一种能整排进料出料猴魁捏尖机的制作方法
1.本实用新型涉及一种便于待加工猴魁夹紧、输送和成型,生产效率高,且结构稳定可靠的能整排进料出料猴魁捏尖机。
背景技术:
2.猴魁是一种中国传统名茶,产于安徽黄山市黄山区一带,为尖茶之极品,久享盛名,其扁平挺直、鲜爽味醇且散发出阵阵兰花香味。
3.传统的猴魁的制作工艺,是采用人工一片片定型再烘烤,生产效率低,劳动强度大。
4.为此,我们研发了一种便于待加工猴魁夹紧、输送和成型,生产效率高,且结构稳定可靠的能整排进料出料猴魁捏尖机。
技术实现要素:
5.本实用新型目的是为了克服现有技术的不足而提供一种便于待加工猴魁夹紧、输送和成型,生产效率高,且结构稳定可靠的能整排进料出料猴魁捏尖机。
6.为达到上述目的,本实用新型采用的技术方案是:一种能整排进料出料猴魁捏尖机,包含机身支架;所述机身支架的上部设置有茶叶输送装置;所述茶叶输送装置的输入端的前方设置有放置台;所述放置台用来放置放置工装;所述放置工装用来成排放置待加工猴魁;所述茶叶输送装置能将放置工装上安放的待加工猴魁同时抓取,并输送;所述茶叶输送装置,还包含成对设置的上成型辊和下成型辊;所述上成型辊和下成型辊能对经过上成型辊和下成型辊之间的待加工猴魁进行成型作业;所述茶叶输送装置能成排输出成型作业后的待加工猴魁。
7.优选的,所述机身支架的上部还设置有链条输送装置;所述链条输送装置用来输送输送板;所述茶叶输送装置位于链条输送装置的上方。
8.优选的,所述链条输送装置,包含链条驱动主动轴和链条驱动从动轴;所述链条驱动主动轴上设置有链条驱动主动轮;所述链条驱动主动轴和链条驱动从动轴的两端分别对应的设置有输送链轮;同一侧的所述输送链轮上分别设置输送链条,当链条驱动主动轮旋转时,2根输送链条同时产生转动;所述输送板放置在所述输送链条上,所述输送板随所述输送链条做水平运动。
9.优选的,所述放置工装,包含水平板;所述水平板的后端竖直地设置有竖板;所述竖板上均布有茶叶插孔;所述茶叶插孔用来安插待加工猴魁。
10.优选的,所述茶叶输送装置,包含上输送模块和下输送模块;所述上输送模块设置在下输送模块的正上方;所述上输送模块和下输送模块之间配合用来夹紧和输送待加工猴魁;所述上输送模块包含上输送模块主动轴和上输送模块从动轴;所述上输送模块主动轴和上输送模块从动轴之间设置有上输送模块输送带;所述上输送模块主动轴的一端设置有上输送模块主动轴主齿轮;所述上输送模块主动轴主齿轮与上输送模块主动轴次齿轮啮
合;所述上输送模块主动轴次齿轮与上输送模块主动轴链轮同轴设置,并形成一体;当上输送模块主动轴链轮旋转时,其能带动上输送模块主动轴旋转;所述下输送模块,包含下输送模块主动轴和下输送模块从动轴;所述下输送模块主动轴和下输送模块从动轴之间设置有下输送模块输送带;所述下输送模块主动轴的一端设置有下输送模块主动轴链轮。
11.优选的,所述机身支架的一侧设置有第一侧支板,其相对侧设置有第二侧支板;所述上输送模块从动轴的两端分别对应地设置在第一侧支板和第二侧支板上;所述下输送模块主动轴和下输送模块从动轴的两端分别对应地设置在第一侧支板和第二侧支板上;所述第一侧支板和第二侧支板之间水平地设置有张口旋转轴;所述张口旋转轴的两端对应地设置有张口旋转臂;其中所述张口旋转轴的一外端部设置有张口链轮;所述张口旋转臂的外端部分别对应地设置有可旋转的张口移动块;所述张口移动块的一侧对应地设置有竖直设置的张口导轨;所述张口移动块可沿对应的张口导轨上下运动;所述张口导轨分别对应地设置在对应的张口竖板上;所述上输送模块主动轴的两端分别对应地设置在对应的张口移动块上;当张口旋转轴顺时针小角度旋转时,所述上输送模块主动轴会被整体抬高;当张口旋转轴逆时针小角度旋转时,所述上输送模块主动轴会被整体压低,从而实现上输送模块相对于下输送模块的抬高和压低运动,也就是实现茶叶输送装置的输入端的张口和闭口;所述茶叶输送装置的输入端的张口和闭口用来抓取放置工装上成排放置的待加工猴魁。
12.优选的,所述的能整排进料出料猴魁捏尖机,还包含第一主动驱动轮和第二主动驱动轮;所述第一主动驱动轮设置在机身支架上,用于驱动张口链轮的正反旋转;所述第二主动驱动轮设置在机身支架上,用于驱动上输送模块主动轴链轮和下输送模块主动轴链轮旋转,所述上输送模块输送带和下输送模块输送带的旋转方向相反,且所述上输送模块输送带朝着下输送模块输送带旋转,所述下输送模块输送带也朝着上输送模块输送带旋转。
13.优选的,所述上成型辊设置在所述上输送模块内;所述上成型辊设置在上输送模块主动轴和上输送模块从动轴之间;所述上成型辊与上输送模块主动轴、上输送模块从动轴分别相互平行设置;所述下成型辊设置在下输送模块内;所述下成型辊设置在下输送模块主动轴和下输送模块从动轴之间;所述下成型辊与下输送模块主动轴、下输送模块从动轴分别相互平行设置;所述上成型辊与下成型辊对应设置;所述下成型辊的一端设置有下成型辊驱动轮;所述下成型辊驱动轮能带动下成型辊;所述上成型辊与下成型辊相对旋转,能对经过上成型辊与下成型辊之间的待加工猴魁进行成型作业。
14.优选的,所述上输送模块的后端设置有上挡板;所述上挡板呈l形,水平端插入上输送模块的后端的下部,可防止待加工猴魁跟随上输送模块输送带朝上翻转;所述下输送模块的后端设置有下挡板;所述下挡板呈l形,水平端插入下输送模块的后端的下部,可防止待加工猴魁跟随下输送模块输送带朝下翻转;所述上挡板与下挡板之间间隔设置;经过上成型辊与下成型辊之间的成型后的待加工猴魁能从上挡板与下挡板之间的间隙成排输出。
15.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
16.本实用新型所述的能整排进料出料猴魁捏尖机的茶叶输送装置的输入端能张口和闭口,同时利用放置工装来成排放置待加工猴魁;将成排放置待加工猴魁的放置工装放置在茶叶输送装置的输入端,所述茶叶输送装置即可将成排放置待加工猴魁抓取,并输送;成排的待加工猴魁在经过上成型辊与下成型辊之间进行成型作业,然后再经上挡板与下挡
板之间的间隙成排输出;从茶叶输送装置的输出端出来的待加工猴魁被输送板接纳,并被链条输送装置输送;本实用新型便于待加工猴魁夹紧、输送和成型,生产效率高,且结构稳定可靠。
附图说明
17.下面结合附图对本实用新型技术方案作进一步说明:
18.图1为本实用新型所述的能整排进料出料猴魁捏尖机的第一角度立体结构示意图;
19.图2为本实用新型所述的能整排进料出料猴魁捏尖机的第二角度立体结构示意图;
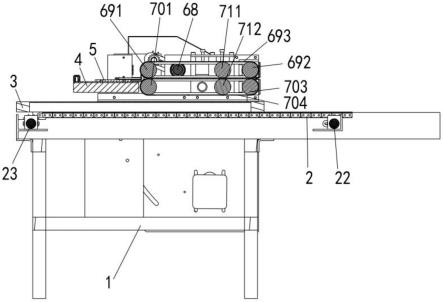
20.图3为本实用新型所述的能整排进料出料猴魁捏尖机的第一剖视图;
21.图4为本实用新型所述的能整排进料出料猴魁捏尖机的第二剖视图;
22.图5为本实用新型所述的能整排进料出料猴魁捏尖机的第三剖视图;
23.图6为本实用新型所述的能整排进料出料猴魁捏尖机的茶叶输送装置的输出端的示意图;
24.图7为本实用新型所述的能整排进料出料猴魁捏尖机的放置工装的放大立体图;
25.图8为本实用新型所述的能整排进料出料猴魁捏尖机的放置工装的应用状态放大示意图;
26.附图标记:1、机身支架;2、链条输送装置;3、输送板;4、放置台;5、放置工装;6、茶叶输送装置;7、第一主动驱动轮;8、第二主动驱动轮;9、待加工猴魁;21、链条驱动主动轮;22、链条驱动主动轴;23、链条驱动从动轴;51、水平板;52、竖板;53、茶叶插孔;61、第一侧支板;62、第二侧支板;63、张口链轮;64、张口旋转臂;65、张口移动块;66、张口竖板;67、张口导轨;68、张口旋转轴;69、上输送模块;70、下输送模块;691、上输送模块主动轴;692、上输送模块从动轴;693、上输送模块输送带;694、上输送模块主动轴主齿轮;695、上输送模块主动轴链轮;696、上输送模块主动轴次齿轮;701、下输送模块主动轴;702、下输送模块主动轴链轮;703、下输送模块从动轴;704、下输送模块输送带;711、上成型辊;712、下成型辊;713、下成型辊驱动轮;721、上挡板;722、下挡板。
具体实施方式
27.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
28.如图1-8所示,一种能整排进料出料猴魁捏尖机,包含机身支架1;所述机身支架1的上部设置有链条输送装置2和茶叶输送装置6;所述链条输送装置2用来输送输送板3;所述茶叶输送装置6位于链条输送装置2的上方;所述茶叶输送装置6的输入端的前方设置有放置台4;所述放置台4用来放置放置工装5;所述放置工装5用来成排放置待加工猴魁9;所述茶叶输送装置6能将放置工装5上安放的待加工猴魁9同时抓取,并输送。
29.所述链条输送装置2,包含链条驱动主动轴22和链条驱动从动轴23;所述链条驱动主动轴22上设置有链条驱动主动轮21;所述链条驱动主动轴22和链条驱动从动轴23的两端分别对应的设置有输送链轮(未标出);同一侧的所述输送链轮上分别设置输送链条(未标出),当链条驱动主动轮21旋转时,2根输送链条同时产生转动;所述输送板3放置在所述输
送链条上,所述输送板3随所述输送链条做水平运动。
30.所述放置工装5,包含水平板51;所述水平板51的后端竖直地设置有竖板52;所述竖板52上均布有茶叶插孔53;所述茶叶插孔53用来安插待加工猴魁9,其中待加工猴魁9的一端要穿过茶叶插孔53设定长度。
31.所述茶叶输送装置6,包含上输送模块69和下输送模块70;所述上输送模块69设置在下输送模块70的正上方;所述上输送模块69和下输送模块70之间配合用来夹紧和输送待加工猴魁9;所述上输送模块69包含上输送模块主动轴691和上输送模块从动轴692;所述上输送模块主动轴691和上输送模块从动轴692之间设置有上输送模块输送带693;所述上输送模块主动轴691的一端设置有上输送模块主动轴主齿轮694;所述上输送模块主动轴主齿轮694与上输送模块主动轴次齿轮696啮合;所述上输送模块主动轴次齿轮696与上输送模块主动轴链轮695同轴设置,并形成一体;当上输送模块主动轴链轮695旋转时,其能带动上输送模块主动轴691旋转;所述下输送模块70,包含下输送模块主动轴701和下输送模块从动轴703;所述下输送模块主动轴701和下输送模块从动轴703之间设置有下输送模块输送带704;所述下输送模块主动轴701的一端设置有下输送模块主动轴链轮702;所述机身支架1的一侧设置有第一侧支板61,其相对侧设置有第二侧支板62;所述上输送模块从动轴692的两端分别对应地设置在第一侧支板61和第二侧支板62上;所述下输送模块主动轴701和下输送模块从动轴703的两端分别对应地设置在第一侧支板61和第二侧支板62上;所述第一侧支板61和第二侧支板62之间水平地设置有张口旋转轴68;所述张口旋转轴68的两端对应地设置有张口旋转臂64;其中所述张口旋转轴68的一外端部设置有张口链轮63;所述张口旋转臂64的外端部分别对应地设置有可旋转的张口移动块65;所述张口移动块65的一侧对应地设置有竖直设置的张口导轨67;所述张口移动块65可沿对应的张口导轨67上下运动;所述张口导轨67分别对应地设置在对应的张口竖板66上;所述上输送模块主动轴691的两端分别对应地设置在对应的张口移动块65上;当张口旋转轴68顺时针小角度旋转时,所述上输送模块主动轴691会被整体抬高;当张口旋转轴68逆时针小角度旋转时,所述上输送模块主动轴691会被整体压低,从而实现上输送模块69相对于下输送模块70的抬高和压低运动,也就是实现茶叶输送装置6的输入端的张口和闭口;所述茶叶输送装置6的输入端的张口和闭口用来抓取放置工装5上成排放置的待加工猴魁9。
32.所述第一主动驱动轮7设置在机身支架1上,用于驱动张口链轮63的正反旋转;所述第二主动驱动轮8设置在机身支架1上,用于驱动上输送模块主动轴链轮695和下输送模块主动轴链轮702旋转,所述上输送模块输送带693和下输送模块输送带704的旋转方向相反,且所述上输送模块输送带693朝着下输送模块输送带704旋转,所述下输送模块输送带704也朝着上输送模块输送带693旋转。
33.所述上输送模块69的内设置有上成型辊711;所述上成型辊711设置在上输送模块主动轴691和上输送模块从动轴692之间;所述上成型辊711与上输送模块主动轴691、上输送模块从动轴692分别相互平行设置;所述下输送模块70的内设置有下成型辊712;所述下成型辊712设置在下输送模块主动轴701和下输送模块从动轴703之间;所述下成型辊712与下输送模块主动轴701、下输送模块从动轴703分别相互平行设置;所述上成型辊711与下成型辊712对应设置;所述下成型辊712的一端设置有下成型辊驱动轮713;所述下成型辊驱动轮713能带动下成型辊712;所述上成型辊711没有驱动轮,工作时,所述上成型辊711与下成
型辊712相对旋转,能对经过上成型辊711与下成型辊712之间的待加工猴魁9进行成型作业;所述上输送模块69的后端设置有上挡板721;所述上挡板721呈l形,水平端插入上输送模块69的后端的下部,可防止待加工猴魁9跟随上输送模块输送带693朝上翻转;所述下输送模块70的后端设置有下挡板722;所述下挡板722呈l形,水平端插入下输送模块70的后端的下部,可防止待加工猴魁9跟随下输送模块输送带704朝下翻转;所述上挡板721与下挡板722之间间隔设置;经过上成型辊711与下成型辊712之间的成型后的待加工猴魁9能从上挡板721与下挡板722之间的间隙成排输出。
34.具体使用时,先将待加工猴魁9一片一片地插入放置工装5上对应的茶叶插孔53中,其中待加工猴魁9的一端要穿过茶叶插孔53设定长度;再将插好待加工猴魁9的放置工装5安放在放置台4,使穿过茶叶插孔53的待加工猴魁9的一端对准茶叶输送装置6的输入端,接着第一主动驱动轮7驱动张口链轮63的正反旋转,茶叶输送装置6的输入端闭口时,成排抓取放置工装5上成排放置的待加工猴魁9;接着所述第二主动驱动轮8驱动上输送模块主动轴链轮695和下输送模块主动轴链轮702旋转,所述上输送模块输送带693和下输送模块输送带704的旋转方向相反,且所述上输送模块输送带693朝着下输送模块输送带704旋转,所述下输送模块输送带704也朝着上输送模块输送带693旋转,成排被抓取的待加工猴魁9被茶叶输送装置6成排地朝其输出端输送;成排的待加工猴魁9在经过上成型辊711与下成型辊712之间进行成型作业,然后再经上挡板721与下挡板722之间的间隙成排输出;从茶叶输送装置6的输出端出来的待加工猴魁9被输送板3接纳,并被链条输送装置2输送至下一个工位。
35.实际使用时,可以多备放置工装5,并安排人穿插待加工猴魁9,安插好待加工猴魁9的放置工装5,可以依次放入放置台4上,以实现连续工作。
36.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
37.本实用新型所述的能整排进料出料猴魁捏尖机的茶叶输送装置6的输入端能张口和闭口,同时利用放置工装5来成排放置待加工猴魁9;将成排放置待加工猴魁9的放置工装5放置在茶叶输送装置6的输入端,所述茶叶输送装置6即可将成排放置待加工猴魁9抓取,并输送;成排的待加工猴魁9在经过上成型辊711与下成型辊712之间进行成型作业,然后再经上挡板721与下挡板722之间的间隙成排输出;从茶叶输送装置6的输出端出来的待加工猴魁9被输送板3接纳,并被链条输送装置2输送;本实用新型便于待加工猴魁9夹紧、输送和成型,生产效率高,且结构稳定可靠。
38.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1