一种常温碳酸饮料的制备方法与流程
1.本发明涉及碳酸饮料领域,具体涉及一种常温碳酸饮料及其制备方法。
背景技术:
2.在亚太碳酸饮料市场中,中国的体量最大且保持增长趋势,由于人均消费量不足仍有较大增长空间。中国的饮料消费者越来越关注产品的健康属性,“乳酸菌发酵”、“0糖”、“0脂肪”、“0卡”成为当下最流行的宣称。
3.目前市场上常温碳酸水饮料众多,但常温含乳碳酸饮料的种类很少,主要原因在于:含乳饮料体系中二氧化碳溶解度降低,如何能优化二氧化碳充填工艺进而有效提升产品气容量是本领域技术人员亟待解决的技术问题。
4.而且,在研发过程中发现,含乳的饮料体系在二氧化碳的影响下蛋白质无法形成稳定的网状结构,因此不能均匀悬浮,货架期内蛋白自然沉降形成严重沉淀;尤其是含有乳酸菌的碳酸饮料,如果添加发酵乳,因蛋白经历酸变性凝结,颗粒悬浮性变差,容易造成分层、沉淀等现象,极大地影响货架期内产品的质量。
5.同时,0脂肪的含乳碳酸饮料体系极易产生气泡,导致开瓶泡沫溢出影响感官品质。因此,要做出能够市售的且充气量和货架期内稳定性均能显著提高的含乳碳酸饮料较为困难。
技术实现要素:
6.因此,本发明实际要解决的第一个技术问题在于,克服现有技术中常温碳酸饮料在货架期内无法稳定,容易出现沉淀的问题。本发明提供了一种能够在货架期内提高体系稳定性的常温碳酸饮料,并提供了该饮料的制备方法。
7.一种常温碳酸饮料,包括发酵乳、食品添加剂和二氧化碳,所述发酵乳的原料包括:脱脂乳粉50-100重量份,蛋白粉10-40重量份,菌种0.03-0.05重量份;发酵乳的终点酸度为4.20-4.40;所述常温碳酸饮料中蛋白质的含量为2.0-7.0g/kg,所述常温碳酸饮料中颗粒的平均粒径小于1μm。
8.进一步,所述脱脂乳粉中蛋白质的质量大于32%,所述蛋白粉中蛋白质的质量大于70%;所述脱脂乳粉与蛋白粉中蛋白质的质量比为1-2:1;此时,发酵乳的原料优选包括:脱脂乳粉60-85重量份,蛋白粉15-30重量份,菌种0.03-0.05重量份。
9.所述常温碳酸饮料中颗粒的粒径小于0.6μm,所述发酵乳中颗粒的平均粒径小于15μm。
10.所述食品添加剂包括甜味剂、酸度调节剂、发酵乳、蛋白稳定剂、果汁和消泡剂中的至少一种,甜味剂50-90重量份,酸度调节剂0.3-2重量份,蛋白稳定剂1-3重量份,果汁1-10重量份,消泡剂0.1-0.8重量份;
11.所述发酵乳为60-180重量份,所述二氧化碳为6-8重量份。
12.所述甜味剂包括木糖醇、赤藓糖醇、甜菊糖苷、葡萄糖基甜菊糖苷、罗汉果甜苷、三
氯蔗糖、安赛蜜中的一种或几种;所述酸度调节剂包括柠檬酸、乳酸、柠檬酸钠、三聚磷酸钠、碳酸氢钠中的一种或几种;所述蛋白稳定剂为可溶性大豆多糖;所述果汁为澄清的浓缩果汁。
13.所述菌种包括保加利亚乳杆菌、嗜热链球菌、乳酸乳球菌乳酸亚种、乳酸乳球菌乳脂亚种、乳酸乳球菌双乙酰亚种、双歧杆菌、植物乳杆菌、瑞士乳杆菌中的一种或几种。
14.所述菌种包括质量比为1:4:2的保加利亚乳杆菌、嗜热链球菌、双歧杆菌。
15.一种常温碳酸饮料的制备方法,包括如下步骤:
16.复原乳的配置:在原料脱脂乳粉50-100重量份和蛋白粉10-40重量份中加入原料重量4-6倍的水,经过第一次均质和第一次杀菌后,冷却至发酵温度配置成复原乳;
17.发酵乳的制备:在复原乳中添加菌种0.03-0.05重量份,进行发酵,发酵至ph值达到4.20-4.40后破乳降温,进行第二次均质后制成发酵乳;
18.二次配料:将食品添加剂与发酵乳混合后配置成料液,将料液进行三次均质和第二次杀菌,使料液中颗粒的平均粒径小于1μm;
19.充气融合:将二氧化碳充入料液后获得成品;所述成品中蛋白质的含量为2.0-7g/kg,所述成品中颗粒的平均粒径小于1μm。
20.本发明中通过均质的设计,用于将发酵乳的平均粒径控制在15μm以下,最终制成的常温碳酸饮料的平均粒径控制在1μm以下,优选为0.6μm以下,该设置即可有效保证产品的稳定性。本发明中能够有效控制平均粒径的均质的条件设计方式很多,本发明中提供了其中一种能够实现的参数条件范围,具体如下:
21.所述第一次均质时的温度为62-65℃,第一次均质时的压力为160-180bar;
22.所述第二次均质时的温度为34-36℃,第二次均质时的压力为120-140bar。
23.第三次均质时的温度为62-65℃,第三次均质时的压力为200-220bar。
24.所述第一次杀菌为巴氏杀菌;第二次杀菌为高温灭菌,杀菌温度为121
±
2℃,杀菌时间为4s。
25.本发明要解决的第二个技术问题是,现有技术中乳酸菌碳酸饮品的充气量不高的问题。本发明通过上述原料组成和配比,发酵乳终点酸度的优化,结合充气融合步骤和灌装步骤的操作过程和其中工艺参数的优化,则可以有效解决现有技术中充气量低的问题,同时,还能有效保证口感。本发明中的充气融合步骤和灌装步骤的具体设置如下:
26.所述充气融合步骤中,料液先降温到0-4℃,将二氧化碳加压至3.0-3.5bar,将料液与二氧化碳经过一段30-50cm的混合管路进行混合,混合后通过15-30min的平衡制成成品。
27.所述成品进行无菌灌装,灌装时的灌注温度为4-6℃,灌注速度20-30ml/s,释压时间为10-15s。
28.本发明通过在提高充气量的情况下,结合原料组成和配比之间参数优化配合,并不会降低产品在货架期内的稳定性,同时,还具有优异的感官结果,效果更加显著。
29.在复原乳配置的过程中,原料中添加的水的温度为40-45℃,搅拌时间10-15min,静置水合时间30min;复原乳发酵的温度为41
±
1℃。
30.本发明技术方案,具有如下优点:
31.1.本发明提供的常温碳酸饮料,通过发酵乳原料的选择和优化,以及发酵乳的终
点酸度的控制,可以有效防止常温碳酸饮料中的蛋白质发生不可逆变性;同时,通过蛋白质含量的限定,以及常温碳酸饮料中颗粒的平均粒径的限定,无需添加大量的增稠稳定型胶体,可以在较低的粘度下实现体系悬浮,提高产品在货架期内的稳定性;因此,本发明通过发酵乳的原料选择为脱脂乳粉和蛋白粉的复配,将发酵乳的终点酸度设置在4.20-4.40,同时,将常温碳酸饮料中颗粒的平均粒径控制在1μm以内,可以在较低粘度下有效实现体系更长时间的稳定,效果十分显著。
32.2.本发明进一步优化了发酵乳原料中蛋白质来源的配比,以及常温碳酸饮料中颗粒的平均粒径,具体为:将脱脂乳粉与蛋白粉中蛋白质的质量比限定为1-2:1,同时限定常温碳酸饮料中颗粒的粒径小于0.6μm,发酵乳中颗粒的平均粒径小于1μm,可以有效保证常温碳酸饮料在6个月内无不溶性沉淀沉积,即在产品货架期内保持常温碳酸饮料的体系稳定性,效果更加显著。
33.3.本发明提供了常温碳酸饮料的制备方法,其主要通过控制发酵乳的终点酸度,结合发酵乳的原料的选择和配比,有效实现体系稳定性更好的常温碳酸饮料的生产。
34.4.本发明进一步优化充气工艺和灌注工艺,通过降低料液温度、控制充气压力、混比时间、平衡时间、灌注速度和温度、释压时间等参数,可以在不影响产品体系稳定性的情况下,有效提高产品气容量;具体为:将料液降温到0-4℃,将二氧化碳加压至3.0-3.5bar,将料液与二氧化碳经过一段30-50cm的混合管路进行混合,灌注温度4-6℃,灌注速度20-30ml/s,释压时间10-15s,可以有效提高产品气容量,结合原料的组成和配比的优化,可以将产品的气容量提高到3倍甚至以上,明显高于现有常温碳酸饮料。
35.5.本发明进一步优化了灌注速度、释压时间,将灌装时的灌注温度设置为4-6℃,灌注速度设置为20-30ml/s,释压时间设置为10-15s,可以有效抑制灌装过程中的泡沫溢出,有效实现在线灌装操作。
36.6.本发明通过原料的配比、制备方法中工艺参数的优化,不仅仅为产品带来充盈气泡感的同时保证产品无菌性以及货架期内稳定性,并且还能有效满足0脂肪、0糖和更高蛋白等需求。
具体实施方式
37.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
38.实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规试剂产品。
39.实施例1
40.一种常温碳酸饮料及其制备方法,包括:
41.1、原料(以1000千克计)
42.(1)发酵乳制备
43.水:896.95千克,脱脂乳粉:84千克,乳清蛋白粉:19千克,菌种:0.05千克,菌种采
用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
44.(2)饮料基料制备
45.水:866.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
46.2、制备方法
47.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
48.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
49.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡20min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度30ml/s,释压10s,上盖出瓶。
50.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比2:1,二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。通过糖醇及高倍甜味剂提供甜味,实现0糖健康定位。充气量为6g/kg,产品二氧化碳气容量达到3.0倍,产品气泡充盈,口感清爽。常温货架期6个月产品体系稳定,无大量沉淀产生。
51.实施例2
52.一种常温碳酸饮料及其制备方法,包括:
53.1、原料(以1000千克计)
54.(1)发酵乳制备
55.水:901.95千克,脱脂乳粉:76千克,乳清蛋白粉:22千克,菌种:0.05千克,菌种采用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
56.(2)饮料基料制备
57.水:866.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
58.2、制备方法
59.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
60.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4
℃暂存。
61.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡20min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度30ml/s,释压10s,上盖出瓶。
62.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比1.5:1,二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。通过糖醇及高倍甜味剂提供甜味,实现0糖健康定位。充气量为6g/kg,产品二氧化碳气容量达到3.0倍,产品气泡充盈,口感清爽。常温货架期6个月产品体系稳定,无大量沉淀产生。
63.实施例3
64.一种常温碳酸饮料及其制备方法,包括:
65.1、原料(以1000千克计)
66.(1)发酵乳制备
67.水:907.95千克,脱脂乳粉:63千克,乳清蛋白粉:29千克,菌种:0.05千克,菌种采用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
68.(2)饮料基料制备
69.水:866.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
70.2、制备方法
71.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
72.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
73.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡20min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度30ml/s,释压10s,上盖出瓶。
74.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比1:1,二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。通过糖醇及高倍甜味剂提供甜味,实现0糖健康定位。充气量为6g/kg,产品二氧化碳气容量达到3.0倍,产品气泡充盈,口感清爽。常温货架期6个月产品体系稳定,无大量沉淀产生。
75.实施例4
76.一种常温碳酸饮料及其制备方法,包括:
77.1、原料(以1000千克计)
78.(1)发酵乳制备
79.水:907.95千克,脱脂乳粉:63千克,乳清蛋白粉:29千克,菌种:0.05千克,菌种采
用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
80.(2)饮料基料制备
81.水:803.62千克,发酵乳:125千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:2千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
82.2、制备方法
83.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
84.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
85.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡20min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度25ml/s,释压10s,上盖出瓶。
86.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比1:1,二次配料制备蛋白含量为0.5g/100g饮料基料,蛋白全部由发酵乳提供。通过糖醇及高倍甜味剂提供甜味,实现0糖健康定位。充气量为6g/kg,产品二氧化碳气容量达到3.0倍,产品气泡充盈,口感清爽。常温货架期6个月产品体系稳定,无大量沉淀产生。
87.实施例5
88.一种常温碳酸饮料及其制备方法,包括:
89.1、原料(以1000千克计)
90.(1)发酵乳制备
91.水:907.95千克,脱脂乳粉:63千克,乳清蛋白粉:29千克,菌种:0.05千克,菌种采用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
92.(2)饮料基料制备
93.水:753.12千克,发酵乳:175千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:2.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
94.2、制备方法
95.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
96.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4
℃暂存。
97.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡25min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度25ml/s,释压10s,上盖出瓶。
98.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比1:1,二次配料制备蛋白含量为0.7g/100g饮料基料,蛋白全部由发酵乳提供。通过糖醇及高倍甜味剂提供甜味,实现0糖健康定位。充气量为6g/kg,产品二氧化碳气容量达到3.0倍,产品气泡充盈,口感清爽。常温货架期6个月产品体系稳定,无大量沉淀产生。
99.实施例6
100.一种常温碳酸饮料及其制备方法,包括:
101.1、原料(以1000千克计)
102.(1)发酵乳制备
103.水:907.95千克,脱脂乳粉:63千克,乳清蛋白粉:29千克,菌种:0.05千克,本发明的菌种为优选发酵剂种类,即采用质量配比为1:4:2的保加利亚乳杆菌、嗜热链球菌和双歧杆菌。
104.(2)饮料基料制备
105.水:865.62千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6.5千克,聚二甲基硅氧烷乳液:0.05kg。
106.2、制备方法
107.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
108.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
109.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.3bar,经过混合管路进行在线充气,进入平衡罐平衡25min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度25ml/s,释压10s,上盖出瓶。
110.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比1:1,二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。通过糖醇及高倍甜味剂提供甜味,实现0糖健康定位。充气量为6.5g/kg,产品二氧化碳气容量达到3.25倍,产品气泡充盈,口感清爽。常温货架期6个月产品体系稳定,无大量沉淀产生。
111.实施例7
112.一种常温碳酸饮料及其制备方法,包括:
113.1、原料(以1000千克计)
114.(1)发酵乳制备
115.水:907.95千克,脱脂乳粉:63千克,乳清蛋白粉:29千克,菌种:0.05千克,本发明的菌种为优选发酵剂种类,即采用质量配比为1:4:2的保加利亚乳杆菌、嗜热链球菌和双歧杆菌。
116.(2)饮料基料制备
117.水:865.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:7千克,聚二甲基硅氧烷乳液:0.05kg。
118.2、制备方法
119.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
120.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
121.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.5bar,经过混合管路进行在线充气,进入平衡罐平衡30min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度20ml/s,释压15s,上盖出瓶。
122.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比1:1,二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。通过糖醇及高倍甜味剂提供甜味,实现0糖健康定位。充气量为7g/kg,产品二氧化碳气容量达到3.5倍,产品气泡丰富,口感清爽。常温货架期6个月产品体系稳定,无大量沉淀产生。
123.对比例1
124.一种常温碳酸饮料及其制备方法,包括:
125.1、原料(以1000千克计)
126.(1)发酵乳制备
127.水:872.95千克,脱脂乳粉:127千克,菌种:0.05千克,菌种采用常规发酵剂,即质量比为1:2的保加利亚乳杆菌和嗜热链球菌;
128.(2)饮料基料制备
129.水:866.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
130.2、制备方法
131.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
132.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,
持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
133.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡10min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度30ml/s,释压10s,上盖出瓶。
134.本对比例仅使用脱脂乳粉制备蛋白含量为4.0g/100g复原乳,二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。充气量为6g/kg,平衡时间短灌注过程有大量泡沫产生,产品二氧化碳气容量不足3.0倍。脱脂粉发酵乳浊度较高,蛋白沉降快,常温贮藏2个月底部形成大量沉淀,顶层变澄清,出现明显色差。
135.对比例2
136.一种常温碳酸饮料及其制备方法,包括:
137.1、原料(以1000千克计)
138.(1)发酵乳制备
139.水:891.95千克,脱脂乳粉:94千克,乳清蛋白粉:14千克,菌种:0.05千克,菌种采用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
140.(2)饮料基料制备
141.水:866.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
142.2、制备方法
143.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
144.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
145.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡20min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度50ml/s,释压10s,上盖出瓶。
146.本对比例使用脱脂乳粉及乳清蛋白粉制备蛋白含量为4.0g/100g复原乳,其蛋白配比不在本专利保护范围之内,脱脂乳粉与乳清蛋白粉蛋白贡献比3:1。二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。充气量为6g/kg,由于灌注速度快,灌注过程有大量泡沫产生,产品二氧化碳气容量不足3.0倍。产品常温贮藏3个月底部形成大量沉淀,顶层变澄清,出现明显色差。
147.对比例3
148.一种常温碳酸饮料及其制备方法,包括:
149.1、原料(以1000千克计)
150.(1)发酵乳制备
151.水:921.95千克,脱脂乳粉:40千克,乳清蛋白粉:38千克,菌种:0.05千克,菌种采用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
152.(2)饮料基料制备
153.水:866.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
154.2、制备方法
155.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
156.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至4℃暂存。
157.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度4℃,二氧化碳加压压力3.0bar,经过混合管路进行在线充气,进入平衡罐平衡20min,在线吹瓶进行无菌灌装,灌注温度6℃,灌注速度30ml/s,释压5s,上盖出瓶。
158.本对比例使用脱脂乳粉及乳清蛋白粉制备蛋白含量为4.0g/100g复原乳,其蛋白配比不在本专利保护范围之内,脱脂乳粉与乳清蛋白粉蛋白贡献比1:2。乳清蛋白粉含量较高,同等发酵条件酸度上升缓慢,且发酵后期有水乳分离现象。二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。充气量为6g/kg,释压时间短,脱离旋盖时有少量泡沫溢出,有污染风险。终产品澄清度高,稳定性得到改善,但乳清蛋白占比高产品涩感较重,发酵滋味较弱,整体口感较差。
159.对比例4
160.一种常温碳酸饮料及其制备方法,包括:
161.1、原料(以1000千克计)
162.(1)发酵乳制备
163.水:907.95千克,脱脂乳粉:63千克,乳清蛋白粉:29千克,菌种:0.05千克,菌种采用常规发酵剂,即质量比为1:2保加利亚乳杆菌和嗜热链球菌;
164.(2)饮料基料制备
165.水:866.12千克,发酵乳:63千克,赤藓糖醇:42千克,木糖醇:15千克,安赛蜜:0.15千克,三氯蔗糖:0.08千克,可溶性大豆多糖:1.5千克,柠檬酸:0.8千克,柠檬酸钠:0.3千克,浓缩苹果汁:5千克,二氧化碳:6千克,聚二甲基硅氧烷乳液:0.05kg。
166.2、制备方法
167.2.1制备发酵乳:配料用水循环升温至45℃,加入脱脂乳粉及乳清蛋白粉,搅拌15min,定容后静置水合30min。预热至65℃,均质压力180bar进行一次均质,均质后升温至
90℃,杀菌300s,冷却至41℃,接种发酵至终点ph,降温至35℃,120bar压力下进行二次均质,冷却至6℃暂存。
168.2.2制备饮料基料:在搅拌开启状态下依次投入甜味剂、蛋白稳定剂,调入发酵乳,持续搅拌20min。充分融化酸度调节剂及果汁,通过在线喷酸与料液混合,定容后升温至65℃,均质压力220bar进行三次均质,然后进行超高温杀菌121℃杀菌4s,杀菌后料液降温至10℃暂存。
169.2.3在线充气无菌灌装:利用二氧化碳混比机进行在线混合加气,料液温度10℃,二氧化碳加压压力3.5bar,经过混合管路进行在线充气,在线吹瓶进行无菌灌装,灌注温度12℃,灌注速度20ml/s,释压15s,上盖出瓶。
170.本实施例制备蛋白含量为4.0g/100g复原乳,脱脂乳粉与乳清蛋白粉蛋白贡献比1:1,二次配料制备蛋白含量为0.25g/100g饮料基料,蛋白全部由发酵乳提供。充气温度10℃,未进行气水平衡,灌注温度12℃,脱离时大量泡沫溢出,导致料液损失,产品二氧化碳气容量不足3.5倍。
171.试验方法
172.采用上述各个实施例和对比例中成品进行检测,检测的方法和结果如下:
173.采用ph计测定发酵乳ph值。
174.发酵乳酸度测定依据gb 5009.239。
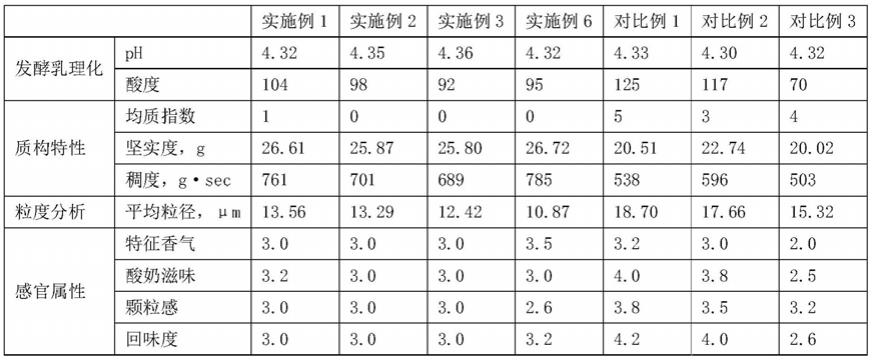
175.利用质构仪分析酸奶质构特性。测试参数:测试探头选用30mm直径探头,测试速度:1.00mm/sec,距离:25mm,触发力:5.0g。通过质构仪得出匀质指数、坚实度、稠度数据。
176.利用激光粒度分析仪检测发酵乳粒径。测试参数:将待测样品加入激光粒度分析仪样品池中,上样量达到40%,开始测试。
177.选取50名消费者进行发酵乳感官属性测试,合适度评估指标包括:特征香气、酸奶滋味、颗粒感、回味度以数字代表。其中,1代表-极弱;2代表-较弱;3代表-正合适;4代表-较强;5代表-极强,对上述测试结果进行统计学分析,分析结果如下表1和表2所示。
178.表1
[0179][0180]
表2
[0181]
[0182][0183]
由以上表1的测试结果可知,对比例1采用单一脱脂乳粉复原进行发酵,相同发酵终点ph值,产品酸度偏高,蛋白酸变性程度更大,蛋白易形成不溶性凝结颗粒,质构检测匀质指数高,感官颗粒感强,且酸奶粒径较大。
[0184]
本技术优化复原乳蛋白配比,实施例1-实施例3脱脂乳粉与乳清蛋白粉中蛋白质的配比在1-2:1,由匀质指数可知:该配方下的发酵乳组织状态细腻,质构坚实度及稠度较高,凝乳状态较好,未见有水析出。发酵乳粒径相较于全脱脂乳粉发酵乳显著降低。实施例6为优选方案,本技术进一步保护了复配菌种,通过复配双歧杆菌,在发酵后期会产生胞外多糖,能够增强酸奶质构,改善酸奶品质,提升发酵乳特征香气。
[0185]
由以上表1和表2稳定性分析、粒径分析及货架期观察结果可知,优化复原乳蛋白配比及产品工艺,可以有效改善终产品粒径及体系稳定性,传统脱脂乳粉发酵乳制备的产品平均粒径大于1μm,产品货架期不稳定,容易形成不溶性死沉淀,影响产品感官品质。通过原料配方的优化,并优化充气工艺,控制关键点能够提高产品气容量和架期稳定性,同时,能提供更好口感。
[0186]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1