有出料口11,物料通过出料口11进入发酵料仓3进行发酵;
30.优选的,所述发酵料仓3底部设置有下料口6,与相邻发酵系统通过上料传送带5相连接,经过下料传送带7将发酵料输送下一发酵系统或下游车间。
31.优选的,发酵料仓3设计与地面垂直,方便发酵料在重力作用下通过下料口6均匀下料。
32.优选的,发酵料仓3采用不锈钢或热镀锌钢材等具有防腐蚀功能的钢材制造,延长发酵料仓的使用寿命。
33.优选的,搅拌机2的顶端设置有洒水喷头8,通过电磁阀通断控制洒水;当原材料进入搅拌机后通过电磁阀开启洒水喷头,将原材料加湿至含水量目标范围。
34.优选的,所述搅拌机2的轴向设置有搅拌转轴16,由电动机12间接为搅拌转轴16提供动力;
35.优选的,所述搅拌转轴16上均布有搅拌螺旋叶片10。
36.本发明合理设计搅拌机内部的搅拌装置,搅拌轴与搅拌螺旋片配合,实现搅拌机内原材料搅拌均匀,避免发酵料黏附于搅拌机内壁上,使得从进料口进入的空气、水分可以快速均布于原材料中。
37.优选的,所述搅拌转轴16的一端设置有转动组件,所述转动组件包括:转动器9、第一齿轮13、第二齿轮15、齿形带14、电动机12;
38.优选的,所述搅拌转轴16的一端与转动器9连接,所述转动器9与搅拌转轴16之间呈一定角度,所述第二齿轮15与转动器9连接,带动搅拌转轴16工作;
39.优选的,所述齿形带14为传送带结构,通过齿形带14将第一齿轮13与第二齿轮15连接;所述第一齿轮13上连接电动机12,电动机12带动第一齿轮13工作,第一齿轮13通过齿形带14带动第二齿轮15工作,第二齿轮15带动转动器9工作,进而实现搅拌转轴16旋转,带动搅拌螺旋片10工作;
40.优选的,搅拌转轴16的另一端连接有减速机17,作用是为了减少设备磨损。
41.优选的,发酵料仓3外壳为具有新风夹层的双层结构,外层为5-8mm钢板,内层为5-10mm钢板,横竖每间隔40cm有直径10-20mm透气孔19,料仓一侧设有离心风机4向内部夹层送风,使夹层进风可均匀通入发酵料仓内部原料。发酵料仓3顶部设有排风口,发酵料仓3进气时,空气进入原料间隙最终由排风口排出。
42.优选的,发酵料仓外层包裹保温材料,以岩棉或聚氨酯为优选材料。
43.优选的,所述离心风机4根据料仓大小选用5.5-22kw外转子离心式风机,并由变频控制,料仓内送风压力维持4000-10000pa。
44.为进一步控制料温,风机间歇性或变频控制开启时间及开启强度,冬季外界气温下降时,可在夹层引入适量蒸汽辅助升温和保温。
45.本发明合理设计新风设备,设计发酵料仓外壳为夹层结构,外层为全密闭钢板层,内层钢板表面均匀分布透气孔,离心风机向发酵料仓夹层通入新风,新风通过透气孔进入发酵料仓内部。当内部原料温度需要调节时,可通过增加进气量或适当比例混入蒸汽实现降温及升温。
46.优选的,所述下料口6在发酵进行时为封闭状态,下料口开关只有在发酵完毕下料时打开,封闭的出料口6与外层钢板20构成新风通道。
47.优选的,所述下料口6与下游车间进料口设置连通传感器,下料口6设置电磁阀,根据下游车间的需求通断电磁阀实现下料口6的开关。
48.本发明一个或一些实施方式中,提供一种食用菌原料发酵方法,所述食用菌原料发酵方法在上述食用菌发酵系统中进行,包括如下步骤:
49.将食用菌原料通过上料传送带5、下料传送带7进入搅拌机2,在搅拌过程中洒水喷头8为原材料加湿,搅拌螺旋叶片10将原材料搅拌均匀。
50.搅拌工作结束后,原材料通过出料口11,进入发酵料仓3,原材料在发酵料仓内进行发酵。在发酵过程中通过离心风机4不断向料仓鼓入新风,进行发酵。
51.发酵过程中,原材料温度升高到一定范围,发酵料仓3打开下料口6,发酵料在重力的作用下进入上料传送带,再通过下料传送带运输至搅拌机,搅拌降温。降温后通过出料口11再次进入发酵料仓3进行发酵,根据所生产食用菌对原材料的要求制定发酵周期。发酵周期结束后,发酵料自下料口6进入下一个上料传送带5,通过下一个下料传送带7运输至下一车间。
52.为了进一步优化本发明,可优选以下技术方案:
53.发酵周期5天,有两组发酵系统工作,发酵系统间通过传送带连接,如附图1所示;
54.发酵周期以料场上料开始,下料进入下游车间结束,周期内相邻发酵系统通过传送带相连接。
55.进料时同时进行洒水,为保证原材料含水量一致需同时开启搅拌装置,实现原材料的含水量在罐内保持一致。
56.发酵过程升温,原材料在罐内发酵产生大量的热,每发酵2-3天料温达到要求上限,发酵料仓3打开下料口6,发酵料经过上料传送带5以及下料传送带7进入新的发酵系统搅拌机2进行搅拌降温,降温后自搅拌机出料口进入发酵料仓3。
57.下料口6与下游接料设备形成控制连接,当下游需给料时,控制下料口电磁阀通,下料口6打开发酵料在重力作用下进入下游接料传送装置。
58.离心风机4与发酵料仓3外壳夹层相通,开启离心风机通入新风,新风在夹层内运动,通过内层钢板18上的透气孔19进入发酵料仓3内部,为发酵料发酵提供空气。料仓顶部设有排风口,料仓进气时,空气进入原料间隙最终由排风口排出。
59.在实际生产中经过试验对比发现1、取同一高度截面的5个样点,在料仓发酵系统的发酵料含水量、发酵温度以及酸碱度的均匀度高于传统发酵,各位置同一类数据,数值差异小(实验数据见附表1)。2、经过料仓发酵的发酵料霉变发生的概率0.3~0.5%小于传统发酵的发生概率5~12%。
60.附表1:
[0061][0062][0063]
以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1