一种菌菇培养瓶的制作方法
1.本发明涉及菌菇培养技术领域,具体涉及一种菌菇培养瓶。
背景技术:
2.食用菌可供人类食用的大型真菌。具体地说食用菌是可供食用的蕈菌;蕈菌,是指能形成大型的肉质(或胶质)子实体或菌核类组织并能供人们食用或药用的一类大型真菌。
3.八十年代初期以来,食用菌栽培做为一项投资小、周期短、见效快的致富好项目在中国得以迅猛发展,食用菌产品曾一度供不应求,卖价不菲。食用菌产业是一项集经济效益、生态效益和社会效益于一体的短平快农村经济发展项目,食用菌又是一类有机、营养、保健的绿色食品。发展食用菌产业符合人们消费增长和农业可持续发展的需要,是农民快速致富的有效途径。
4.培养瓶,作为菌菇培养的器皿之一,相对培养袋,具有循环使用性强和固位效果好的优点,但是在机械化采摘时,需要机械设备对培养瓶的瓶口进行夹取固定,因此导致现有的培养品的瓶口一般为不规则形状,不利于规整的菌体生长采摘。此外,现有的培养瓶一般强度不高,破裂之后同样具有与培养袋一样的废弃污染问题。
技术实现要素:
5.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种瓶口规整、强度高的菌菇培养瓶。
6.本发明的目的通过下述技术方案实现:
7.一种菌菇培养瓶,包括瓶身,所述瓶身的上端设置有瓶口,所述瓶口为空心圆柱体,所述瓶口的外侧向外凸设有至少一圈的卡接环。
8.本发明通过在瓶口外侧凸设卡接环从而方便夹取装置对瓶口进行固定,同时保持瓶口的顺直形状,有利于菌菇的向上规整生长,也有利于对菌菇进行有效地采取,可以提高采取效率;卡接环也可以相当于加强筋的结构,提高瓶口的结构强度,从而提高培养瓶的耐用性。
9.其中,所述瓶口的外侧向外凸设有两圈卡接环。
10.其中,两个所述卡接环的间距为15-45mm。
11.其中,所述瓶口的内径为82-86mm。
12.其中,所述卡接环的外径和内径之差为2-10mm。
13.其中,所述瓶身为聚丙烯瓶身或聚乙烯瓶身。
14.其中,所述瓶身为聚丙烯瓶身,所述聚丙烯瓶身由高强度聚丙烯复合材料吹塑成型。
15.所述高强度聚丙烯复合材料通过如下步骤制得:
16.(1)在100重量份的有机溶剂中加入10-14重量份的聚酰胺、23-45重量份的二氧化硅,升温至80-90℃进行溶解后,转移到超声振荡仪中进行超声振荡5-10min,保持超声振荡
并加入50-70重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体;
17.(2)将100重量份的聚丙烯、70-80重量份的改性填充体、30-40重量份的二氧化硅、0.3-0.5重量份的光稳定剂、1-2重量份的抗氧化剂和0.5-1.5重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
18.对于吹塑级材料而言,通过增加无机物填充量可以有效提高复合材料的强度,同时,有机物的比例降低也意味着对环境的污染性更低,但是无机物的填充量不能无限增加,随着填充量的继续增加,复合材料不仅强度得不到进一步提升,反而会下降,而且也会导致复合材料的流动性变差,从而无法吹塑成型,本质都是无机填料在树脂基体中容易团聚导致的力学性能劣化的结果,因此如何提高填充量的同时提高无机填料的分散性成了重点研究问题之一。而目前有几种主流解决方法,一是对无机填料进行表面改性,成本较低的常规做法是采用硅烷偶联剂进行改性,但是接枝改性率非常有限;二是采用纳米填料的方式,纳米填料独有的尺寸效应可以在保持较低填充量的时候显著改善复合材料的力学性能,但是相对微米级填料更容易发生团聚现象,而且作为菌菇培养瓶的材料而言,纳米填料的成本太高了。
19.本发明为了降低培养瓶的成本,选用普通级别的二氧化硅作为填料,利用溶剂沉淀再生,在二氧化硅的表面以及二氧化硅的颗粒之间形成聚酰胺包膜或颗粒,可以有效改善二氧化硅表面性能以及分隔二氧化硅的作用,从而显著改善了二氧化硅在高填充量的情况下在树脂基体具有良好的分散性,实现了复合材料的低成本高强度可吹塑的需求。本发明在再生的过程中还结合了超声振荡的作用,利用超声空化的效应,可以有效降低再生聚酰胺的颗粒大小,形成的聚酰胺颗粒粒径在2.7-10μm,要远低于二氧化硅,从而更有利于聚酰胺分散于二氧化硅之间,改善挤出造粒以及吹塑成型的加工性。此外,如果采用常规的物理分散方式对二氧化硅和聚酰胺进行分散的话,聚酰胺与二氧化硅的分散结构在强剪切的作用下就容易被破坏,而本发明采用超声振荡的方式,改善二氧化硅的悬浮分散性的同时,也在二氧化硅的表面产生瞬时高温,既可以起到活化二氧化硅的作用,提高二氧化硅与聚酰胺的相容性,同时在高温作用下聚酰胺软化也更容易实现对二氧化硅的包覆,从而形成结构稳定的包覆改性结构,即使在熔融剪切过程中依然保持结构稳定性,从而提高产品的性能稳定性。
20.其中,所述有机溶剂由甲酸和乙酸按重量比2-3:1的比例组成。
21.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为10-20g/10min。
22.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为21-25g/10min。
23.其中,所述二氧化硅为沉淀法白炭黑,粒径为20-30μm。
24.其中,所述光稳定剂为受阻胺光稳定剂。
25.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
26.其中,所述润滑剂为硬脂酸、聚乙烯蜡和滑石粉中的至少一种。
27.同理,所述瓶身也可以由高强度聚乙烯复合材料吹塑成型。
28.所述高强度聚乙烯复合材料通过如下步骤制得:
29.(1)在100重量份的有机溶剂中加入10-14重量份的聚酰胺、23-45重量份的二氧化
硅,升温至80-90℃进行溶解后,转移到超声振荡仪中进行超声振荡5-10min,保持超声振荡并加入50-70重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体;
30.(2)将100重量份的聚乙烯、60-70重量份的改性填充体、25-40重量份的二氧化硅、10-20重量份增塑剂、0.3-0.5重量份的光稳定剂、1-2重量份的抗氧化剂和0.5-1.5重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚乙烯。
31.其中,所述增塑剂为柠檬酸三丁酯。
32.本发明的有益效果在于:本发明通过在瓶口外侧凸设卡接环从而方便夹取装置对瓶口进行固定,同时保持瓶口的顺直形状,有利于菌菇的向上规整生长,也有利于对菌菇进行有效地采取,可以提高采取效率;卡接环也可以相当于加强筋的结构,提高瓶口的结构强度,从而提高培养瓶的耐用性。
附图说明
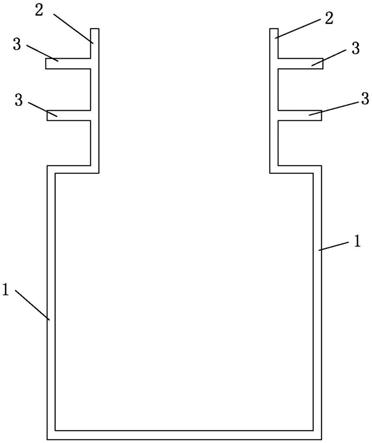
33.图1是本发明的截面结构示意图;
34.附图标记为:1-瓶身、2-瓶口、3-卡接环。
具体实施方式
35.为了便于本领域技术人员的理解,下面结合实施例及附图1对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
36.实施例1
37.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接环3。
38.其中,两个所述卡接环3的间距为30mm。
39.其中,所述瓶口2的内径为84mm。
40.其中,所述卡接环3的外径和内径之差为6mm。
41.其中,所述瓶身1为聚丙烯瓶身1,所述聚丙烯瓶身1由高强度聚丙烯酸复合材料吹塑成型。
42.所述高强度聚丙烯复合材料通过如下步骤制得:
43.(1)在100重量份的有机溶剂中加入12重量份的聚酰胺、34重量份的二氧化硅,升温至85℃进行溶解后,转移到超声振荡仪中进行超声振荡8min,保持超声振荡并加入60重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体。
44.(2)将100重量份的聚丙烯、75重量份的改性填充体、35重量份的二氧化硅、0.4重量份的光稳定剂、1.5重量份的抗氧化剂和1重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
45.其中,所述有机溶剂由甲酸和乙酸按重量比2.5:1的比例组成。
46.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为15g/10min。
47.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为23g/10min。
48.其中,所述二氧化硅为沉淀法白炭黑,粒径为25μm。
49.其中,所述光稳定剂为受阻胺光稳定剂。
50.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
51.其中,所述润滑剂为硬脂酸。
52.实施例2
53.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接。
54.其中,两个所述卡接环3的间距为15mm。
55.其中,所述瓶口2的内径为82mm。
56.其中,所述卡接环3的外径和内径之差为2mm。
57.其中,所述瓶身1为聚丙烯瓶身1,所述聚丙烯瓶身1由高强度聚丙烯酸复合材料吹塑成型。
58.所述高强度聚丙烯复合材料通过如下步骤制得:
59.(1)在100重量份的有机溶剂中加入10重量份的聚酰胺、23重量份的二氧化硅,升温至80℃进行溶解后,转移到超声振荡仪中进行超声振荡5min,保持超声振荡并加入50重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体;
60.(2)将100重量份的聚丙烯、70重量份的改性填充体、30重量份的二氧化硅、0.3重量份的光稳定剂、1重量份的抗氧化剂和0.5重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
61.其中,所述有机溶剂由甲酸和乙酸按重量比2:1的比例组成。
62.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为10g/10min。
63.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为21g/10min。
64.其中,所述二氧化硅为沉淀法白炭黑,粒径为20μm。
65.其中,所述光稳定剂为受阻胺光稳定剂。
66.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
67.其中,所述润滑剂为聚乙烯蜡。
68.实施例3
69.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接环3。
70.其中,两个所述卡接环3的间距为45mm。
71.其中,所述瓶口2的内径为86mm。
72.其中,所述卡接环3的外径和内径之差为10mm。
73.其中,所述瓶身1为聚丙烯瓶身1,所述聚丙烯瓶身1由高强度聚丙烯酸复合材料吹塑成型。
74.所述高强度聚丙烯复合材料通过如下步骤制得:
75.(1)在100重量份的有机溶剂中加入14重量份的聚酰胺、45重量份的二氧化硅,升温至90℃进行溶解后,转移到超声振荡仪中进行超声振荡10min,保持超声振荡并加入70重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体;
76.(2)将100重量份的聚丙烯、80重量份的改性填充体、40重量份的二氧化硅、0.5重量份的光稳定剂、2重量份的抗氧化剂和1.5重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
77.其中,所述有机溶剂由甲酸和乙酸按重量比3:1的比例组成。
78.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为20g/10min。
79.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为25g/10min。
80.其中,所述二氧化硅为沉淀法白炭黑,粒径为30μm。
81.其中,所述光稳定剂为受阻胺光稳定剂。
82.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
83.其中,所述润滑剂为滑石粉。
84.实施例4
85.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接环3。
86.其中,两个所述卡接环3的间距为20mm。
87.其中,所述瓶口2的内径为836mm。
88.其中,所述卡接环3的外径和内径之差为4mm。
89.其中,所述瓶身1为聚丙烯瓶身1,所述聚丙烯瓶身1由高强度聚丙烯酸复合材料吹塑成型。
90.所述高强度聚丙烯复合材料通过如下步骤制得:
91.(1)在100重量份的有机溶剂中加入11重量份的聚酰胺、28重量份的二氧化硅,升温至83℃进行溶解后,转移到超声振荡仪中进行超声振荡6min,保持超声振荡并加入55重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体。
92.(2)将100重量份的聚丙烯、73重量份的改性填充体、32重量份的二氧化硅、0.4重量份的光稳定剂、1重量份的抗氧化剂和0.5重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
93.其中,所述有机溶剂由甲酸和乙酸按重量比2:1的比例组成。
94.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为13g/10min。
95.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为22g/10min。
96.其中,所述二氧化硅为沉淀法白炭黑,粒径为23μm。
97.其中,所述光稳定剂为受阻胺光稳定剂。
98.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
99.其中,所述润滑剂为硬脂酸。
100.实施例5
101.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接环3。
102.其中,两个所述卡接环3的间距为40mm。
103.其中,所述瓶口2的内径为85mm。
104.其中,所述卡接环3的外径和内径之差为8mm。
105.其中,所述瓶身1为聚丙烯瓶身1,所述聚丙烯瓶身1由高强度聚丙烯酸复合材料吹塑成型。
106.所述高强度聚丙烯复合材料通过如下步骤制得:
107.(1)在100重量份的有机溶剂中加入13重量份的聚酰胺、40重量份的二氧化硅,升温至87℃进行溶解后,转移到超声振荡仪中进行超声振荡8min,保持超声振荡并加入65重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体。
108.(2)将100重量份的聚丙烯、77重量份的改性填充体、38重量份的二氧化硅、0.4重量份的光稳定剂、1.8重量份的抗氧化剂和1.2重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
109.其中,所述有机溶剂由甲酸和乙酸按重量比2.7:1的比例组成。
110.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为18g/10min。
111.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为24g/10min。
112.其中,所述二氧化硅为沉淀法白炭黑,粒径为8μm。
113.其中,所述光稳定剂为受阻胺光稳定剂。
114.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
115.其中,所述润滑剂为硬脂酸。
116.实施例6
117.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接环3。
118.其中,两个所述卡接环3的间距为30mm。
119.其中,所述瓶口2的内径为84mm。
120.其中,所述卡接环3的外径和内径之差为6mm。
121.其中,所述瓶身1为聚乙烯瓶身1,所述聚丙烯瓶身1由高强度聚乙烯复合材料吹塑成型。
122.所述高强度乙烯复合材料通过如下步骤制得:
123.(1)在100重量份的有机溶剂中加入12重量份的聚酰胺、34重量份的二氧化硅,升温至85℃进行溶解后,转移到超声振荡仪中进行超声振荡8min,保持超声振荡并加入60重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体。
124.(2)将100重量份的聚乙烯、65重量份的改性填充体、33重量份的二氧化硅、15重量份增塑剂、0.4重量份的光稳定剂、1.5重量份的抗氧化剂和1重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚乙烯复合材料。
125.其中,所述增塑剂为柠檬酸三丁酯。
126.其中,所述有机溶剂由甲酸和乙酸按重量比2.5:1的比例组成。
127.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为15g/10min。
128.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为23g/10min。
129.其中,所述二氧化硅为沉淀法白炭黑,粒径为25μm。
130.其中,所述光稳定剂为受阻胺光稳定剂。
131.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
132.其中,所述润滑剂为硬脂酸。
133.实施例7
134.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接环3。
135.其中,两个所述卡接环3的间距为30mm。
136.其中,所述瓶口2的内径为84mm。
137.其中,所述卡接环3的外径和内径之差为6mm。
138.其中,所述瓶身1为聚乙烯瓶身1,所述聚丙烯瓶身1由高强度聚乙烯复合材料吹塑成型。
139.所述高强度乙烯复合材料通过如下步骤制得:
140.(1)在100重量份的有机溶剂中加入12重量份的聚酰胺、34重量份的二氧化硅,升温至85℃进行溶解后,转移到超声振荡仪中进行超声振荡8min,保持超声振荡并加入60重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体。
141.(2)将100重量份的聚乙烯、60重量份的改性填充体、25重量份的二氧化硅、10重量份增塑剂、0.3重量份的光稳定剂、1重量份的抗氧化剂和0.5重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚乙烯复合材料。
142.其中,所述增塑剂为柠檬酸三丁酯。
143.其中,所述有机溶剂由甲酸和乙酸按重量比2.5:1的比例组成。
144.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为15g/10min。
145.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为23g/10min。
146.其中,所述二氧化硅为沉淀法白炭黑,粒径为25μm。
147.其中,所述光稳定剂为受阻胺光稳定剂。
148.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
149.其中,所述润滑剂为硬脂酸。
150.实施例8
151.一种菌菇培养瓶,包括瓶身1,所述瓶身1的上端设置有瓶口2,所述瓶口2为空心圆柱体,所述瓶口2的外侧向外凸设有两圈卡接环3。
152.其中,两个所述卡接环3的间距为30mm。
153.其中,所述瓶口2的内径为84mm。
154.其中,所述卡接环3的外径和内径之差为6mm。
155.其中,所述瓶身1为聚乙烯瓶身1,所述聚丙烯瓶身1由高强度聚乙烯复合材料吹塑成型。
156.所述高强度乙烯复合材料通过如下步骤制得:
157.(1)在100重量份的有机溶剂中加入12重量份的聚酰胺、34重量份的二氧化硅,升温至85℃进行溶解后,转移到超声振荡仪中进行超声振荡8min,保持超声振荡并加入60重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体。
158.(2)将100重量份的聚乙烯、70重量份的改性填充体、40重量份的二氧化硅、20重量份增塑剂、0.5重量份的光稳定剂、2重量份的抗氧化剂和1.5重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚乙烯复合材料。
159.其中,所述增塑剂为柠檬酸三丁酯。
160.其中,所述有机溶剂由甲酸和乙酸按重量比2.5:1的比例组成。
161.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为15g/10min。
162.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为23g/10min。
163.其中,所述二氧化硅为沉淀法白炭黑,粒径为25μm。
164.其中,所述光稳定剂为受阻胺光稳定剂。
165.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
166.其中,所述润滑剂为硬脂酸。
167.聚丙烯复合材料对比例1
168.本对比例的聚丙烯复合材料通过如下方法制得:
169.(1)在100重量份的有机溶剂中加入12重量份的聚酰胺、34重量份的二氧化硅,升温至85℃进行溶解后,加入60重量份的去离子水,待固体物不再析出后,进行离心分离、洗涤、干燥,得到改性填充体;
170.(2)将100重量份的聚丙烯、75重量份的改性填充体、35重量份的二氧化硅、0.4重量份的光稳定剂、1.5重量份的抗氧化剂和1重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
171.其中,所述有机溶剂由甲酸和乙酸按重量比2.5:1的比例组成。
172.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为15g/10min。
173.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为23g/10min。
174.其中,所述二氧化硅为沉淀法白炭黑,粒径为25μm。
175.其中,所述光稳定剂为受阻胺光稳定剂。
176.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
177.其中,所述润滑剂为硬脂酸。
178.聚丙烯复合材料对比例1
179.本对比例的聚丙烯复合材料通过如下方法制得:
180.(1)在100重量份的去离子水中加入12重量份的聚酰胺、34重量份的二氧化硅,转移到超声振荡仪中进行超声振荡8min,然后进行离心分离、洗涤、干燥,得到改性填充体。
181.(2)将100重量份的聚丙烯、75重量份的改性填充体、35重量份的二氧化硅、0.4重量份的光稳定剂、1.5重量份的抗氧化剂和1重量份的润滑剂进行混合分散后,投入双螺杆挤出机中进行挤出造粒,即得到所述的高强度聚丙烯。
182.其中,所述聚丙烯为共聚聚丙烯或均聚聚丙烯,在230℃/2.16kg条件下的熔融指数为15g/10min。
183.其中,所述聚酰胺为尼龙6,在230℃/2.16kg条件下的熔融指数为23g/10min。
184.其中,所述二氧化硅为沉淀法白炭黑,粒径为25μm。
185.其中,所述光稳定剂为受阻胺光稳定剂。
186.其中,所述抗氧化剂由抗氧剂168和抗氧剂1010按重量比1:1的比例组成。
187.其中,所述润滑剂为硬脂酸。
188.将实施例1、对比例1和对比例2的聚丙烯复合材料进行性能测试,结果如下:
[0189] 测试标准实施例1对比例1对比例2拉伸强度iso52747mpa41mpa38mpa弯曲模量iso1784729mpa3351mpa3011mpa悬臂梁缺口冲击强度iso18012.4kj/m27.2kj/m26.5kj/m2吹塑性 外观正常表面出现开裂表面出现开裂
[0190]
由上述对比例实验可知,本发明的溶解再生沉淀结合超声振荡的方式可以显著改善二氧化硅的分散性,从而显著提升复合材料的力学性能。
[0191]
上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本发明构思的前提下任何显而易见的替换均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1