夹心肉质品的加工系统与工艺的制作方法
1.本发明属于肉质品加工领域。
背景技术:
2.传统肉丸工艺中,大号或超大号的夹心肉丸在传统的工艺中是需要手工制作的,因为肉丸的内部有夹心结构,传统的无夹心肉丸机无法实现对肉丸内部的夹心结构的处理,进而无法实现完全自动化加工。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本发明提供一种针对大号或特大号的夹心肉丸的夹心肉质品的加工系统与工艺。
4.技术方案:为实现上述目的,本发明的夹心肉质品的加工系统,包括上模和下模,上模和下模分别包括上半球模壳和下半球模壳;所述上半球模壳与下半球模壳组合成一个圆球壳体,所述圆球壳体的内腔为球状肉丸压制成型仓;由上半球模壳和下半球模壳组合而成的圆球壳体的左端设置有肉浆挤入口,所述肉浆挤入口的轴线为水平且经过所述圆球壳体的球心;还包括肉浆推进器,所述肉浆推进器能将肉浆通过肉浆挤入口推进至所述球状肉丸压制成型仓内。
5.进一步的,所述肉浆推进器包括机构底座,所述机构底座上通过传送筒支架固定安装有水平的肉浆传送筒,所述肉浆传送筒的内部为肉浆传送通道,所述肉浆传送通道内同轴心转动设置有绞龙叶片轴,所述蛟龙叶片轴上呈螺旋状一体化盘旋设置有绞龙推进叶片;所述肉浆传送筒靠近圆球壳体的一端一体化设置有挤压锥套,所述挤压锥套内为锥形挤压仓,所述挤压锥套的端部同轴心设置有出料嘴,所述出料嘴内同轴心设置有连通锥形挤压仓的肉浆挤出通道,所述出料嘴末端外轮廓一体化同轴心设置有盘状密封盖;
6.上半球模壳与下半球模壳组合成一个圆球壳体时,所述肉浆挤入口的口端面为竖向平面,所述盘状密封盖与所述口端面滑动密封配合,且所述出料嘴内的肉浆挤出通道同轴心连通所述球状肉丸压制成型仓的左端。
7.进一步的,肉浆传送筒远离挤压锥套的一端一体化设置有端壁,所述端壁轴心处的轴承孔通过轴承与所述绞龙叶片轴转动配合;所述肉浆传送筒的上侧还固定连接有竖向的进料管,所述进料管连通所述肉浆传送通道远离挤压锥套的一端;还包括固定安装在电机支架上的绞龙叶片轴驱动电机,所述绞龙叶片轴驱动电机与所述绞龙叶片轴驱动配连接。
8.进一步的,所述蛟龙叶片轴靠近挤压锥套的一端同轴心一体化连接有锥头,所述锥头上同轴心设置有直线伸缩器,所述直线伸缩器的伸缩杆伸入所述肉浆挤出通道内,且所述伸缩杆末端固定连接有三角形肉浆搅动刀片,所述伸缩杆的伸缩运动能使所述三角形肉浆搅动刀片在所述肉浆挤出通道内沿轴线方向位移。
9.进一步的,所述上半球模壳的顶部一体化设置有圆盘平台,所述圆盘平台上安装
有排气管,上半球模壳与下半球模壳组合成一个圆球壳体时,所述排气管连通所述球状肉丸压制成型仓的顶端;所述排气管上安装有电动阀门。
10.进一步的,所述下半球模壳的底部呈圆周阵列分布有若干竖向的顶杆穿过孔,还包括若干呈圆周阵列分布的竖向球核顶杆,各所述竖向球核顶杆分别滑动穿过各所述顶杆穿过孔,在若干竖向球核顶杆的约束下,下半球模壳只能沿竖向方向活动;所述机构底座上还固定安装有水平环状分流箱体,各所述竖向球核顶杆的下端均固定在所述水平环状分流箱体上;还包括竖向的控压弹簧,所述控压弹簧被约束于呈圆周阵列分布的若干竖向球核顶杆的围合范围内,所述控压弹簧的下端固定连接所述机构底座,所述控压弹簧的上端向上弹性顶压所述下半球模壳;各所述球核顶杆的顶部均固定设置有乳胶顶头,还包括等待被肉浆包裹的夹心球核,所述夹心球核的外径小于所述圆球壳体的内径,若干呈圆周阵列分布的乳胶顶头能向上托起所述夹心球核;
11.所述机构底座上固定安装有轴承座,所述轴承座上通过轴承转动设置有水平的摇臂轴,所述摇臂轴的轴线与所述肉浆传送筒的轴线垂直相交;所述摇臂轴上同轴心一体化设置有驱动齿轮,还包括驱动器和刹车装置,所述驱动器与所述驱动齿轮传动配合,所述刹车装置能锁死所述驱动齿轮;所述摇臂轴固定连接有摇臂,所述摇臂的末端固定连接所述上半球模壳的外壁,从而使所述上半球模壳随所述摇臂沿所述摇臂轴的轴线回转;
12.所述摇臂轴的顺时针回转能使所述上半球模壳与下半球模壳相互分离,所述摇臂轴的逆时针回转能使已经相互分离的上半球模壳与下半球模壳重新组合成圆球壳体;
13.上半球模壳与下半球模壳组合成圆球壳体时,若干呈圆周阵列分布的乳胶顶头向上托起所述夹心球核的球心与所述圆球壳体的球心重合;上半球模壳与下半球模壳刚好组合成圆球壳体时,所述控压弹簧为压缩状态,将上半球模壳与下半球模壳刚好组合成圆球壳体时控压弹簧对下半球模壳向上的弹力大小记为f,将下半球模壳的所受重力大小记为g,满足f
‑
g>30n;
14.上半球模壳与下半球模壳分离时,下半球模壳会在控压弹簧的向上弹力作用下向上位移,直至控压弹簧由压缩状态转变为松弛状态,控压弹簧为松弛状态时,各所述球核顶杆的乳胶顶头在所对应顶杆穿过孔上端处;
15.所述水平环状分流箱体的内部为环状气体蓄压仓,各乳胶顶头的内部均设置有膨胀空仓,所述乳胶顶头内的膨胀空仓内的气压上升能使所述乳胶顶头弹性膨胀;所述乳胶顶头内的膨胀空仓通过所对应球核顶杆内的导气通道连通所述环状气体蓄压仓;
16.还包括增压气泵,所述增压气泵的气体导出端通过连通管与所述环状气体蓄压仓连通。
17.进一步的,所述控压弹簧的围合范围内设置有能控制绞龙叶片轴驱动电机的触发开关,所述触发开关的顶部设置按钮,所述按钮的按下能使所述绞龙叶片轴驱动电机暂停运行;
18.上半球模壳与下半球模壳刚好组合成圆球壳体时,所述下半球模壳的下端刚好接触但没按下所述按钮,下半球模壳若继续下降,则下半球模壳下端会按下所述按钮。
19.进一步的,所述圆盘平台的轴心设置有伸缩杆穿过孔,所述圆盘平台的上侧通过伸缩器支架固定安装有伸缩器,所述伸缩器的伸缩杆同轴心活动穿过所述伸缩杆穿过孔,上半球模壳与下半球模壳组合成圆球壳体时,在伸缩杆的向下伸出能使所述伸缩杆的下部
末端顶到所述圆球壳体内的夹心球核顶端。
20.进一步的,夹心肉质品的加工系统的加工方法:
21.一个圆球状的大号夹心肉丸子已经形成后,先使上半球模壳脱离下半球模壳,已经形成的圆球状的大号夹心肉丸子保留在下半球模壳上,上半球模壳脱离下半球模壳后,下半球模壳会在控压弹簧的向上弹力作用下向上位移,直至控压弹簧重新由压缩状态转变为松弛状态,控压弹簧为松弛状态时,各所述球核顶杆顶部的乳胶顶头刚好在所对应顶杆穿过孔上端处,控制增压气泵,使各个乳胶顶头膨胀,由于这时的各个乳胶顶头刚好各个应顶杆穿过孔上端处,这时各个乳胶顶头的膨胀会向上顶起下半球模壳内已经成型的大号夹心肉丸子,使大号夹心肉丸子与下半球模壳内壁分离,并形成分离间隙,最后取出下半球模壳内已经成型的大号夹心肉丸子。
22.有益效果:本发明的能实现对大号或特大号的夹心肉丸的自动化制作和加工,产生的夹心肉丸的外形规整,紧质度一致且夹心位置的居中度高的夹心肉质品的加工系统与工艺。
附图说明
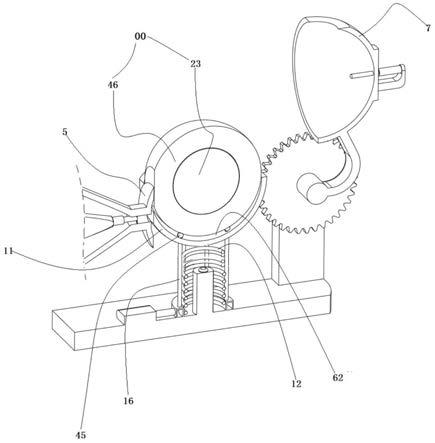
23.附图1为本装置的整体结构示意图(上半球模壳与下半球模壳分离状态);
24.附图2为附图1的剖开结构示意图;
25.附图3为附图2的局部放大示意图;
26.附图4为“步骤二”结束时的状态示意图;
27.附图5为“步骤三”中上半球模壳的半球下端面刚好接触到下半球模壳的半球上端面时的结构示意图;
28.附图6为“步骤三”结束时的状态示意图;
29.附图7为“步骤七”结束时的状态示意图;
30.附图8为圆球壳体与盘状密封盖分离时的结构示意图;
31.附图9为圆球壳体剖视图;
32.附图10为“乳胶顶头”未膨胀时的示意图;
33.附图11为“乳胶顶头”膨胀时的示意图。
具体实施方式
34.下面结合附图对本发明作更进一步的说明。
35.本方案包括结构部分和工作原理部分:
36.结构部分如下:
37.如附图1至11所示的夹心肉质品的加工系统,包括上模和下模,上模和下模分别包括上半球模壳7和下半球模壳11;上半球模壳7与下半球模壳11能组合成一个圆球壳体39(如图6),圆球壳体39的内腔为球状肉丸压制成型仓0;由上半球模壳7和下半球模壳11组合而成的圆球壳体39的左端设置有肉浆挤入口22,肉浆挤入口22的轴线为水平且经过圆球壳体39的球心;还包括肉浆推进器,肉浆推进器能将肉浆通过肉浆挤入口22推进至球状肉丸压制成型仓0内。
38.肉浆推进器包括机构底座17,机构底座17上通过传送筒支架18固定安装有水平的
肉浆传送筒28,肉浆传送筒28的内部为肉浆传送通道24,肉浆传送通道24内同轴心转动设置有绞龙叶片轴26,蛟龙叶片轴26上呈螺旋状一体化盘旋设置有绞龙推进叶片33;肉浆传送筒28靠近圆球壳体39的一端一体化设置有挤压锥套3,挤压锥套3内为锥形挤压仓31,挤压锥套3的端部同轴心设置有出料嘴4,出料嘴4内同轴心设置有连通锥形挤压仓31的肉浆挤出通道36,出料嘴4末端外轮廓一体化同轴心设置有盘状密封盖5;
39.上半球模壳7与下半球模壳11组合成一个圆球壳体39时,肉浆挤入口22的口端面21为竖向平面,盘状密封盖5与口端面21滑动密封配合,且出料嘴4内的肉浆挤出通道36同轴心连通球状肉丸压制成型仓0的左端。
40.肉浆传送筒28远离挤压锥套3的一端一体化设置有端壁25,端壁25轴心处的轴承孔27通过轴承与绞龙叶片轴26转动配合;肉浆传送筒28的上侧还固定连接有竖向的进料管2,进料管2连通肉浆传送通道24远离挤压锥套3的一端;还包括固定安装在电机支架19上的绞龙叶片轴驱动电机1,绞龙叶片轴驱动电机1与绞龙叶片轴26驱动配连接。
41.蛟龙叶片轴26靠近挤压锥套3的一端同轴心一体化连接有锥头30,锥头30上同轴心设置有直线伸缩器32,直线伸缩器32的伸缩杆34伸入肉浆挤出通道36内,且伸缩杆34末端固定连接有三角形肉浆搅动刀片35,伸缩杆34的伸缩运动能使三角形肉浆搅动刀片35在肉浆挤出通道36内沿轴线方向位移。
42.上半球模壳7的顶部一体化设置有圆盘平台50,圆盘平台上安装有排气管91(如图6),上半球模壳7与下半球模壳11组合成一个圆球壳体39时,排气管91连通球状肉丸压制成型仓0的顶端;排气管91上安装有电动阀门92。
43.下半球模壳11的底部呈圆周阵列分布有若干竖向的顶杆穿过孔47,还包括若干呈圆周阵列分布的竖向球核顶杆16,各竖向球核顶杆16分别滑动穿过各顶杆穿过孔47,在若干竖向球核顶杆16的约束下,下半球模壳11只能沿竖向方向活动;机构底座17上还固定安装有水平环状分流箱体13,各竖向球核顶杆16的下端均固定在水平环状分流箱体13上;还包括竖向的控压弹簧12,控压弹簧12被约束于呈圆周阵列分布的若干竖向球核顶杆16的围合范围内,控压弹簧12的下端固定连接机构底座17,控压弹簧12的上端向上弹性顶压下半球模壳11;各球核顶杆16的顶部均固定设置有乳胶顶头45,还包括等待被肉浆包裹的夹心球核23,夹心球核23的外径小于圆球壳体39的内径,若干呈圆周阵列分布的乳胶顶头45能向上托起夹心球核23;
44.机构底座17上固定安装有轴承座10,轴承座10上通过轴承转动设置有水平的摇臂轴9,摇臂轴9的轴线与肉浆传送筒28的轴线垂直相交;摇臂轴9上同轴心一体化设置有驱动齿轮6,还包括驱动器和刹车装置,驱动器与驱动齿轮6传动配合,刹车装置能锁死驱动齿轮6;摇臂轴9固定连接有摇臂8,摇臂8的末端固定连接上半球模壳7的外壁,从而使上半球模壳7随摇臂8沿摇臂轴9的轴线回转;
45.摇臂轴9的顺时针回转能使上半球模壳7与下半球模壳11相互分离,摇臂轴9的逆时针回转能使已经相互分离的上半球模壳7与下半球模壳11重新组合成圆球壳体39;
46.上半球模壳7与下半球模壳11组合成圆球壳体39时,若干呈圆周阵列分布的乳胶顶头45向上托起夹心球核23的球心与圆球壳体39的球心重合;上半球模壳7与下半球模壳11刚好组合成圆球壳体39时,控压弹簧12为压缩状态,将上半球模壳7与下半球模壳11刚好组合成圆球壳体39时控压弹簧12对下半球模壳11向上的弹力大小记为f,将下半球模壳11
的所受重力大小记为g,满足f
‑
g>30n;
47.上半球模壳7与下半球模壳11分离时,下半球模壳11会在控压弹簧12的向上弹力作用下向上位移,直至控压弹簧12由压缩状态转变为松弛状态,控压弹簧12为松弛状态时,各球核顶杆16的乳胶顶头45在所对应顶杆穿过孔47上端处;
48.水平环状分流箱体13的内部为环状气体蓄压仓13.1,各乳胶顶头45的内部均设置有膨胀空仓,乳胶顶头45内的膨胀空仓内的气压上升能使乳胶顶头45弹性膨胀;乳胶顶头45内的膨胀空仓通过所对应球核顶杆16内的导气通道16.1连通环状气体蓄压仓13.1;
49.还包括增压气泵15,增压气泵15的气体导出端通过连通管14与环状气体蓄压仓13.1连通。
50.控压弹簧12的围合范围内设置有能控制绞龙叶片轴驱动电机1的触发开关38,触发开关38的顶部设置按钮37,按钮37的按下能使绞龙叶片轴驱动电机1暂停运行;
51.上半球模壳7与下半球模壳11刚好组合成圆球壳体39时,下半球模壳11的下端刚好接触但没按下按钮37,下半球模壳11若继续下降,则下半球模壳11下端会按下按钮37。
52.圆盘平台50的轴心设置有伸缩杆穿过孔41,圆盘平台50的上侧通过伸缩器支架49固定安装有伸缩器48,伸缩器48的伸缩杆40同轴心活动穿过伸缩杆穿过孔41,上半球模壳7与下半球模壳11组合成圆球壳体39时,在伸缩杆40的向下伸出能使伸缩杆40的下部末端40.1顶到圆球壳体39内的夹心球核23顶端。
53.本装置的详细工作过程以及技术原理如下(本实施例的肉浆由猪肉或牛肉加上其他配料经绞肉机精细加工而成的糊状结构):
54.夹心肉质品的加工系统的加工方法,包括如下步骤:
55.步骤一,初始状态下控制摇臂轴9顺时针回转,使上半球模壳7与下半球模壳11相互分离,上半球模壳7与下半球模壳11相互分离后,下半球模壳11会在控压弹簧12的向上弹力作用下向上位移,直至控压弹簧12由压缩状态转变为松弛状态,控压弹簧12为松弛状态时,各球核顶杆16顶部的乳胶顶头45刚好在所对应顶杆穿过孔47上端处,如图4和5;
56.步骤二,将等待用肉浆包裹的一个冷冻后的夹心球核23投入下半球模壳11内,这时夹心球核23在重力作用下自动滚到下半球模壳11的弧形内壁11.1最低位置;这时夹心球核23的重力对控压弹簧12产生的弹性形变很小,可以忽略;另外在本方案中,控压弹簧12的产生的弹力远大于即便已经成型的大号夹心肉丸子00的重量十几倍,因此后续步骤中大号夹心肉丸子00的重量对控压弹簧12的产生的形变量可以忽略不计
57.步骤三,控制驱动齿轮6,使摇臂轴9逆时针回转,上半球模壳7跟着沿摇臂轴9轴线逆时针回转;直至上半球模壳7的半球下端面7.1接触到下半球模壳11的半球上端面11.1,随着摇臂轴9的间隙逆时针回转,上半球模壳7的半球下端面7.1会对下半球模壳11的半球上端面11.1形成一个向下的分力,从而使下半球模壳11在上半球模壳7的推动下做逐渐下降的运动,这时控压弹簧12逐渐被向下压缩;下半球模壳11在做向下运动的过程中由于各个乳胶顶头45仍然在原来的位置,因此各个乳胶顶头45相对于下半球模壳11做上升的运动,从而使若干呈圆周阵列分布的乳胶顶头45逐渐相对向上顶起夹心球核23,使夹心球核23相对于下半球模壳11做上升的运动;随着上半球模壳7沿摇臂轴9轴线继续逆时针回转,直至上半球模壳7与下半球模壳11刚好组合成圆球壳体39时,夹心球核23的球心刚好与圆球壳体39的球心重合,这时夹心球核23外壁与圆球壳体39内壁之间形成肉浆挤压填充仓
60;这时刹车装置锁死驱动齿轮6,使上半球模壳7被完全固定;下半球模壳11在控压弹簧12的作用向紧密扣在上半球模壳7下侧;
58.步骤四,控制伸缩杆40向下伸出,使伸缩杆40下部末端40.1顶到圆球壳体39内的夹心球核23顶端,这时圆球壳体39内的夹心球核23被完全定位;
59.步骤五,控制绞龙叶片轴驱动电机1,使肉浆挤出通道36连续将肉浆传送筒28内的肉浆挤入夹心球核23外壁与圆球壳体39内壁之间的肉浆挤压填充仓60内,与此同时肉浆挤压填充仓60顶部的气体通过排气管91排出外部,
60.肉浆挤出通道36连续挤出肉浆的过程中直线伸缩器32的伸缩杆34持续来回伸缩,使三角形肉浆搅动刀片35连续旋转搅动的同时还做沿轴线方向的运动,进而进一步的分散流过肉浆搅动挤出通道36的肉浆,从而使进入肉浆挤压填充仓60内的肉浆更加细腻;随着肉浆挤出通道36继续向肉浆挤压填充仓60挤入肉浆,当排气管91开始向外溢出肉浆时,说明肉浆挤压填充仓60内已经被肉浆初步填充,并形成包裹在夹心球核23外部的肉浆外壳46,但这时肉浆挤压填充仓60内填充的肉浆外壳46还是松弛不紧质状态,这时关闭电动阀门92,使排气管91封堵,这时肉浆挤压填充仓60为密闭状态,此时肉浆挤出通道36继续将肉浆传送筒28内的肉浆挤入肉浆挤压填充仓60内,从而使肉浆挤压填充仓60内的压力持续增大,从而使包裹在夹心球核23外部的原来松弛的肉浆外壳46因挤压而变的更加紧质,当肉挤压填充仓60内的压力超过预定值时,肉浆挤压填充仓60内向下的挤压力克服已经为压缩状态的控压弹簧12的弹力,使下半球模壳11开始向下运动,一旦下半球模壳11开始向下运动,下半球模壳11的下端会因下降而自动按下触发开关38上端的按钮37,使绞龙叶片轴驱动电机1暂停运行,这时肉浆挤出通道36暂停向肉浆挤压填充仓60挤入肉浆;至此一个圆球状的大号夹心肉丸子00已经形成;等待取出;
61.步骤六,先控制伸缩杆40向上缩回,伸缩杆40向上抽走后圆球状的大号夹心肉丸子00上部形成一个汤汁渗入孔,与此同时接解除刹车装置,然后控制摇臂轴9的顺时针回转,使上半球模壳7脱离下半球模壳11,因为上半球模壳7刚脱离下半球模壳11时,若干竖向球核顶杆16仍然处于插入圆球状的大号夹心肉丸子00下端且没有完全向下拔出的状态,因此上半球模壳7脱离下半球模壳11后,已经形成的圆球状的大号夹心肉丸子00会保留在下半球模壳11上,上半球模壳7脱离下半球模壳11后,下半球模壳11会在控压弹簧12的向上弹力作用下向上位移,直至控压弹簧12重新由压缩状态转变为松弛状态,控压弹簧12为松弛状态时,各球核顶杆16顶部的乳胶顶头45刚好在所对应顶杆穿过孔47上端处,从而实现各个竖向球核顶杆16从圆球状的大号夹心肉丸子00下端完全向下拔出;
62.步骤七,控制增压气泵15,使环状气体蓄压仓13.1内增压,从而环状气体蓄压仓13.1内的气压通过球核顶杆16内的导气通道16.1传递到各个乳胶顶头45的内部的膨胀空仓内,从而使这时的各个乳胶顶头45膨胀,由于这时的各个乳胶顶头45刚好各个应顶杆穿过孔47上端处,这时各个乳胶顶头45的膨胀会向上顶起下半球模壳11内已经成型的大号夹心肉丸子00,使大号夹心肉丸子00与下半球模壳11内壁分离,并形成分离间隙62,最后取出下半球模壳11内已经成型的大号夹心肉丸子00即可。
63.以上仅是本发明的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1