球形冷致凝胶成型装置的制作方法
1.本实用新型涉及凝胶产品生产技术领域,具体的是一种球形冷致凝胶成型装置。
背景技术:
2.球形凝胶产品,如寒天晶球生产中,成型过程一般采用切割成型的方式,例如:
3.专利号为cn202020497876.2的专利公开一种生产寒天晶球用切割机构,包括:切刀座和切刀,所述切刀安装在切刀座上,所述切刀座上开设有便于切刀切割产品的切割通槽,还包括驱动部件,用于驱动切刀座往复运动。该发明采用了切割的形式实现了寒天晶球的生产,驱动部件往复一次可以完成两次切割,大大提升了寒天晶球的生产效率。缺点在于寒天晶球在切割时会出现粘连的情况。
4.中国专利号为cn202021620589.2的专利公开了一种新型的寒天晶球切割装置,该装备的工作原理是:物料经输送泵传输至料斗中,通过浇注出口和切割气缸将凝胶产品切割成球状。其优点在于:不仅使得装置能够适用于不同配方的寒天晶球的加工,有效增加了寒天晶球的浇注速度,提高了寒天晶球的生产效率。但产品成型颗粒会存在球状体不够圆润和大小不一的情况。
技术实现要素:
5.本实用新型所要解决的技术问题是提供一种球形冷致凝胶成型装置,用以解决现有技术中物料粘黏、产品质量不高的缺陷。
6.为解决上述技术问题,本实用新型所采用的技术方案是:一种球形冷致凝胶成型装置,包括冷却槽,所述的冷却槽内靠近顶部的位置上设有塑形机构,塑形机构上方设有定量成型机构,塑形机构下方的冷却槽内设有物料提升机构,物料提升机构倾斜设置,且较高点由冷却槽一端侧壁上沿穿出。
7.优选的方案中,所述的定量成型机构包括外壳体,定量成型机构顶部设有补料管,定量成型机构内底部上设有多根成型管,成型管连通定量成型机构外部,成型管为圆柱中空管,成型管内设有压料块,压料块顶部设有一根推杆,推杆上端由定量成型机构顶面穿出。
8.优选的方案中,所述的补料管侧壁下端设有进料口,进料口连通补料管内部与定量成型机构内部。
9.优选的方案中,所述的压料块底端上设有半球体凹槽,成型管下端开口处设有成型壳体,成型壳体是由两个1/4球体外壳组成的半球体外壳,两个1/4球体外壳分别铰接在成型管下端开口两侧,铰接点设有扭转弹簧。
10.优选的方案中,穿出所述的定量成型机构外部的多根推杆上端连接至同一根连杆上,连杆上方设有多个凸轮,多个凸轮连接至同一驱动装置上。
11.优选的方案中,穿出所述的驱动装置包括第一外壳体,第一外壳体内设有第一电机,第一电机的驱动轴穿过第一外壳体侧壁设置,位于第一外壳体外的第一电机驱动轴上
设有一个凸轮;
12.位于所述的第一外壳体内的第一电机驱动轴上设有第一主动齿轮,在第一电机驱动轴穿过的第一外壳体侧壁上还穿设有第一转轴,第一转轴位于第一外壳体外的部分上也设有凸轮,位于第一外壳体内的第一转轴上设有第一从动齿轮;
13.所述的第一主动齿轮与第一从动齿轮尺寸相同,且两者之间通过同一个中间齿轮传动,中间齿轮设置于第一外壳体内。
14.优选的方案中,所述的塑形机构包括一个第二外壳体,第二外壳体内设置驱动部件,第二外壳体上设有两根第二转轴,两根第二转轴上分别设有多个成型轮,成型轮为带有环形半圆弧槽的轮状结构件。
15.优选的方案中,所述的第二外壳体内设有第二电机,第二电机的驱动轴与其中一根第二转轴之间驱动连接,两根第二转轴位于第二外壳体内的部分上分别设有第二主动齿轮和第二从动齿轮,第二主动齿轮和第二从动齿轮尺寸相同且啮合设置。
16.优选的方案中,两根所述的第二转轴远离第二外壳体的一端端部上套设有轴承,两个轴承通过固定杆悬空设置于冷却槽内。
17.本实用新型所提供的一种球形冷致凝胶成型装置,通过采用上述结构,具有以下有益效果:
18.(1)通过设置塑形机构,经过成型轮的轻微挤压使得产品外形更圆润,大小更均;
19.(2)依靠定量成型机构可实现球形凝胶产品的初步成型;
20.(3)冷却槽可实现成型后产品的快速冷却定型,避免输送过程中产品发生形变导致产品质量下降。
附图说明
21.下面结合附图和实施例对本实用新型作进一步说明:
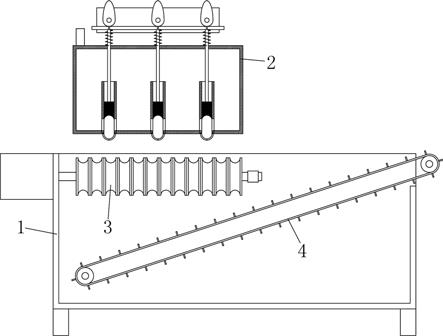
22.图1为本实用新型的整体结构示意图。
23.图2为本实用新型的定量成型机构结构示意图。
24.图3为本实用新型定量成型机构的驱动装置结构示意图。
25.图4为本实用新型的塑形机构结构示意图。
26.图中:冷却槽1,定量成型机构2,塑形机构3,物料提升机构4,补料管5,成型管6,进料口7,压料块8,推杆9,连杆10,凸轮11,成型壳体12,第一外壳体13,第一电机14,第一主动齿轮15,第一转轴16,第一从动齿轮17,中间齿轮18,第二外壳体19,第二电机20,第二转轴21,第二主动齿轮22,第二从动齿轮23,成型轮24,轴承25,固定杆26。
具体实施方式
27.如图1-4中,一种球形冷致凝胶成型装置,包括冷却槽1,所述的冷却槽1内靠近顶部的位置上设有塑形机构3,塑形机构3上方设有定量成型机构2,塑形机构3下方的冷却槽1内设有物料提升机构4,物料提升机构4倾斜设置,且较高点由冷却槽1一端侧壁上沿穿出。
28.优选的方案中,所述的定量成型机构2包括外壳体,定量成型机构2顶部设有补料管5,定量成型机构2内底部上设有多根成型管6,成型管6连通定量成型机构2外部,成型管6为圆柱中空管,成型管6内设有压料块8,压料块8顶部设有一根推杆9,推杆9上端由定量成
型机构2顶面穿出。
29.优选的方案中,所述的补料管5侧壁下端设有进料口7,进料口7连通补料管5内部与定量成型机构2内部。
30.优选的方案中,所述的压料块8底端上设有半球体凹槽,成型管6下端开口处设有成型壳体12,成型壳体12是由两个1/4球体外壳组成的半球体外壳,两个1/4球体外壳分别铰接在成型管6下端开口两侧,铰接点设有扭转弹簧。
31.优选的方案中,穿出所述的定量成型机构2外部的多根推杆9上端连接至同一根连杆10上,连杆10上方设有多个凸轮11,多个凸轮11连接至同一驱动装置上。
32.优选的方案中,穿出所述的驱动装置包括第一外壳体13,第一外壳体13内设有第一电机14,第一电机14的驱动轴穿过第一外壳体13侧壁设置,位于第一外壳体13外的第一电机14驱动轴上设有一个凸轮11;
33.位于所述的第一外壳体13内的第一电机14驱动轴上设有第一主动齿轮15,在第一电机14驱动轴穿过的第一外壳体13侧壁上还穿设有第一转轴16,第一转轴16位于第一外壳体13外的部分上也设有凸轮11,位于第一外壳体13内的第一转轴16上设有第一从动齿轮17;
34.所述的第一主动齿轮15与第一从动齿轮17尺寸相同,且两者之间通过同一个中间齿轮18传动,中间齿轮18设置于第一外壳体13内。
35.优选的方案中,所述的塑形机构3包括一个第二外壳体19,第二外壳体19内设置驱动部件,第二外壳体19上设有两根第二转轴21,两根第二转轴21上分别设有多个成型轮24,成型轮24为带有环形半圆弧槽的轮状结构件。
36.优选的方案中,所述的第二外壳体19内设有第二电机20,第二电机20的驱动轴与其中一根第二转轴21之间驱动连接,两根第二转轴21位于第二外壳体19内的部分上分别设有第二主动齿轮22和第二从动齿轮23,第二主动齿轮22和第二从动齿轮23尺寸相同且啮合设置。
37.优选的方案中,两根所述的第二转轴21远离第二外壳体19的一端端部上套设有轴承25,两个轴承25通过固定杆26悬空设置于冷却槽1内。
38.本新型所提供的球形冷致凝胶成型装置,在进行球形冷致凝胶成型作业时:
39.将凝胶产品预先通过补料管5输入定量成型机构2内,然后启动第一电机14,在第一电机14的驱动下,凸轮11持续压动推杆9,并在弹簧的作用下(弹簧设置于定量成型机构2顶面与连杆10底面之间,且套设在推杆9上),推杆9实现上下往复运动,在压料块8每次挤压动作下,配合半球体凹槽以及成型壳体12可实现产品的初步挤压成型,并在成型后由展开的成型壳体12下方落下至塑形机构3中,由第二电机20驱动的两根第二转轴21持续转动,初步成型的球形凝胶产品落在相邻成型轮24之间,在转动的成型轮24作用下不断打磨成型为完整的球形,然后由相邻成型轮24之间的圆形间隙落至冷却槽1内,经冷却水冷却后定型并落在物料提升机构4上,最终输出并收集起来,完成球形凝胶的产品成型作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1