一种晶型可控的淀粉-脂质复合物的高效制备方法及应用
1.本发明属于食品加工领域,具体涉及一种晶型可控淀粉-脂质复合物的高效制备方法及应用。
背景技术:
2.食品的生产原料主要成分是淀粉、蛋白质、纤维和脂类等生物聚合物。这些成分的相互作用大大影响了加工食品的营养和质量特性,所以了解这些物质在食品加工工程的变化十分重要。目前,谷类食品的生产中存在着许多种传统的热加工方法,如热风烘焙、挤压蒸煮等。同时也存在着射频、红外、微波加热、真空烘焙等创新型方法。淀粉、脂质是食品中主要的两种成分,这两种成分之间的相互作用对食品质量有着十分重要的影响,特别是对食品的质地和功能特性起着十分重要的作用。
3.淀粉是两种不同聚合物的混合物,直链淀粉是以一种以线性葡萄糖为主的聚合物,而支链淀粉是一种支化的葡萄糖聚合物。直链淀粉可以通过热加工或加入某种溶剂条件下形成单螺旋结构,这种结构易于碘、单甘脂、溶血磷脂,脂肪酸和醇等形成配合物。直链淀粉可以与脂质通过疏水相互作用形成淀粉-脂质复合物。淀粉-脂质复合物根据结晶的种类和熔化的温度分为ⅰ型和ⅱ型。ⅰ型复合物的熔点一般在94到104℃之间,而ⅱ型复合物的熔点一般在115到121℃之间,i型复合物由部分有序结构组成,没有明显的结晶区,而ii型配合物由明显的晶体/半晶结构组成。目前的研究主要集中在淀粉-脂质复合物的制备及晶体结构表征,而对于晶型可控复合物的高效制备及相关产品的应用并未见文献报道。
技术实现要素:
4.挤压蒸煮技术目前已广泛应用于食品加工业,它已被用于生产许多不同的加工食品,尤其是谷物食品。一般来说,由旋转螺杆产生的剪切能和挤压机提供的附加热能将原料加热到淀粉等生物高聚物的熔点。在这种流变状态下,食品在高压下通过模具被输送,产品膨胀到最终形状。挤压机的加工参数(如物料水分、加工温度、螺杆转速等)都会影响挤压机所提供的机械能、热能、物料停留时间等系统参数从而改变淀粉的结构进而影响淀粉的功能性质。
5.目前已经有相关研究报道了淀粉与脂质在挤压蒸煮加工过程中由于螺杆挤出机所提供的机械能和热能,会导致淀粉颗粒破坏使得直链淀粉释出与脂质相结合形成淀粉-脂质复合物。在加工过程中不同的加工条件会对淀粉-脂质复合物形成产生不同的影响,用双螺杆挤出机高效制备晶型可控的ⅰ型复合物或ⅱ型复合物并未见到相关研究报道。
6.不同晶型的淀粉-脂质复合物由于自身结构和功能性质的不同,对淀粉基食品的感官品质、储藏特性和营养消化(粘度、质构、回生、消化和发酵特性等)有着不同的影响。ⅰ型复合物相比于ⅱ型复合物更有利于食品的感官品质,而ⅱ型复合物具有更良好的营养健康功能,因此两种复合物在食品领域有着截然不同的用途。通过调节加工条件,可控制备ⅰ型复合物与ⅱ型复合物可以更好地用于开发不同特征的营养健康食品。为了同时得到两种
不同晶型的复合物,本发明提供了以下技术方案:
7.一种晶型可控的淀粉-脂质复合物的高效制备方法,包括如下步骤:
8.(1)原料预混:
9.将淀粉和脂肪酸混合后配置成水分含量为15%-55%的样品,混料搅拌5min,在室温下放置于密封袋中平衡24h后进行加工;
10.(2)淀粉-脂质复合物的制备:
11.将上述制备的含有不同水分含量的淀粉-脂肪酸混合物使用双螺杆挤出机进行挤压蒸煮处理得到淀粉-脂质复合物,所用挤出机参数如下:螺杆直径为2cm,长径比l/d为40:1,进料速度为20kg/h,前三个温区设定温度为40℃、60℃和90℃,后三个温区设定温度范围为80-160℃;螺杆转速范围为100-500rpm;
12.(3)干燥与粉碎过筛:
13.将步骤(2)得到的淀粉-脂质复合物样品用剪刀切成细条状并用玻璃平皿承装,放置于烘箱内45℃烘干24h后进行研磨,过60目筛得到淀粉-脂质复合物。
14.优选的,将玉米淀粉与月桂酸按照质量比为24:1混合后配置不同含水量的样品。
15.优选的,步骤(2)将玉米淀粉与脂肪酸按照质量比为24:1混合后配置成水分含量为15%、25%、35%、45%、55%的样品。
16.优选的,步骤(2)所述的设定后三个温区温度调整为80℃、100℃、120℃、140℃或160℃。
17.优选的,步骤(2)的螺杆转速调整为100rpm、200rpm、300rpm、400rpm或500rpm。
18.一种晶型可控的淀粉-脂质复合物,按照如下步骤:
19.(1)原料预混:
20.将玉米淀粉和月桂酸按照质量比24:1混合,配置成水分含量为27%的样品,混料搅拌5min,在室温下放置于密封袋中平衡24h后进行加工;
21.(2)淀粉-脂质复合物的制备:
22.使用双螺杆挤出机进行挤压处理,所用挤出机由六个温区所组成,螺杆直径为2cm,长径比l/d为40:1,进料速度为20kg/h,挤压机的六个温区中前三个温区设定温度为40℃、60℃和90℃其余加工三个温区加工温度统一设定为120℃;螺杆转速设定为303rpm;
23.(3)干燥与粉碎过筛:
24.将步骤(2)得到的淀粉-脂质复合物样品用剪刀切成细条状并用玻璃平皿承装,放置于烘箱内45℃烘干24h后进行研磨过60目筛得到ⅰ型淀粉-脂质复合物。
25.一种晶型可控的淀粉-脂质复合物,按照如下步骤:
26.(1)原料预混:
27.将玉米淀粉和月桂酸按照质量比24:1混合,配置成水分含量为39%的样品,混料搅拌5min,在室温下放置于密封袋中保存24h后进行加工;
28.(2)淀粉-脂质复合物的制备:
29.使用双螺杆挤出机进行挤压处理,所用挤出机由六个温区所组成,螺杆直径为2cm,长径比l/d为40:1,进料速度为20kg/h,前三个温区设定温度为40℃、60℃和90℃后续加工三个温区加工温度设定为125℃;螺杆转速设定为290rpm;(3)干燥与粉碎过筛:
30.将步骤(2)得到的淀粉-脂质复合物样品用剪刀切成细条状并用玻璃平皿承装,放
置于烘箱内45℃烘干24h后进行研磨过60目筛得到ⅱ型淀粉-脂质复合物。
31.一种晶型可控的淀粉-脂质复合物的高效制备方法制备的淀粉-脂质复合物,用于食品领域。
32.一种晶型可控的淀粉-脂质复合物的高效制备方法制备的不同晶型的淀粉-脂质复合物会对淀粉基食品的感官品质、储藏特性和营养消化功能都有着不同的影响。制备出不同晶型的淀粉-脂质复合物可以根据产品特性的需求添加到食品中。
33.本发明所述的不同晶型的淀粉-脂质复合物根据结晶的种类和熔化的温度分为i型和ⅱ型。i型复合物由部分有序结构组成,没有明显的结晶区,而ii型复合物由明显的晶体/半晶结构组成。i型复合物的熔点一般在94到104℃之间,而ⅱ型复合物的熔点一般在115到121℃之间。这些结构特性的差异会对淀粉功能性质产生不同的影响,进而决定复合物在食品领域的应用例如:改善食品的感官和储藏品质、用作脂肪替代物、作为抗性淀粉等。
34.不同晶型的淀粉-脂质复合物由于自身的晶体有序性不同会影响淀粉基食品的消化性,进而会影响到淀粉基食品在肠道内被微生物的利用。i型复合物由于自身较低的晶体有序性相比于ⅱ型复合物更易被人体所消化,难以很好地控制餐后血糖,然而i型复合物相比于ⅱ型复合物更有利于改善淀粉基食品的质地、色泽,提高淀粉基食品的感官品质。制备出不同晶型的淀粉-脂质复合物可以根据产品所需的感官品质、储藏特性及营养特性,有目的地改变两者的配比进而更好地应用到产品中。
35.本发明的优点:
36.1、可以通过改变挤压加工条件连续高效制备出具有不同晶型的淀粉-脂质复合物,在食品领域具有潜在的广泛应用。
37.2、不同晶型的淀粉-脂质复合物会对淀粉基食品的感官品质、储藏特性与营养特性产生不同的影响,通过改变两种不同晶型复合物的添加比例可以开发出既能保留良好的感官和储藏品质,又能提高营养价值的健康食品,所以不同晶型的淀粉-脂质复合物将会在食品加工和营养领域有很广阔的应用前景。
38.3、淀粉与脂质是常见的食品中的营养物质,他们在加工过程中的相互作用会对食品质地、功能特性有着十分重要的影响,通过此发明可以为食品在加工过程中受热和剪切力条件下组分互作对食品功能特性的影响提供参考。
附图说明
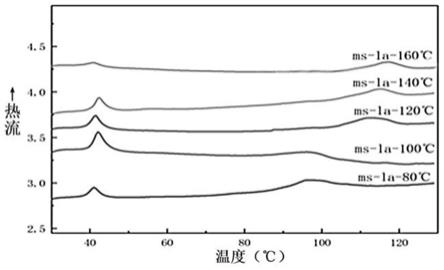
39.图1:在水分25%,转速200rpm不同加工温度条件下的dsc图谱
40.图2:在温度120℃,转速200rpm不同物料水分条件下的dsc图谱
41.图3:在温度120℃,水分45%不同螺杆转速条件下的dsc图谱
42.图4:在水分25%,转速200rpm不同加工温度条件下的x-射线衍射图谱
43.图5:在温度120℃,转速200rpm不同物料水分条件下的x-射线衍射图谱
44.图6:在温度120℃,水分45%不同螺杆转速条件下的x-射线衍射图谱
45.图7:加工温度与物料水分对ⅰ型淀粉-脂质复合物的响应面图和等高线
46.图8:加工温度与螺杆转速对ⅰ型淀粉-脂质复合物的响应面图和等高线
47.图9:物料水分与螺杆转速对ⅰ型淀粉-脂质复合物的响应面图和等高线
48.图10:加工温度与物料水分对ⅱ型淀粉-脂质复合物的响应面图和等高线
49.图11:加工温度与物料水分对ⅱ型淀粉-脂质复合物的响应面图和等高线
50.图12:加工温度与物料水分对ⅱ型淀粉-脂质复合物的响应面图和等高线
具体实施方式
51.实例1:不同物料水分下淀粉-脂质复合物的制备
52.(1)原料预混:
53.将玉米淀粉、月桂酸按照24:1的比例混合后配置成水分含量为15%、25%、35%、45%、55%的样品。混料搅拌5min,在室温条件下放置于密封袋中保存24h后进行加工。
54.(2)淀粉-脂质复合物的制备
55.本实验使用的双螺杆挤出机由南京杰亚建造的shj-20同向平行双螺杆挤出机,该挤出机由六个温区所组成,螺杆直径为2cm,长径比l/d为40:1。进料速度为20kg/h。前三个温区设定温度为40℃、60℃和90℃后续加工三个温区加工温度设定为120℃,螺杆转速设定为200rpm。
56.(3)干燥与粉碎过筛
57.将步骤(2)得到的淀粉-脂质复合物样品用剪刀切成细条状并用玻璃平皿承装,放置于烘箱内45℃烘干24h后进行研磨过60目筛进行后续测定。
58.实例2:不同加工温度下淀粉-脂质复合物的制备
59.(1)原料预混
60.将玉米淀粉、月桂酸按照24:1的比例混合后配置成水分含量为25%的样品。混料搅拌5min,在室温条件下放置于密封袋中保存24h后进行加工。
61.(2)淀粉-脂质复合物的制备
62.本实验使用的双螺杆挤出机由南京杰亚建造的shj-20同向平行双螺杆挤出机,该挤出机由六个温区所组成,螺杆直径为2cm,长径比l/d为40:1。进料速度为20kg/h。前三个温区设定温度为40℃、60℃和90℃后续加工三个温区根据实验需求统一设定温度梯度为80℃、100℃、120℃、140℃、160℃,螺杆转速设定为200rpm。
63.(3)干燥与粉碎过筛
64.将步骤(2)得到的淀粉-脂质复合物样品用剪刀切成细条状并用玻璃平皿承装,放置于烘箱内45℃烘干24h后进行研磨过60目筛进行后续测定。
65.实例3:不同螺杆转速下淀粉-脂质复合物的制备
66.(1)原料预混
67.将玉米淀粉、月桂酸按照24:1的比例混合后配置成含水量为25%的样品。混料搅拌5min,在室温条件下放置于密封袋中保存24h后进行加工。
68.(2)淀粉-脂质复合物的制备
69.本实验使用的双螺杆挤出机由南京杰亚建造的shj-20同向平行双螺杆挤出机,该挤出机由六个温区所组成,螺杆直径为2cm,长径比l/d为40:1。进料速度为20kg/h。前三个温区设定温度为40℃、60℃和90℃后续加工三个温区加工温度统一设定为120℃,螺杆转速分别设定为100rpm、200rpm、300rpm、400rpm或500rpm。
70.(3)干燥与粉碎过筛
71.将步骤(2)得到的淀粉-脂质复合物样品用剪刀切成细条状并用玻璃平皿承装,放置于烘箱内45℃烘干24h后进行研磨过60目筛进行后续测定。
72.实例4:不同加工条件对淀粉-脂质复合物热力学性质的影响
73.采用dsc检测不同加工条件下淀粉-脂质复合物焓值,熔融焓值大小可以表征淀粉-脂质复合物数量。
74.(1)不同物料水分对淀粉-脂质复合物形成的影响
75.表1不同物料水分对淀粉-脂质复合物热力学性质影响
[0076][0077]
通过观察图1和表1中的焓值变化可以发现水分含量对淀粉-脂质复合物的形成总量并未产生太大影响,随着水分含量增大ⅰ型复合物
△
h1焓值在逐渐减小ⅱ型复合物的焓值
△
h2在逐渐增大,然而
△
h1+
△
h2的总焓值并未发生变化说明物料水分对淀粉-脂质复合物形成主要集中在ⅰ型与ⅱ型复合物之间的转化。
[0078]
(2)不同加工温度对淀粉-脂质复合物形成的影响
[0079]
表2不同加工温度对淀粉-脂质复合物形成的影响
[0080][0081]
通过观察表2和图2中的焓值变化可以发现升高温度有利于促进淀粉链的流动使得直链淀粉更好与脂肪酸结合,有利于淀粉-脂质复合物的形成。当加工温度高于120℃时
复合物由ⅰ型转化为ⅱ型复合物。
[0082]
(3)不同螺杆转速对淀粉-脂质复合物形成的影响
[0083]
通过观察表3和图3的焓值变化可以发现过高或过低的螺杆转速不易于形成淀粉-脂质复合物。螺杆转速越高提供剪切力越大,使得淀粉颗粒破坏的更完全,更易形成淀粉-脂质复合物。然而螺杆转速越快导致物料停留时间较短更容易形成ⅰ型复合物。当螺杆转速过低时,淀粉的凝胶化程度并不完全,直链淀粉难以释出与脂肪酸结合,不易形成结构稳定的ⅱ型复合物。
[0084]
表3螺杆转速对淀粉-脂质复合物形成的影响
[0085][0086]
实例5:不同加工条件对淀粉-脂质复合物晶体结构的影响
[0087]
通过x射线衍射仪(d8 advance,bruker,germany)测定不同加工条件对淀粉-脂质复合物长程晶体有序性的影响。检测时以2
°
/min的扫描速率和0.02
°
的步长在5
°‑
30
°
(2θ)的扫描范围内进行扫描。
[0088]
(1)不同物料水分对淀粉-脂质复合物晶体结构的影响
[0089]
根据图4可以看出随着水分含量的增加晶体衍射峰峰强先增大后减小。水分作为塑化剂,可以降低挤压机提供的剪切强度,同样水分含量增加,也会增大淀粉的凝胶化程度,更好与脂肪酸结合形成峰有序的淀粉-脂质复合物的晶体结构。
[0090]
(2)不同加工温度对淀粉-脂质复合物晶体结构的影响
[0091]
根据图5可以看出随着温度的不断升高,晶体衍射峰不断增强。说明升高温度更有利于形成有序的晶体结构。当温度升高时,可以使得复合物可以充分堆积形成良好的晶体结构。
[0092]
(3)不同螺杆转速对淀粉-脂质复合物晶体结构的影响
[0093]
根据图6可以看出随着螺杆转速的不断升高衍射峰的峰强出现先增大后减小的趋势,过高的螺杆转速会导致物料停留在挤出机内时间过短容易形成不稳定的ⅰ型复合物,然而螺杆转速低淀粉颗粒破坏并不完全,直链淀粉无法完全释出,不易形成有序的晶体结构。
[0094]
实例6:双螺杆挤出机高效制备ⅰ型复合物的加工条件
[0095]
以单因素ⅰ型复合物形成焓值的最优加工条件为依据(加工温度80℃,水分含量25%,螺杆转速300rpm)考虑到三因素之间的交互作用,通过响应面的方法优化出制备含量
最多的ⅰ型复合物加工条件。
[0096]
表4试验因素与水平
[0097][0098]
选取加工温度(a)、物料水分(b)、螺杆转速(c)作为试验因素,以dsc测定中的ⅰ型复合物焓值为响应值。依据box-benhnken design(bbd)试验设计原理进行三因素三水平的响应面试验设计,共17组实验。
[0099]
表5box-benhnken design试验设计与响应结果
[0100][0101][0102]
利用design-expert 8.0.6软件对表5数据进行回归拟合,得到以ⅰ型淀粉-脂质复合物焓值(y)为目标函数的二次多项回归方程:y=2.09+0.099a+0.091b+0.051c-0.049ab+0.11ac-0.29bc-0.46a
2-0.23b
2-0.22c2[0103]
根据由anova分析(详情见表6)可知,模型f=25.22,p=0.0002,建立的模型极显著(p<0.01);失拟项p值为0.2237大于0.05不显著,表明所选用的二次多项模型的拟合程度良好。模型r2=0.9701,表明该回归方程相关性较好,radj2=0.9316,表明实验数据93.16%的变异性可用此回归模型来解释。根据p值判断3个单因素对ⅰ型淀粉-脂质复合物的影响顺序为加工温度(a)>物料水分(b)>螺杆转速(c)。即加工温度(a)对ⅰ型淀粉-脂质复合物形成的影响最为显著。
[0104]
表6响应面anova分析结果
[0105][0106][0107]
根据响应面图和等高线图可以直观的反映出各因素的交互作用对响应值的影响,等高线的形状反映出不同因素间交互作用的强弱,圆形表示两因素交互作用不显著无促进作用,椭圆形表示交互作用显著存在促进作用。
[0108]
由图7可知,物料水分(a)和加工温度(b)对ⅰ型复合物形成的影响。加工温度对应的曲面坡度较液料比的陡峭,说明加工温度对ⅰ型复合物的影响程度大于物料水分。由图可知等高线呈圆形,在加工过程中物料水分与加工温度间交互作用并不显著,两因素间无促进作用,与回归方程中ab项方差分析结果正相符。
[0109]
由图8可知,加工温度(a)和螺杆转速(c)对ⅰ型复合物形成的影响。加工温度对应的曲面坡度较液料比的陡峭,说明加工温度对ⅰ型复合物的影响程度大于螺杆转速。由图可知等高线呈椭圆形,在加工过程中螺杆转速与加工温度间的交互作用显著,两因素间有促进作用,与回归方程中ac项方差分析结果正相符。
[0110]
由图9可知,物料水分(b)和螺杆转速(c)对ⅰ型复合物形成的影响。物料水分对应的曲面坡度较液料比的陡峭,说明物料水分对ⅰ型复合物的影响程度大于螺杆转速。由图可知等高线呈椭圆形,在加工过程中螺杆转速与物料水分间的交互作用显著,两因素间有促进作用,与回归方程中bc项方差分析结果正相符。
[0111]
验证实验:双螺杆挤出机高效制备ⅰ型复合物的最优加工条件最优值位于加工温度92.1℃、物料水分26.6%、螺杆转速303rpm。ⅰ型复合物焓值为2.01j/kg。考虑到实际操作性,将试验条件调整为,加工温度92℃,物料水分27%,螺杆转速303rpm。为检验响应面法所得最优工艺条件的可靠性,重复3次试验,所得ⅰ型复合物平均焓值为1.98j/kg,该结果与理论最大值接近,说明所得最优工艺参数准确可靠。
[0112]
实例7双螺杆挤出机高效制备ⅱ型复合物的加工条件
[0113]
以单因素ⅱ型复合物形成焓值的最优加工条件为依据(加工温度120℃,水分含量45%,螺杆转速300rpm)考虑到三因素之间的交互作用,通过响应面的方法优化出制备含量最多的ⅱ型复合物加工条件。
[0114]
表7试验因素与水平
[0115][0116]
选取加工温度(a)、物料水分(b)、螺杆转速(c)作为试验因素,以dsc测定中的ⅰ型复合物焓值为响应值。依据box-benhnken design(bbd)试验设计原理进行三因素三水平的响应面试验设计,共17组实验。
[0117]
表8:box-benhnken design试验设计与响应结果
[0118][0119]
利用design-expert 8.0.6软件对表8数据进行回归拟合,得到以ⅱ型淀粉-脂质复合物焓值(y)为目标函数的二次多项回归方程:y=3.29+0.14a-0.10b+0.0041c-0.25ab-0.19ac-0.039bc-0.39a
2-0.72b
2-0.19c2[0120]
表9:响应面anova分析结果
[0121][0122]
根据由anova分析(详情见表9)可知,模型f=29.05,p=0.0007,建立的模型显著(p<0.01);失拟项p值为0.2237大于0.05不显著,。表明所选用的二次多项模型的拟合程度良好。模型r2=0.9618,表明该回归方程相关性较好,radj2=0.9627,表明实验数据96.27%的变异性可用此回归模型来解释。根据p值判断3个单因素对ⅱ型淀粉-脂质复合物的影响顺序为(b)>加工温度(a)>螺杆转速(c)。即物料水分对ⅱ型淀粉-脂质复合物形成的影响最为显著。
[0123]
由图10可知,物料水分(a)和加工温度(b)对ⅱ型复合物形成的影响。物料水分对应的曲面坡度较液料比的陡峭,说明物料水分对ⅱ型复合物的影响程度大于物料水分。由可知等高线呈椭圆形,在加工过程中物料水分与加工温度间交互作用显著,两因素间促进作用,与回归方程中ab项方差分析结果正相符。
[0124]
由图11可知,加工温度(a)和螺杆转速(c)ⅱ型复合物形成的影响。加工温度对应的曲面坡度较液料比的陡峭,说明加工温度对ⅱ型复合物的影响程度大于螺杆转速。由图可知等高线呈椭圆形,在在加工过程中螺杆转速与加工温度间的交互作用显著,两因素间有促进作用,与回归方程中ac项方差分析结果正相符。
[0125]
由图12可知,物料水分(b)和螺杆转速(c)ⅱ型复合物形成的影响。加工温度对应的曲面坡度较液料比的陡峭,说明加工温度对ⅱ型复合物的影响程度大于螺杆转速。由图可知等高线呈圆形,在在加工过程中螺杆转速与加工温度间的交互作用并不显著,两因素间无促进作用,与回归方程中bc项方差分析结果正相符。
[0126]
验证实验:双螺杆挤出机高效制备ⅱ型复合物的最优加工条件最优值位于加工温
度124.7℃、物料水分38.9%、螺杆转速290rpm。ⅱ型复合物焓值为3.31j/kg。考虑到实际操作性,将试验条件调整为,加工温度125℃,物料水分39%,螺杆转速290rpm。为检验响应面法所得最优工艺条件的可靠性,重复3次试验,所得ⅱ型复合物平均焓值为3.41j/kg,该结果与理论最大值接近,说明所得最优工艺参数准确可靠。
[0127]
本发明的方法用挤压蒸煮设备通过调节原料的含水量、螺杆转速与加工温度就能根据需要制备不同晶型的复合物。目前也并没有相关研究可以通过改变加工条件调控不同晶型的淀粉-脂质复合物的形成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1