自动割胶机的制作方法
1.本实用新型涉及涉及天然橡胶产业农业机械割胶技术领域,具体指一种自动割胶机。
背景技术:
2.橡胶树经济效益来源于割胶所获得的胶乳产量,而天然橡胶是各国重要的装备物资,如何简单高效的从橡胶树中提取胶乳一直是橡胶产业急需解决的问题。橡胶树从种植到满足开割要求,可以连续割胶三十到四十年,而天然橡胶是通过割破橡胶树皮内的乳管获得的。
3.从最早使用锋利工具砍伤橡胶树排胶的方式获取胶乳,到1897年,新加坡植物园主任黄德勒发明橡胶树连续割胶法,才使橡胶产量大幅度提高。在随后的120多年里割胶方法也在不断发展,目前常用的有全阴刀、阳刀割胶法等,这种割胶技术要求高,培养一名熟练胶工需要一个月甚至更长时间,要投入大量的技术培训成本。
4.满足开割要求的橡胶树一年中有280天可以开割,每棵树要割110次,差不多2至3天割一次,割胶的雇佣胶工等劳动投入占整个生产胶乳总投入的70%以上,在割胶期内由于橡胶树皮内的排胶乳管在每天的最低气温下,内部的膨压高及流出的乳胶液因低温而凝固慢排胶时间延长的特性,需要在每天的凌晨2点左右气温低时开始割树,每3小时收集一次,从第一棵树开始到割完最后一棵耗时4至5个小时,人工割胶因体力消耗及经常弯腰等导致每人每天最多只能割500棵左右,不但割胶成本高而且夜间野外作业环境十分辛苦,由于经常遭到各种蚊虫的袭扰及长时间的弯腰操作,经常会导致身体的各种不适。在割胶过程中也会因雨水的干扰造成极大的影响,一些天然橡胶产地每年将遭受多达6个月的季风雨持续期,造成割胶人员的出行不便从而减少割胶频率,人工割胶一年平均每棵割65至80刀次,低于正常标准的110刀次,丢刀次数多从而导致产量过低。
5.而培养一名熟练胶工则需要一个月甚至更长时间,要投入大量的技术培训成本,在当前劳动力日趋紧张,人力成本大幅增加,年轻人不愿割胶,且胶价市场行情不好的背景下,生产企业入不敷出,导致有胶不能割、有胶无人割的尴尬局面,给生产造成较大的损失。
6.为了提高割胶效率、降低割胶技术及减轻割胶工劳力,在割胶工具上也出现了各种割胶刀具,比如传统的推式割胶刀、电动割胶刀,自动行走式机器人割胶机等。
7.电动割胶刀只能降低割胶技术要求而无法替代人力劳动,每天的凌晨劳作及长时间的人工操作无法避免。
8.自动行走式机器人割胶虽然替代了人力劳作,但是由于橡胶林的地形限制及每棵树的外形状态不一,每棵树的割胶前需要重新定位寻找割道导致操作慢、效率低而无法推广。
9.天然橡胶从种植到生产加工涉及两种领域,在割胶阶段胶水在初级加工前属于农业性质,而割胶后的胶水送入工厂加工后就进入了工业领域,特殊的性质决定了割胶机器的使用要求和面对的群体,在低成本的基础上要求耐用和便于维护决定了割胶机器的未
来。
10.目前市面上的一棵树一个智能仿生割胶机虽然解决了人工割胶的各种问题,但是由于采用仿生人工刀片割胶,运行需要较大的驱动力,及割胶方式比较单一,整机机械配合比较复杂,维修时需要整机拆除,机器成本较高维修麻烦,遇到树外观不规则、树瘤凸起、凹陷等无法正常使用,对橡胶树挂机要求比较高,一亩橡胶林地的实际挂机量比较少等,造成成本过高而导致推广难的现象。
11.目前公开的中国发明专利申请cn104429813a、中国发明专利申请cn106034980a、中国发明专利申请cn106718653a均采用了仿生人工刀片割胶,割胶模式比较单一,由于仿生刀片割胶时需要较大的运行驱动力割掉树皮,对整机驱动要求比较高,遇到树瘤及凹陷处容易卡刀,严重时容易造成割胶机器的损坏,轻者造成漏割影响产量,往往需要选择品相好的橡胶树来安装机器,实际上一片橡胶林能安装机器的量比较少。
12.中国发明专利申请cn111972250a采用双螺旋轨道上下平行布局,由连接在中间的竖向刀架总成电机驱动丝杆带动上下两个驱动齿轮沿着上下两个平行的螺旋轨道内运行,带动刀架总成完成横向割胶及竖向的换行,由于采用上下平行的双螺旋轨道,用绑带固定时会占据一部分的割胶范围,其上下双螺旋轨道平行布局不光增加了制造成本,还增加了双螺旋轨道平行安装及对橡胶树挂机的要求,其轨道与刀架总成采用一体化,维修时需要整机拆除,无法现场快速维修。
13.中国专利发明申请cn109924100a虽然采用电动旋转切削圆盘刀片,由于旋转刀片盘面直径较大,遇到凹陷处无法触及造成割不到的局面。
14.以上发明采用捆绑带方式固定机器虽然不伤及橡胶树,但是稳定性较差,捆绑带的质量决定了整机的牢固性和使用年限,无形中又增加了些成本。而且以上发明申请由于各部件之间需要复杂的机械齿轮配合,一体化较大,各部件出现问题后需要整机拆除维护,无法现场更换,造成运行维护成本较高,导致割胶机器出现以来一直无法大面积推广使用。
技术实现要素:
15.本实用新型所要解决的第一个技术问题是针对现有技术的现状,提供一种成本低、装卸和维护简单的自动割胶机。
16.本实用新型所要解决的第二个技术问题是提供一种割道稳定且可避免卡刀的自动割胶机。
17.本实用新型解决上述第一个技术问题所采用的技术方案为:一种自动割胶机,包括有用于切割橡胶树的刀具组件、用于驱动刀具组件绕橡胶树移动的第一驱动机构以及用于驱动刀具组件升降的第二驱动机构;其特征在于:
18.所述的刀具组件包括有刀架以及设于该刀架上的刀头;
19.所述的第一驱动机构包括有
20.螺旋轨道,用于呈螺旋状围设在橡胶树的外周;
21.齿条,沿所述螺旋轨道的延伸方向布置在该螺旋轨道上;
22.齿轮,能转动地安装在所述的刀架上,与所述的齿条相啮合;以及
23.第三驱动件,其动力输出端与所述的齿轮相连接,用以驱动该齿轮绕自身轴线转动;所述的第二驱动机构包括有
24.两个第一基座,沿橡胶树的轴向间隔布置,用于固定在橡胶树上;
25.第一丝杆,沿橡胶树的轴向延伸,两端分别能转动地连接在两个第一基座上;
26.第一换行移动块,开设有与第一丝杆螺纹连接的第一螺孔,所述螺旋轨道的一端安装在该第一换行移动块上;以及
27.第四驱动件,安装在其中一个第一基座上,其动力输出端与第一丝杆相连接,用以驱动第一丝杆绕自身轴线转动。
28.为了避免安装在换行移动块上的螺旋轨道在上下平移时发生前后左右晃动,所述第二驱动机构还包括有
29.两个第二基座,沿橡胶树的轴向间隔布置,用于固定在橡胶树上;
30.第二丝杆,沿橡胶树的轴向延伸,两端分别能转动地连接在两个第二基座上;
31.第二换行移动块,开设有与第二丝杆螺纹连接的第二螺孔,所述螺旋轨道的另一端安装在该第二换行移动块上;以及
32.软轴,两端分别连接在第一丝杆和第二丝杆的底端。
33.为了保证刀架在螺旋轨道上的稳定性,所述的齿条沿所述螺旋轨道的延伸方向布置在该螺旋轨道的顶部侧缘处,所述的第一驱动机构还包括有滑轮,该滑轮的数量至少为两个,并沿所述螺旋轨道的延伸方向间隔布置,各滑轮能转动地安装在所述的刀架上,并与螺旋轨道的底部侧缘滚动接触。
34.为了保证刀头始终能抵进树皮中实现刨割,所述的刀架上开设有滑槽,所述的的刀具组件还包括有
35.滑动臂,至少有局部插设在所述的滑槽中并能沿滑槽的长度方向滑移,所述的刀头设于该滑动臂上;以及
36.第一弹性件,设于所述的滑动臂和刀架之间,能使滑动臂始终具有靠近橡胶树移动的趋势。
37.为了进一步解决上述第二个技术问题,所述的刀具组件还包括有
38.转动座,能转动地安装在所述滑动臂靠近橡胶树的一端,所述的刀头安装在该转动座靠近橡胶树的一侧;
39.导向件和刀深限位导板,均位于所述转动座靠近橡胶树的一侧,刀头的头部相对于刀深限位导板伸出,且沿所述刀具组件的前进方向,导向件和刀深限位导板分别位于刀头的前后两侧;以及
40.第二弹性件,设于所述的转动座和滑动臂之间,能使位于转动座上的导向件始终具有与橡胶树相抵的趋势。
41.为了方便刀头刨割树皮,所述的导向件与刀头间隔布置,以使两者之间形成有刨口。
42.为了减小导向件与橡胶树表面之间的摩擦力,所述的导向件为一转轮,该转轮能转动地安装在所述的转动座上,用于与橡胶树表面滚动接触。
43.为了保证刀深限位导板起到排屑挡板作用,所述的刀深限位导板靠近所述的刀头布置。
44.为了避免刀头在割胶之外(如换行)的过程中对橡胶树进行刨割,还包括有用于对滑动臂进行限位的限位组件,以使所述的滑动臂至少具有两种状态:
45.在第一状态下,在所述限位组件的限位作用下,所述的滑动臂克服第一弹性件的弹力作用内缩于所述的滑槽;
46.在第二状态下,所述的限位组件解除对滑动臂的限位作用,所述的滑动臂在第一弹性件的弹力作用下外伸于所述的滑槽。
47.为了方便实现和解除限位作用,所述的限位组件包括有
48.绞轮,能转动地安装在所述的刀架上;
49.拉绳,第一端卷绕在所述的绞轮上,第二端连接在所述的滑动臂上;以及
50.第二驱动件,其动力输出端与所述的绞轮相连接,用以驱动该绞轮绕自身轴线转动,以使拉绳收卷在绞轮上或从绞轮上放卷;
51.在第一状态下,所述的拉绳收卷在绞轮上,用以对滑动臂施加拉力进行限位;
52.在第二状态下,所述的拉绳从绞轮上放卷,用以解除对滑动臂的限位作用。
53.与现有技术相比,本实用新型的优点在于:
54.(1)单轨道支撑以及丝杆驱动方式不仅降低了制造成本,而且制作简单,使运行更平稳,在保持稳定的同时简化了整体设计降低了成本,便于安装及后期的维护工作;
55.(2)由于橡胶树品种不同,生长状态不一,部分橡胶树品种会因爆皮而长出树瘤或表面凹陷,导致刀头割胶需要较大的驱动力来运行,而在割胶面凹凸无法避免的情况下将会出现阻力往往会损坏刀片;
56.本技术通过将安装有刀头的转动座转动连接在滑动臂上,将滑动臂滑动连接在刀架上,并配合导向件、刀深限位导板、第一弹性件和第二弹性件,一方面,滑动臂在第一弹性件的弹力作用下靠近橡胶树移动,迫使位于转动座上的导向件在第二弹性件的弹力作用下贴合树皮表面,而转动座在滑动臂不断施压下迫使刀头抵进树皮中,直到刀深限位导板与树皮相抵,保证割道深度始终保持一致;另一方面,在进行割胶动作过程中,导向件在树皮表面移动,遇到凸起或凹陷处时,彼此起伏并通过第二弹性件平衡带动刀头随行运动,始终使刀头与树干表面保持恒定角度做割胶动作,因此,该自动割胶机割道稳定且可避免卡刀。
附图说明
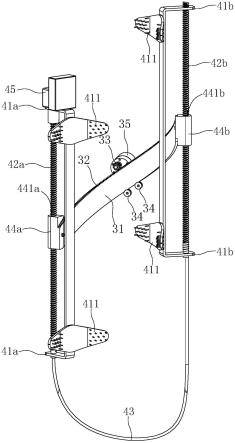
57.图1为本实用新型自动割胶机的实施例的立体结构示意图;
58.图2为图1中省略了螺旋轨道和第二驱动机构之后另一方向的立体结构示意图;
59.图3为图2的立体分解示意图。
60.图4为图1中省略了刀具组件和限位组件之后另一方向的立体结构示意图。
具体实施方式
61.以下结合附图实施例对本实用新型作进一步详细描述。
62.如图1至图4所示,为本实用新型自动割胶机的一个优选实施例。该自动割胶机包括有刀具组件1、限位组件2、第一驱动机构3和第二驱动机构4,刀具组件1用于切割橡胶树,第一驱动机构3用于驱动刀具组件1绕橡胶树呈螺旋状转动,第二驱动机构4用于驱动刀具组件1升降。整机采用模块化的组合方式使各部件均可快速拆卸,可以快速地更换出现问题的部件减少拆机维修时间。
63.其中,刀具组件1包括有刀架11、滑动臂12、转动座13、刀头14、导向件15、刀深限位
导板16、第一弹性件17和第二弹性件18。
64.具体地,刀架11的顶部开设有基本沿橡胶树的径向延伸的滑槽111,滑槽111内远离橡胶树的一端安装有挡板112,刀架11的下部贯穿开设有基本沿刀具组件1的转动方向延伸的穿孔113;
65.滑动臂12至少有局部插设在滑槽111中并能沿滑槽111的长度方向滑移,滑槽111内安装有与上述滑动臂12相对应的第一限位开关114;
66.转动座13通过转轴131能转动地安装在滑动臂12靠近橡胶树的一端的顶面上,刀头14、导向件15和刀深限位导板16均位于该转动座13靠近橡胶树的一侧,且沿刀具组件1的前进方向,导向件15和刀深限位导板16分别位于刀头14的前后两侧;
67.刀头14为条形刀片,且其头部相对于刀深限位导板16伸出;
68.导向件15为一转轮,该转轮能转动地安装在转动座13上,用于与橡胶树表面滚动接触;导向件15与刀头14间隔布置,以使两者之间形成有刨口141;
69.刀深限位导板16靠近刀头14布置,起到刀深限位和排屑挡板作用,用于限制刀头14头部的刀尖伸出过长伤及树干部分,可根据树皮厚度调整刀头14头部伸出的长度,刀头14割胶时由刀深限位导板16分离切割下来的碎皮使其顺畅的排屑;本实施例中,刀深限位导板16与转动座13为一体件;
70.第一弹性件17为压簧,容置在滑槽111中,其两端分别与滑动臂12和挡板112相抵,能使滑动臂12始终具有靠近橡胶树移动的趋势;
71.第二弹性件18为扭簧,套设在转轴131上,其两端分别与转动座13和滑动臂12相抵,能使位于转动座13上的导向件15始终具有与橡胶树相抵的趋势,以使刀头14与橡胶树表面的角度保持恒定;割胶时,通过第二弹性件18作用于滑动臂12的扭力,使转动座13始终处于平衡状态,在随着刀架11行走时,导向件15遇到凸出或凹陷处的树表面时,通过杠杆平衡原理的作用使刀头14随着树皮凸凹随行运动,始终与树皮表面保持恒定角度(一般为垂直状态),避免卡刀或割不到的情况发生;
72.限位组件2包括有绞轮21、拉绳22和第二驱动件23,能够对上述滑动臂12进行限位。
73.具体地,绞轮21能转动地安装在刀架11的滑槽111中,上述挡板112位于滑动臂12和该绞轮21之间,并靠近该绞轮21布置;本实施例中,绞轮21为单向绞轮,避免了因过度释放而造成的反绕线;
74.拉绳22的第一端卷绕在绞轮21上,第二端连接在滑动臂12上;
75.第二驱动件23为电机,其动力输出端与绞轮21相连接,用以驱动该绞轮21绕自身轴线转动,以使拉绳22收卷在绞轮21上或从绞轮21上放卷,进而使滑动臂12至少具有两种状态:在第一状态下,拉绳22收卷在绞轮21上,用以对滑动臂12施加拉力进行限位,以使滑动臂12克服第一弹性件17的弹力作用内缩于滑槽111;在第二状态下,拉绳22从绞轮21上放卷,用以解除对滑动臂12的限位作用,以使滑动臂12在第一弹性件17的弹力作用下外伸于滑槽111。
76.第一驱动机构3包括有螺旋轨道31、齿条32、齿轮33、滑轮34和第三驱动件35。
77.具体地,螺旋轨道31呈螺旋向上半圆弧形状,螺旋向上的角度与水平线呈40度左右,螺旋轨道31内弯面围绕树皮表面与树围同心,用于呈螺旋状围设在橡胶树的外周,螺旋
轨道31穿设在上述刀架11的穿孔113中,螺旋轨道31外弯面的两端安装有用于对刀架11进行阻挡的限位块311,刀架11的侧部安装有与上述限位块311相对应的第二限位开关115,用于限制刀架11在螺旋轨道31上的运动范围,用户可以根据实际情况临时拆除变更限位块311的距离,一方面方便刀具组件1的装卸,另一方面方便调整刀架11在螺旋轨道31上的运动范围;
78.齿条32沿螺旋轨道31的延伸方向布置在该螺旋轨道31的顶部侧缘处;本实施例中,齿条32与螺旋轨道31为一体件;
79.齿轮33能转动地安装在穿孔113的顶部,与上述齿条32相啮合;
80.滑轮34的数量至少为两个,并沿螺旋轨道31的延伸方向间隔布置,各滑轮34能转动地安装在穿孔113的底部,并与螺旋轨道31的底部侧缘滚动接触,以使刀架11稳定套设在螺旋轨道31上,保证其移动稳定性;
81.第三驱动件35为电机,安装在刀架11上,其动力输出端与齿轮33相连接,用以驱动该齿轮33绕自身轴线转动。
82.本实施例中,螺旋轨道31采用横截面1字型材制造,厚度4毫米左右,宽度40毫米左右,长度和弯曲度根据橡胶树围大小可设为三个对应规格,型材材料首选铝排,容易制造可塑性高,单轨道支撑不仅降低了制造成本,而且制作简单,使运行更平稳,在保持稳定的同时简化了整体设计降低了成本,便于安装及后期的维护工作。
83.第二驱动机构4包括有第一基座41a、第二基座41b、第一丝杆42a、第二丝杆42b、软轴43、第一换行移动块44a、第二换行移动块44b和第四驱动件45。
84.具体地,第一基座41a的数量为两个,沿橡胶树的轴向间隔布置,并通过连杆相连接,第二基座41b的数量为两个,沿橡胶树的轴向间隔布置,并通过连杆相连接;各连杆的上部和下部具有用于固定在橡胶树上的固定片411,固定片411带有蚊钉阵,蚊钉使用细小的不锈钢钉材质,采用阵列布局的方式来增加固定片与树之间的固定面积,不但能增加其牢固性,还延长了使用年限;
85.第一丝杆42a沿橡胶树的轴向延伸,其两端分别能转动地连接在两个第一基座41a上,第二丝杆42b沿橡胶树的轴向延伸,其两端分别能转动地连接在两个第二基座41b上;
86.软轴43的两端分别连接在第一丝杆42a和第二丝杆42b的底端,这样,转动第一丝杆42a时,软轴43可带动第二丝杆42b呈反方向转动;
87.第一换行移动块44a上开设有与第一丝杆42a螺纹连接的第一螺孔441a,第二换行移动块44b上开设有与第二丝杆42b螺纹连接的第二螺孔441b,上述螺旋轨道31的两端分别安装在第一换行移动块44a和第二换行移动块44b上;另外,上述两个第一基座41a上设有与第一换行移动块44a相对应的第三限位开关(图中未示出),用于限制第一换行移动块44a在第一丝杆42a上的运动范围;
88.第四驱动件45为电机,安装在其中一个第一基座41a上,其动力输出端与第一丝杆42a相连接,用以驱动第一丝杆42a绕自身轴线转动;
89.本实施例中,两个换行移动块的相互作用力可以避免安装在换行移动块上的螺旋轨道31在上下平移时发生前后左右晃动,迫使螺旋轨道31内弯面贴合树干表面并与树围平行,环抱树干进行上下移动换行动作(每次换行平移1.2毫米左右,每年平均移动110次左右,移动距离14厘米左右),加上螺旋轨道31具有一定的韧性和可塑性,可以迫使螺旋轨道
31的内弯面始终贴近树木表面并形成一定的弹性,在滑动臂12伸出时使运行在螺旋轨道31上的刀头14始终抵触在树皮表面轻松运行割胶作业。
90.另外,上述自动割胶机具有控制器,该控制器与上第一限位开关114、第二限位开关115、第三限位开关431、第二驱动件23、第三驱动件35、第四驱动件45电连接。
91.上述自动割胶机的控制方法包括有以下步骤:
92.(1)安装时,先根据橡胶树的树围大小选择适当规格的螺旋轨道31并根据实际情况可手工适当调整弯曲度,使其更贴合树皮表面,螺旋轨道31的一端与第一换行移动块44a连接固定,另一端穿过刀架11的穿孔113与第二换行移动块44b连接固定,并保证螺旋轨道31顶部侧缘处的齿条32与齿轮33啮合,螺旋轨道31底部侧缘与两个滑轮34滚动接触,通过第三驱动件35可驱动齿轮33转动,进而使刀架11能在螺旋轨道31上顺畅运行,接着根据需要的距离在螺旋轨道31两端安装限位块311,最后将固定片411固定在橡胶树的合适位置,并确定丝杆转动时能带动换行移动块上的螺旋轨道31沿橡胶树的轴向平移顺畅地做上下换行运动;
93.(2)割胶时,控制器启动第四驱动件45配合软轴43驱动两根丝杆转动,通过螺纹配合带动两块换行移动块和螺旋轨道31向下移动1.2毫米左右后,第四驱动件45停止运转完成换行运动,此时控制器发出信号使第三驱动件35运转带动刀架11沿螺旋轨道31靠近第一丝杆42a移动,直到触碰限位块311,对应的第二限位开关115采集到信号传递给控制器,第三驱动件35停止运转,启动第二驱动件23运转,拉绳22从绞轮21上放卷释放滑动臂12,以使滑动臂12在第一弹性件17的弹力作用下外伸于滑槽111,迫使位于转动座13上的导向件15在第二弹性件18的弹力作用下贴合树皮表面,而转动座13在滑动臂12不断施压下迫使刀头14抵进树皮中,第二驱动件23达到预设转数后停止转动,此时控制器发出信号第三驱动件35反转,带动刀架11沿螺旋轨道31开进第二丝杆42b移动,同时带动刀头14进行割胶动作,此时导向件15在树皮表面滚动,遇到凸起或凹陷处时,彼此起伏并通过第二弹性件18平衡带动刀头14随行运动,始终使刀头14垂直于树干表面做割胶动作,刀架11运转至螺旋轨道31另一端的限位块21时,第二限位开关115采集到信号传递给控制器,第三驱动件35停止运转,启动第二驱动件23运转,拉绳22收卷在绞轮21上,用以对滑动臂12施加拉力进行限位,以使滑动臂12克服第一弹性件17的弹力作用内缩于滑槽11,同时转动座13在滑动臂12的回收下使刀头14脱离树皮内部,在滑动臂12触碰到滑槽111内部的第一限位开关114时第二驱动件23停止运转,此时刀头14收回并完成一次割胶作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1