一种全自动猪用舔砖生产系统的制作方法
[0001]
本实用新型属于饲料加工技术领域,具体涉及一种全自动猪用舔砖生产系统。
背景技术:
[0002]
舔砖以其具有营养丰富,可提高动物生长性能,增加养殖经济效益等特点在畜禽养殖中作为矿物质补充源而广泛使用。在猪生长过程中,矿物元素的补充是必不可少的,由于日采食量及日粮原料种类的限制,处于断奶、妊娠、哺乳及应激状态的猪常有拱土和舔食行为,即使饲喂精料,也仍表现出上述行为,因此通过舔砖为猪提供更丰富的营养物质是非常必要的。而由于猪用舔砖还未广泛应用,目前还并未有猪舔砖专用生产机器,尤其是缺乏一种可以实现从原料混合到压制成型全自动化过程的猪用舔砖生产系统。
技术实现要素:
[0003]
实用新型要解决的问题
[0004]
为了解决现有技术中存在的的问题,本实用新型提供了一种全自动猪用舔砖生产系统。
[0005]
用于解决问题的方案
[0006]
本实用新型提供了一种全自动猪用舔砖生产系统。所述全自动猪用舔砖生产系统包括:
[0007]
压制成型装置,所述压制成型装置包括机架,所述机架包括底座、横梁和设置在所述底座与所述横梁之间的立柱,所述机架中间通过支架固定有操作台面,所述操作台面的两边分别连接有固定台面和包装台面,所述操作台面、所述固定台面和所述包装台面均位于同一水平面内,所述操作台面上设置有成型孔,所述操作台面下方对应所述成型孔的位置设置有顶端开口的成型模具,所述横梁下部设置有压制油缸,所述压制油缸活塞杆下端连接有压板,所述底座上部设置有脱模油缸,所述脱模油缸活塞杆的顶端与成型模具的底板连接,所述成型模具的底板与所述成型模具的内壁之间为动配合,所述压板能在所述压制油缸的带动下穿过所述成型孔并伸入所述成型模具中,所述成型模具的底板能在所述脱模油缸的带动下穿过所述成型孔到达与所述操作台面齐平的位置;
[0008]
搅拌混合装置,所述搅拌混合装置包括搅拌桶,所述搅拌桶顶部设置有投料口,所述搅拌桶底部设置有第一自动卸料阀,所述搅拌桶内设置有搅拌器;
[0009]
定量输送装置,所述定量输送装置包括螺旋称重给料机,所述螺旋称重给料机的进料口通过输送管道与所述第一自动卸料阀连接,所述螺旋称重给料机的出料口与原料预备仓的进口连接,在与所述螺旋称重给料机垂直的方向上设置有输送油缸,所述输送油缸固定在所述固定台面上,所述输送油缸活塞杆前端与所述原料预备仓侧壁连接,所述原料预备仓的底部设置有第二自动卸料阀,所述原料预备仓能在所述输送油缸的带动下到达所述成型孔的位置;
[0010]
舔砖输出装置,所述舔砖输出装置包括输出推杆,所述输出推杆的一端和所述原
料预备仓上与所述输送油缸相对的侧壁连接,所述输出推杆的另一端与输出推板连接,在所述原料预备仓到达所述成型孔的位置的情况下,所述输出推板到达所述包装台面的位置;
[0011]
液压传动装置,所述液压传动装置包括所述输送油缸、所述压制油缸、所述脱模油缸、液压马达和油管,以及
[0012]
plc控制系统,所述搅拌器、所述螺旋称重给料机、所述液压传动装置、所述第一自动卸料阀、所述第二自动卸料阀分别与所述plc控制系统连接。
[0013]
由于采用了上述技术方案,所述搅拌混合装置主要用于将猪舔砖配方中所要用到的各种粉状原料混合均匀,所述定量输送装置主要用于向所述压制成型装置自动定量地供料,所述压制成型装置主要用于将粉状原料压制成合格的舔砖,所述舔砖输出装置主要用于将已压制成型的舔砖输出,所述液压传动装置主要用于为所述压制成型装置、所述原料预备仓和所述舔砖输出装置提供动力,从而保证其正常运行,而所述plc控制系统主要用于完成液压液体方向的变换、压力的调节及各种预设动作的操作。
[0014]
原料在所述搅拌混合装置内混合均匀后,通过所述输送管道落入所述螺旋称重给料机内,所述螺旋称重给料机再将原料输送至所述原料预备仓中,每次输送原料重量为固定值,可以根据所需要制备的舔砖规格来确定,当输送的原料达到预定重量时,所述螺旋称重给料机即停止原料输送。
[0015]
当所述原料预备仓中原料装载完毕后,所述输送油缸自动将所述原料预备仓推至所述操作台面上与所述成型孔对应的位置,所述原料预备仓出口处的第二自动卸料阀打开,原料落入所述成型模具中,卸料完成后所述第二自动卸料阀再关闭,与此同时,与所述原料预备仓连接的所述输出推杆和所述输出推板将上一块制作完成的舔砖推至包装台面。随后,所述输送油缸带动所述原料预备仓、所述输出推杆、所述输出推板原路返回,继续装载下一批原料。
[0016]
当原料落入所述成型模具后,所述压制油缸带动所述压板向下运动,对所述成型模具内的原料施加压力,从而将原料压制成型。随后,所述脱模油缸带动所述成型模具的底板向上运动,将已成型的舔砖推出所述成型模具直至所述成型模具的底板与所述操作台面齐平,方便舔砖的输出。待舔砖输出后,所述脱模油缸再带动所述成型模具的底板原路返回。
[0017]
根据本实用新型所述的全自动猪用舔砖生产系统,所述压制成型装置还包括成孔导杆,所述成型模具的底板中心还设置有穿孔,所述成孔导杆的一端固定在所述底座上,所述成孔导杆的另一端从所述穿孔中穿出并伸入所述成型模具内,所述成孔导杆与所述穿孔之间为动配合,所述压板上还设置有容纳所述成孔导杆的凹槽。
[0018]
由于采用了上述结构,舔砖中心因所述成孔导杆的作用,使其带有一个中心孔,这样不但方便舔砖的拿取,而且便于在猪舍中悬挂供猪舔食。
[0019]
根据本实用新型所述的全自动猪用舔砖生产系统,在所述输送管道上和所述螺旋称重给料机的出料口设置有快速切断阀。
[0020]
由于采用了上述结构,在遇到意外情况或者是机器出现故障时,所述快速切断阀反应灵敏,能快速切断原料供给,停止生产,提高了生产中的安全系数,也减少因此带来的原料损失。
[0021]
根据本实用新型所述的全自动猪用舔砖生产系统,所述快速切断阀与所述 plc控制系统连接。在遇到意外情况或者是机器出现故障时,plc控制系统能自动控制所述快速切断阀工作,第一时间切断原料供给,不需要工作人员手动控制。
[0022]
根据本实用新型所述的全自动猪用舔砖生产系统,所述搅拌器为涡轮式搅拌器,所述涡轮式搅拌器与常规搅拌器相比搅拌均匀度更高,而且缩短了搅拌时间,提高了效率。
[0023]
根据本实用新型所述的全自动猪用舔砖生产系统,所述螺旋称重给料机为高精度螺旋称重给料机,使得定量输送的原料更精确。
[0024]
根据本实用新型所述的全自动猪用舔砖生产系统,所述搅拌桶顶部设置有观察窗,工作人员可以通过所述观察窗查看原料搅拌混合的情况,一旦发现所述搅拌混合装置出现问题可以迅速处理。
[0025]
实用新型的效果
[0026]
(1)本实用新型所提供的全自动猪用舔砖生产系统,集原料搅拌、自动送料、压制、脱模于一体,自动化程度高,大大缩短了生产时间,提高了生产效率;
[0027]
(2)本实用新型所提供的全自动猪用舔砖生产系统,包括所述定量输送装置,能自动供料,且每次供料量均一,使得压制成型后的舔砖大小均一、重量均匀,方便统一包装。
附图说明
[0028]
包含在说明书中并且构成说明书的一部分的附图与说明书一起示出了本实用新型的示例性实施例、特征和方面,并且用于解释本实用新型的原理。
[0029]
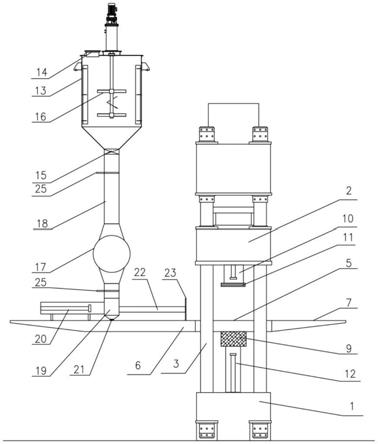
图1示出了本实用新型一实施例的全自动猪用舔砖生产系统的结构示意图;
[0030]
图2示出了本实用新型一实施例的全自动猪用舔砖生产系统的又一结构示意图;
[0031]
图3示出了本实用新型一实施例的全自动猪用舔砖生产系统的成型模具的截面示意图。
[0032]
附图标记说明
[0033]
1:底座;2:横梁;3:立柱;4:支架;5:操作台面;6:固定台面;7:包装台面;8:成型孔;9:成型模具;10:压制油缸;11:压板;12:脱模油缸; 13:搅拌桶;14:投料口;15:第一自动卸料阀;16:搅拌器;17:螺旋称重给料机;18:输送管道;19:原料预备仓;20:输送油缸;21:第二自动卸料阀; 22:输出推杆;23:输出推板;24:成孔导杆;25:快速切断阀。
具体实施方式
[0034]
以下将参考附图详细说明本实用新型的各种示例性实施例、特征和方面。附图中相同的附图标记表示功能相同或相似的元件。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
[0035]
另外,为了更好的说明本实用新型,在下文的具体实施方式中给出了众多的具体细节。本领域技术人员应当理解,没有某些具体细节,本实用新型同样可以实施。在一些实例中,对于本领域技术人员熟知的方法、手段、元件未作详细描述,以便于凸显本实用新型的主旨。
[0036]
实施例1
[0037]
图1示出了本实用新型一实施例的全自动猪用舔砖生产系统的结构示意图;图2示
出了本实用新型一实施例的全自动猪用舔砖生产系统的又一结构示意图;图3示出了本实用新型一实施例的全自动猪用舔砖生产系统的成型模具的截面示意图。如图1至图3所示,该全自动猪用舔砖生产系统包括:压制成型装置,所述压制成型装置包括机架,机架包括底座1、横梁2和设置在底座1与横梁2 之间的立柱3,机架中间通过支架4固定有操作台面5,操作台面5的两边分别连接有固定台面6和包装台面7,操作台面5、固定台面6和包装台面7均位于同一水平面内,操作台面5上设置有成型孔8,操作台面5下方对应成型孔8的位置设置有顶端开口的成型模具9,横梁2下部设置有压制油缸10,压制油缸 10活塞杆下端连接有压板11,底座1上部设置有脱模油缸12,脱模油缸12活塞杆的顶端与成型模具9的底板连接,成型模具9的底板与成型模具9的内壁之间为动配合,压板11能在压制油缸10的带动下穿过成型孔8并伸入成型模具9 中,成型模具9的底板能在脱模油缸12的带动下穿过成型孔8到达与操作台面 5齐平的位置;搅拌混合装置,搅拌混合装置包括搅拌桶13,搅拌桶13顶部设置有投料口14,搅拌桶13底部设置有第一自动卸料阀15,搅拌桶13内设置有搅拌器16;定量输送装置,定量输送装置包括螺旋称重给料机17,螺旋称重给料机17的进料口通过输送管道18与第一自动卸料阀15连接,螺旋称重给料机 17的出料口与原料预备仓19的进口连接,在与螺旋称重给料机17垂直的方向上设置有输送油缸20,输送油缸20固定在固定台面6上,输送油缸20活塞杆前端与原料预备仓19侧壁连接,原料预备仓19的底部设置有第二自动卸料阀21,原料预备仓19能在输送油缸20的带动下到达成型孔8的位置;舔砖输出装置,舔砖输出装置包括输出推杆22,输出推杆22的一端和原料预备仓19上与输送油缸20相对的侧壁连接,输出推杆22的另一端与输出推板23连接,在原料预备仓19到达成型孔8的位置的情况下,输出推板23到达包装台面7的位置;液压传动装置,液压传动装置包括输送油缸20、压制油缸10、脱模油缸12、液压马达(未示出)和油管(未示出),以及plc控制系统(未示出),搅拌器16、螺旋称重给料机17、液压传动装置、第一自动卸料阀15、第二自动卸料阀21 分别与plc控制系统连接。
[0038]
由于采用了上述技术方案,搅拌混合装置主要用于将猪舔砖配方中所要用到的各种粉状原料混合均匀,定量输送装置主要用于向所述压制成型装置自动定量地供料,压制成型装置主要用于将粉状原料压制成合格的舔砖,舔砖输出装置主要用于将已压制成型的舔砖输出,液压传动装置主要用于为压制成型装置、原料预备仓19和舔砖输出装置提供动力,从而保证其正常运行,而plc控制系统主要用于完成液压液体方向的变换、压力的调节及各种预设动作的操作。
[0039]
原料在搅拌混合装置内混合均匀后,通过输送管道18落入螺旋称重给料机 17内,螺旋称重给料机17再将原料输送至原料预备仓19中,每次输送原料重量为固定值,可以根据所需要制备的舔砖规格来确定,当输送的原料达到预定重量时,螺旋称重给料机17即停止原料输送。
[0040]
当原料预备仓19中原料装载完毕后,输送油缸20自动将原料预备仓19推至操作台面5上与成型孔8对应的位置,原料预备仓19出口处的第二自动卸料阀21打开,原料落入成型模具9中,卸料完成后第二自动卸料阀21再关闭,与此同时,与原料预备仓19连接的输出推杆22和输出推板23将上一块制作完成的舔砖推至包装台面7。随后,输送油缸20带动原料预备仓19、输出推杆22、输出推板23原路返回,继续装载下一批原料。
[0041]
当原料落入所述成型模具9后,压制油缸10带动压板11向下运动,对成型模具9内
的原料施加压力,从而将原料压制成型。随后,脱模油缸12带动成型模具9的底板向上运动,将已成型的舔砖推出成型模具9直至成型模具9的底板与操作台面5齐平,方便舔砖的输出。待舔砖输出后,脱模油缸12再带动成型模具9的底板原路返回。
[0042]
实施例2
[0043]
在实施例1的基础上,如图3所示,压制成型装置还包括成孔导杆24,成型模具9的底板中心还设置有穿孔,成孔导杆24的一端固定在底座1上,成孔导杆24的另一端从穿孔中穿出并伸入成型模具9内,成孔导杆24与穿孔之间为动配合,压板11上还设置有容纳成孔导杆24的凹槽(未示出)。
[0044]
由于采用了上述结构,舔砖中心因成孔导杆24的作用,使其带有一个中心孔,这样不但方便舔砖的拿取,而且便于在猪舍中悬挂供猪舔食。
[0045]
实施例3
[0046]
在实施例1的基础上,在输送管道18上和螺旋称重给料机17的出料口设置有快速切断阀25。
[0047]
由于采用了上述结构,在遇到意外情况或者是机器出现故障时,快速切断阀 25反应灵敏,能快速切断原料供给,停止生产,提高了生产中的安全系数,也减少因此带来的原料损失。
[0048]
进一步,快速切断阀25与plc控制系统连接。在遇到意外情况或者是机器出现故障时,plc控制系统能自动控制快速切断阀25工作,第一时间切断原料供给,不需要工作人员手动控制。
[0049]
实施例4
[0050]
在实施例1基础上,搅拌器16采用涡轮式搅拌器,涡轮式搅拌器与常规搅拌器相比搅拌均匀度更高,而且缩短了搅拌时间,提高了效率。螺旋称重给料机 17采用高精度螺旋称重给料机,使得定量输送的原料更精确。
[0051]
实施例5
[0052]
在实施例1基础上,搅拌桶13顶部设置有观察窗(未示出),工作人员可以通过观察窗查看原料搅拌混合的情况,一旦发现搅拌混合装置出现问题可以迅速处理。
[0053]
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替代,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1