一种普洱茶自动称量熏蒸成型系统的制作方法
1.本实用新型涉及茶叶成型技术领域,更具体的说是涉及一种普洱茶自动称量熏蒸成型系统。
背景技术:
2.目前,传统的普洱茶成型加工过程中,茶叶称量由人工完成,称量完成后人工将茶桶放置在出蒸汽位置熏蒸,熏蒸完成后,人工将茶叶倒入到布袋中成型,然后使用压饼机或石磨等将茶叶压制成型。
3.但是,整个加工过程人工参与较多,工人劳动强度大,工作环境较差,最终成型茶饼或茶砖外形受做型工人主观因素影响较大。在普洱茶成型加工过程中,自动化程度较低,茶叶称重、熏蒸、加内标签纸、压制成型、取茶饼(或砖)的全自动化仍未实现。
4.因此,如何提供一种普洱茶自动称量熏蒸成型系统是本领域技术人员亟需解决的问题。
技术实现要素:
5.有鉴于此,本实用新型提供了一种普洱茶自动称量熏蒸成型系统,实现普洱茶压制成型过程中称重、熏蒸、压制成型、取饼的无人化、自动化,提高普洱茶压制成型的效率,节省人工成本。
6.为了实现上述目的,本实用新型采用如下技术方案:
7.一种普洱茶自动称量熏蒸成型系统,包括依次设置的空料桶缓存区、称重加料区、实料桶缓存区、熏蒸区和压制成型区;空料桶缓存区为输送机,空料桶在输送机上缓存,及时向称重加料区补充空料桶;称重加料区包括输送设备和称重加料设备,空料桶由输送机依次输送到称重加料设备的下方,称重加料设备向茶桶中添加料;实料桶缓存区为输送机,在称重加料区加完料的茶桶被输送到实料桶缓存区;熏蒸区,位于所述实料桶缓存区的下游,对实料桶中的茶叶进行熏蒸;压制成型区,包括压制成型设备、内标签添加设备和取饼设备;熏蒸后的实料桶的茶桶底部打开,茶叶落入压制成型设备的下模桶中,下模桶移动到加内标签纸设备位置,加内标签纸设备将下模桶中的堆尖茶叶刮平,然后放置内标签纸,再用茶叶将内标签纸盖上;同时落料完成后空茶桶被输送回空料桶缓存区;下模桶被移动到压制成型设备位置处,下模桶中的茶叶被压制成型设备压制成茶饼或茶砖,然后由取饼设备将下模桶中的茶饼或茶砖取出放置到成品输送设备上。
8.本实用新型公开的一种普洱茶自动称量熏蒸成型系统,茶桶作为转运容器,输送机输送茶桶在环线上流转,实现连续性;采用输送机将称重加料设备、熏蒸设备、压制成型设备连接成环线,实现茶叶自动称重加料、熏蒸、成型的连续性,提高了普洱茶压制成型的效率,节省人工成本。
9.优选的,每台所述空料缓存区的输送机上均安装有挡停装置和检测开关,所述检测开关检测到茶桶输送到位情况,所述挡停装置将茶桶挡停定位,所述称重加料设备称量
目标值量的茶叶加入茶桶中。
10.采取上述技术方案的有益效果是,空料缓存区的输送机能够实现自动停止和工作。
11.优选的,所述输送机为带式输送机、链式输送机、滚筒输送机、转弯输送机或顶升输送机。
12.采取上述技术方案的有益效果是,各种形式的输送机可以根据使用者的需求和成本方面多个因素综合考虑进行选择。
13.优选的,所述称重加料设备为依次布置的三台,依次向茶桶中加中层料、上层料和下层料;熏蒸设备一次熏蒸的茶桶和压制成型设备一次压制成型的数量相同。
14.采取上述技术方案的有益效果是,熏蒸设备一次熏蒸的茶桶和压制成型设备一次压制成型的数量相同,能够提高工作效率。
15.经由上述的技术方案可知,与现有技术相比,本实用新型公开提供了一种普洱茶自动称量熏蒸成型系统,能够实现普洱茶成型过程中的称重、熏蒸、压制成型和取饼的无人化、自动化,提高压制成型的效率,节省人工成本。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
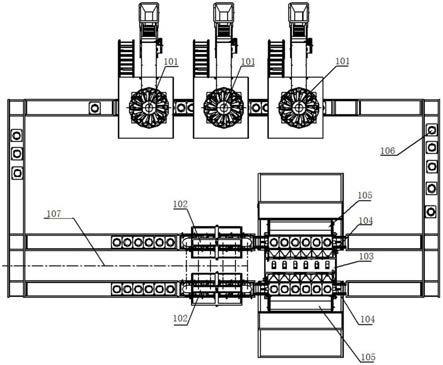
17.图1为本实用新型提供的结构示意图。
18.图2为本实用新型提供的工艺流程图。
19.其中,各附图标号为:101-称重加料设备,102-熏蒸设备,103-压制成型设备,104-内标签添加设备,105-取饼设备,106-茶桶,107-蒸汽管道。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.本实用新型实施例公开了一种普洱茶自动称量熏蒸成型系统,包括依次设置的空料桶缓存区、称重加料区、实料桶缓存区、熏蒸区和压制成型区。
22.空料桶缓存区为输送机,空料桶在输送机上缓存,及时向称重加料区补充空料桶;将各个区的设备连接成为环线,使之连续,在熏蒸区和压制成型区输送机采用链式输送设备。
23.称重加料区包括称重加料设备101,空料桶由输送机依次输送到称重加料设备101的下方,称重加料设备101向茶桶106中添加料;在称重加料区采用三台自动化称重加料设备101,三台称重加料设备101各称量一种茶叶,依次称量三口料添加到茶桶106中。
24.还包括提升设备,提升设备用于给称量加料设备101补料,将茶叶提升到称重加料
设备101补充茶叶。
25.实料桶缓存区为输送机,在称重加料区加完料的茶桶106被输送到实料桶缓存区;熏蒸区,位于所述实料桶缓存区的下游,对实料桶中的茶叶进行熏蒸;将高温蒸汽通入茶桶106中,将茶桶106底部通入蒸汽;茶桶桶壁开有蒸汽孔,由茶桶桶壁通入蒸汽;或由茶桶顶部通入蒸汽。
26.压制成型区,包括压制成型设备103、加内标签纸设备104和取饼设备105;熏蒸后的实料桶的茶桶106底部打开,茶叶落入压制成型设备103的下模桶中,下模桶移动到加内标签纸设备104位置,加内标签设备104将下模桶中的堆尖茶叶刮平,然后放置内标签纸,再用茶叶将内标签纸盖上;同时落料完成后空茶桶106被输送回空料桶缓存区;下模桶被移动到压制成型设备103位置处,下模桶中的茶叶被压制成型设备103压制成茶饼或茶砖,然后由取饼设备105将下模桶中的茶饼或茶砖取出放置到成品输送设备上。
27.本实用新型实施例公开的一种普洱茶自动称量熏蒸成型系统,茶桶106作为转运容器,输送机输送茶桶106在环线上流转,实现连续性;采用输送机将称重加料设备101、熏蒸设备102、压制成型设备103连接成环线,实现茶叶自动称重加料、熏蒸、成型的连续性,提高了普洱茶压制成型的效率,节省人工成本。
28.为了进一步地优化上述技术方案,每台所述空料缓存区的输送机上均安装有挡停装置和检测开关,所述检测开关检测到茶桶106输送到位情况,所述挡停装置将茶桶106挡停定位,所述称重加料设备101称量目标值量的茶叶加入茶桶106中。空料缓存区的输送机能够实现自动停止和工作。
29.为了进一步地优化上述技术方案,所述输送机为带式输送机、链式输送机、滚筒输送机、转弯输送机或顶升输送机。各种形式的输送机可以根据使用者的需求和成本方面多个因素综合考虑进行选择。
30.为了进一步地优化上述技术方案,所述称重加料设备101为依次布置的三台,依次向茶桶106中加中层料、上层料和下层料;熏蒸设备102一次熏蒸的茶桶106和压制成型设备103一次压制成型的数量相同;熏蒸设备102一次熏蒸的茶桶106和压制成型设备103一次压制成型的数量相同,能够提高工作效率。
31.本实用新型公开的一种普洱茶自动称量熏蒸成型系统的使用方法,包括以下工作步骤:
32.(1)、称重加料:输送机将空桶运输到称重加料设备101下方,称重加料设备101称量目标值量的茶叶加入到茶桶106中;
33.(2)、实料桶缓存:在称重加料区加完料的茶桶106被输送到实料缓存区,当熏蒸区熏蒸设备102中有料桶时,实料桶在此缓存,等待熏蒸;
34.(3)、熏蒸:熏蒸设备102对进入熏蒸区茶桶106中的茶叶进行熏蒸;
35.(4)、倒料:茶桶106的桶底为可开合结构,熏蒸完成后的茶桶106,被输送机输送到压制成型区;成型下模夹在接料位置,茶桶106底部打开装置将桶底打开,茶叶落入到成型下模桶中;同时,落料完成后的空茶桶106被输送至空料缓存区;
36.(5)、刮平、加内标签纸:成型下模桶移动到加加内标签设备104位置处,加内标签设备104同时将单侧一组成型下模中堆尖的茶叶刮平,刮平后将内标签纸放置在成型下模具桶中,再将少量茶叶盖在内标签纸上方;
37.(6)、压制成型:单侧一组成型下模桶被移动到压制成型设备103处,压制成型设备103上模下压,保压10-30s,将茶叶压制成型;
38.(7)、取出茶饼:成型下模桶中的茶叶压制成型后,成型下模桶被移动到接料位置,成型下模桶中的茶饼被顶起,取饼设备105将茶饼取出放置到成品输送机上。
39.为了进一步地优化上述技术方案,所述步骤(3)中的熏蒸方式有三种:第一种方式为:茶桶106底部有多个蒸汽小孔,从茶桶106底部通入蒸汽;第二种方式为:茶桶106桶壁有多个蒸汽孔,将茶桶106桶壁包裹,然后通入蒸汽;第三种方式为:茶桶106桶底有多个蒸汽孔,将茶桶106桶口封闭,从茶桶106桶口通入蒸汽。
40.所述步骤(3)中,熏蒸设备102输送机上集满料桶时,实料缓存区的输送设备停止,蒸汽管道107在移动机构的驱动下,移动到位,到位后蒸汽管道107控制阀打开,向茶桶106中通入蒸汽进行熏蒸,熏蒸完成后茶桶106输送到压制成型区。能够有效利用熏蒸设备102,提高系统的工作效率。
41.由称重加料区输出的实料桶分为两路,第一路在熏蒸时,第二路进实料桶,实料桶进满后开始熏蒸;第一路熏蒸完成后,料桶被输送到压制成型区,两路熏蒸交替进行。能够提高工作效率。
42.所述熏蒸区输送到压制成型区的料桶分为两路,第一路熏蒸完成后的输送到压制成型区的第一路,第二路熏蒸完成后的输送到压制成型区的第二路;在压制成型区,两路交替进行压饼,共用压制成型设备103的上模;第一路在压制成型时,第二路在取茶饼、接料、加内标签纸;第二路在压制成型时,第一路在取茶饼、接料、加内标签纸。熏蒸区和压制成型区的料桶两路对应设置,能够提高工作效率。
43.步骤(4)中,落料完成后的空茶桶106两路汇合成一路被输送至空料缓存区。能够节省制造成本。
44.本实用新型公开提供的普洱茶自动称量熏蒸成型系统,所有工序均无人参与,能够实现普洱茶成型过程中的称重、熏蒸、压制成型和取饼的无人化、自动化,提高压制成型的效率,节省人工成本。
45.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的装置而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
46.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1