一种高粘性面食生产模具、生产系统及生产方法与流程
1.本技术涉及面食加工领域,尤其是涉及一种高粘性面食生产模具、生产系统及生产方法。
背景技术:
2.窝头是采用五谷杂粮为原料制作而成的食品,窝头具有底面和圆锥形的外周面,窝头还具有向内凹进去的窝眼。在食品加工行业,通常采用窝头成型模具来加工制作窝头半成品,成型的窝头半成品被输送带输送到蒸制工位进行蒸制。
3.现在市场上的窝头成型模具仅能适用粘度较小的面团,当面团粘度较高时(如糯米团),窝头半成品压制成型后,不易脱模,而且脱模时窝头半成品容易变形。
技术实现要素:
4.为了便于面食产品脱模,本技术提供一种高粘性面食生产模具、生产系统及生产方法。
5.第一方面,本技术提供一种高粘性面食生产模具,采用如下的技术方案:一种高粘性面食生产模具,包括阳模组件和阴模组件;所述阳模组件包括阳模板;所述阴模组件包括至少一个阴模体;所述阴模体包括阴模网壳、舱室外壳以及输液管;所述阴模网壳的一侧设置有型腔;所述舱室外壳罩在阴模网壳外并与阴模网壳固定连接,所述阴模网壳设有型腔的一侧背向舱室外壳;所述输液管与舱室外壳连通。
6.通过采用上述技术方案,使用时,先将阴模组件调整到型腔朝上的状态;然后向型腔中加入面团;然后将阳模板合拢到阴模组件上,使面团受挤压形成半成品;然后同步翻转阳模组件与阴模组件,使型腔朝下;然后经输液管向舱室外壳中供水;然后将阴模组件从阳模组件上移开,使成型的半成品留在阳模板上。
7.输液管可以向阴模网壳上喷水或食用油,来让阴模网壳保持湿润,使半成品不易与阴模网壳粘连;在开模时,半成品更容易与阴模网壳分离。开模后,半成品留在阳模板上,输液管喷在半成品上的水可以让半成品外皮保持湿润,从而使得半成品在运输过程中不易出现表皮老化的情况。阳模板可作为蒸屉使用,半成品在蒸熟前无须与阳模板分离;半成品在蒸熟后形成成品,成品易与阳模板分离,且分离后不易变形。
8.可选的,所述阳模板的一侧设有与阴模体适配的定位槽,所述定位槽中设置有与阳模板固定连接的模芯;所述模芯上和所述定位槽底均开设有蒸孔。
9.通过采用上述技术方案,定位槽的设置使得在合模时,阳模组件与阴模组件能够准确配合到位。蒸孔的设置,可以提高阳模组件的透气性,能够让半成品可以更快的被蒸熟。
10.可选的,所述阴模体还包括输气管,所述输气管与所述舱室外壳连通。
11.通过采用上述技术方案,可有效提高半成品脱模效率。在开模时,可以先后向舱室
外壳中通入水与压缩气体,然后再将阴模组件从阳膜组件上移开;在压缩气体的作用下,一方面水会均匀的喷洒到阴模网壳上,另一方面压缩气体也会将半成品从型腔中顶出,完成脱模。
12.可选的,所述阴模体还包括安装在舱室外壳上的雾化喷头,所述雾化喷头的喷射方向朝向舱室外壳内;所述输液管与所述雾化喷头连接并连通。
13.通过采用上述技术方案,雾化喷头可以将水更加均匀的喷洒到阴模网壳上,使得附着到阴模网壳上的水更加均匀,不易有死角。
14.可选的,所述阴模体还包括输气管,所述输气管与所述雾化喷头连通。
15.通过采用上述技术方案,在开模时,可以先后向舱室外壳中通入水与压缩气体;水与压缩气体在经过雾化喷头后被喷入舱室外壳。如此,一方面可以让喷洒到阴模网壳上的水更加均匀,不易有死角;另一方面,气体可以将半成品从型腔中顶出,提高半成品脱模效率。
16.可选的,所述阴模体还包括胶环,所述胶环连接在舱室外壳与阴模网壳之间。
17.通过采用上述技术方案,在合模时,胶环起缓冲减震的作用,以对舱室外壳和阴模网壳进行保护。
18.可选的,所述阴模体还包括纱布,所述纱布设置在阴模网壳与舱室外壳之间,并贴合在阴模网壳上。
19.通过采用上述技术方案,纱布可以削弱水和压缩气体对半成品的冲击力,提高产品质量;纱布还可以让水更加均匀的分布到阴模网壳上;另外,纱布还可以阻止面团进入到阴模网壳与舱室外壳之间的夹层中,降低阴模网壳上的孔洞被阻塞的可能性。
20.可选的,所述阴模组件还包括阴模架;所述阴模体设置有多个,所述阴模体均安装在所述阴模架上。
21.通过采用上述技术方案,可有效提高生产效率。
22.第二方面,本技术提供一种高粘性面食生产模具的阴模组件,采用如下的技术方案:一种高粘性面食生产模具的阴模组件,包括阴模体;所述阴模体包括阴模网壳、舱室外壳、输气管以及输液管;所述阴模网壳的一侧设置有型腔,所述阴模网壳上设通孔;所述舱室外壳罩在阴模网壳外并与阴模网壳固定连接,所述阴模网壳设有型腔的一侧背向舱室外壳;所述输气管和所述输液管均与舱室外壳连通。
23.第三方面,本技术提供一种高粘性面食生产模具的阳模组件,采用如下的技术方案:一种高粘性面食生产模具的阳模组件,包括阳模板,所述阳模板的一侧设有定位槽,所述定位槽中设置有与阳模板固定连接的模芯;所述模芯上和所述定位槽底均开设有蒸孔。
24.第四方面,本技术提供一种高粘性面食生产系统,采用如下的技术方案:一种高粘性面食生产系统,包括高粘性面食生产模具、输送带、第一机械手、第二机械手以及供料装置;所述第一机械手用于驱动阳模组件移动、翻转;所述第二机械手与所述阴模组件连接,用于驱动阴模组件移动、翻转;所述供料装置安装在输送带一端,用于为高粘性面食生产模具供料。
25.通过采用上述技术方案,在使用时,第二机械手将阴模组件移动到供料装置处,并使阴模组件中的型腔朝上;然后供料装置向阴模组件上的各个型腔中添加面团;然后第一机械手将阳模组件合拢到阴模组件上,面团受压形成半成品;然后同步翻转阳模组件与阴模组件,使型腔朝下;接下来先后向舱室外壳中通水、通压缩气体;然后将阴模组件从阳模组件上移开,成型的半成品从型腔中脱落并留在阳模组件上;然后第一机械手将阳模组件放到输送带上,由输送带将半成品输送至蒸制工位蒸熟。
26.可选的,所述供料装置包括和面桶、安装在和面桶内的和面机构、给料桶以及安装在给料桶内的搅拌机构,所述和面桶底部与所述给料桶中部之间连接并连通有导面管,所述导面管上安装有阀门;所述给料桶底部开设有若干落料口,所述给料桶底部外侧安装有剪切机构。
27.通过采用上述技术方案,和面机构配合和面桶可以进行和面;和面完成后,打开阀门,和好的面会被和面机构推送到给料桶中;给料桶中的面在搅拌机构的作用下从落料口持续挤出给料桶,当面挤出给料桶一定长度后,剪切机构将面剪断形成面团。
28.第五方面,本技术提供一种高粘性面食生产方法,采用如下的技术方案:一种高粘性面食生产方法,利用高粘性面食生产模具以下部分步骤:步骤一:将阴模组件调整到型腔朝上的姿态,然后向型腔中添加面团;步骤二:将阳模组件合拢到阴模组件上,面团受压形成半成品;然后同步翻转阳模组件与阴模组件,使型腔朝下;步骤三:经输液管向舱室外壳中供水,然后将阴模组件从阳模组件上移开,使半成品留在阳模组件上。
29.通过采用上述技术方案,生产速度快,产品质量高。
30.一种高粘性面食生产方法,利用高粘性面食生产模具以下部分步骤:步骤一:将阴模组件调整到型腔朝上的姿态,然后向型腔中添加面团;步骤二:将阳模组件合拢到阴模组件上,面团受压形成半成品;然后同步翻转阳模组件与阴模组件,使型腔朝下;步骤三:先后向舱室外壳中通入水与压缩气体,然后将阴模组件从阳模组件上移开,使半成品留在阳模组件上。
31.综上所述,本技术包括以下至少一种有益技术效果:1、输液管可以向阴模网壳上喷水或食用油,来让阴模网壳保持湿润,使半成品不易与阴模网壳粘连;在开模时,可以先后向舱室外壳中通入水与压缩气体,然后再将阴模组件从阳膜组件上移开;在压缩气体的作用下,一方面水会均匀的喷洒到阴模网壳上,另一方面压缩气体也会将半成品从型腔中顶出,完成脱模;2、开模后,半成品留在阳模板上,输液管喷在半成品上的水可以让半成品外皮保持湿润,从而使得半成品在运输过程中不易出现表皮老化的情况;3、阳模组件可作为蒸屉使用,半成品在蒸熟前无须与阳模板分离;半成品在蒸熟后形成成品,成品易与阳模板分离,且分离后不易变形;4、纱布可以削弱水和压缩气体对半成品的冲击力,提高产品质量;纱布还可以让水更加均匀的分布到阴模网壳上;另外,纱布还可以阻止面团进入到阴模网壳与舱室外壳之间的夹层中,降低阴模网壳上的孔洞被阻塞的可能性。
附图说明
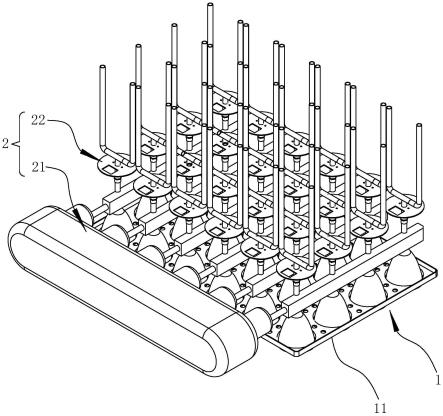
32.图1是本技术实施例中高粘性面食生产模具的整体结构示意图;图2是本技术实施例中阳模组件的整体结构示意图;图3是本技术实施例中阴模体的爆炸示意图;图4是本技术中高粘性面食生产系统的实施例一的结构示意图;图5是本技术中高粘性面食生产系统的实施例一的供料装置的结构示意图;图6是本技术中高粘性面食生产系统的实施例二的结构示意图。
33.附图标记说明:1、阳模组件;11、阳模板;12、定位槽;13、模芯;14、蒸孔;2、阴模组件;21、阴模架;22、阴模体;220、托片;221、阴模网壳;222、舱室外壳;223、胶环;224、纱布;225、雾化喷头;226、连接管;227、三通接头;228、输液管;229、输气管;3、输送带;4、第一机械手;5、第二机械手;6、供料装置;61、和面桶;62、和面机构;63、给料桶;64、搅拌机构;65、导面管;66、阀门;67、落料口;68、剪切机构。
具体实施方式
34.以下结合附图1-5对本技术作进一步详细说明。
35.申请人在做市场调研时发现,当前的食品生产厂家不具备使用机械化生产纯粗粮窝头这种食品的能力,原因在于:纯粗粮的面团具有粘度大、易变形、容易碎的属性。
36.本技术实施例公开一种高粘性面食生产模具。
37.参照图1,高粘性面食生产模具,包括相互配合的阳模组件1和阴模组件2。
38.参照图1和图2,阳模组件1包括阳模板11,在阳模板11的一侧开设有若干定位槽12,在每个定位槽12中心处均设置有一个模芯13;模芯13大致呈锥状,其直径较大的一端与阳模板11固定连接;将模芯13设置成锥状更加方便成品与阳模组件1分离。另外,在模芯13和阳模板11上均开设有蒸孔14;需要注意的是,蒸孔14在模芯13和定位槽12底密集分布;蒸孔14在阳模板11上、定位槽12之外的位置分布的相对分散。
39.阳模组件1既可配合阴模组件2来将面团挤压成半成品,又可作为蒸屉配合蒸制机器来将半成品蒸熟。将阳模组件1作为蒸屉使用,半成品在蒸熟前无须与阳模板11分离,可对半成品进行支撑,使半成品在运输过程中不易变形;半成品在蒸熟后形成成品,成品易与阳模板11分离,且分离后不易变形。
40.参照图1至图3,阴模组件2包括阴模架21和至少一个安装在阴模架21上的阴模体22,阴模体22在阴模架21上的位置与阳模板11上的定位槽12一一对应。阴模体22包括外轮廓呈圆锥状的阴模网壳221和舱室外壳222,舱室外壳222罩在阴模网壳221外且两者之间形成有夹层;在舱室外壳222的大直径端与阴模网壳221的大直径端之间设置有胶环223,胶环223、舱室外壳222、阴模网壳221之间采用卡接的方式进行固定连接。在将阴模组件2与阳模组件1合拢时,胶环223起缓冲减震的作用,对舱室外壳222和阴模网壳221进行保护。
41.参照图3,阴模体22还包括纱布224、雾化喷头225、连接管226、三通接头227、输液管228以及输气管229,其中输液管228和输气管229采用软管。
42.雾化喷头225安装在舱室外壳222的小直径端,雾化喷头225的喷射方向朝向舱室外壳222内,雾化喷头225位于舱室外壳222外部的一端与连接管226连接并连通;连接管226远离雾化喷头225的一端通过三通接头227与输液管228、输气管229连接并连通。在连接管
226上套设有托片220,托片220与三通阀以及阴模架21固定连接。
43.通过向输液管228可以向舱室外壳222中喷洒水或者食用油,本实施例以喷水为例。在输液管228向舱室外壳222中喷水的同时,还可通过输气管229向舱室外壳222中通气,如此一方面可以使水可在舱室外壳222中喷洒的更加均匀,另一方面也可将半成品从型腔中顶出。将舱室外壳222和阴模网壳221均设置成外轮廓呈圆锥状的,一方面,方便半成品脱模;另一方面,在半成品被气体从型腔中顶出时,半成品受力相对均匀不易被冲击变形。
44.纱布224设置在阴模网壳221与舱室外壳222之间,并固定贴合在阴模网壳221上,纱布224的边沿被阴模网壳221与舱室外壳222夹紧,方便人对纱布224进行更换、消毒。通过设置纱布可以削弱水和压缩气体对半成品的冲击力,提高产品质量;纱布还可以让水更加均匀的分布到阴模网壳上;另外,纱布还可以阻止面团进入到阴模网壳与舱室外壳之间的夹层中,降低阴模网壳上的孔洞被阻塞的可能性。
45.本技术实施例一种高粘性面食生产模具的实施原理为:在使用时,先将阴模组件2调整到型腔朝上的状态;然后向各个型腔中加入预定量的面团;然后将阳模组件1合拢到阴模组件2上,使面团受挤压形成半成品;然后同步翻转阳模组件1与阴模组件2,使型腔朝下;接下来先后向舱室外壳222中通水、通压缩气体;然后将阴模组件2从阳模组件1上移开,成型的半成品从型腔中脱落;开模后,半成品留在阳模板11上,输液管228喷在纱布224上的水部分会转移到半成品上,水可以让半成品外皮保持湿润,从而使得半成品在运输过程中不易出现表皮老化的情况,提高产品质量。需要注意的是,在初次使用时,可先通过输液管228向舱室外壳222中喷水,来将纱布224打湿。
46.高粘性面食生产模具可以用来生产纯粗粮窝头,纯粗粮面团具有粘度大、易变形、容易碎的缺点,在使用常规模具进行生产时,窝头半成品在脱模过程中容易产生残次品。而本技术的高粘性面食生产模具中,阴模组件2的设置方便半成品脱模,阳模组件1在半成品脱模、转运以及蒸制的过程中都可以对半成品进行很好的保护,使用高粘性面食生产模具生产纯粗粮窝头能够成倍提高生产效率,产品合格率可达99%。
47.本技术实施例还公开一种高粘性面食生产系统。
48.实施例一:参照图4,高粘性面食生产系统,包括阳模组件1、阴模组件2、输送带3、第一机械手4、第二机械手5以及供料装置6,其中阳模组件1设置多个。第一机械手4安装在输送带3的一侧,用于夹持阳模组件1并驱动阳模组件1移动、翻转。第二机械手5安装在输送带3的另一侧,用于驱动阴模组件2移动、翻转。第一机械手4和第二机械手5在本实施例中采用六自由度机械手。
49.参照图4和图5,供料装置6设置在传送带的一端,其包括和面桶61、安装在和面桶61内的和面机构62、给料桶63以及安装在给料桶63内的搅拌机构64。和面桶61略高于给料桶63,在和面桶61底部与给料桶63中部之间连接并连通有导面管65,在导面管65上安装有阀门66。在给料桶63底部开设有若干落料口67,落料口67与阴模组件2中的型腔一一对应。
50.在给料桶63底部每个落料口处均安装有剪切机构68,剪切机构68包括剪切刀具、驱动组件以及润刀组件。剪切刀具可采用类似于包子机捏花刀盘形式的刀具,采用该种刀具剪切面时,面会从中心处断开,更利于面团送入型腔中;驱动组件用于驱动剪切刀具剪切与张开;润刀组件用于向剪切刀具中的刀片上供水,以使刀片上保持湿润,使面团不易与刀
片粘连。
51.供料装置6可以在和面的同时,向高粘性面食生产模具提供面团。可通过向和面桶61中加入面粉与水,然后由和面机构62对面粉与水进行搅拌来进行和面。在和好面后,可以打开导面管65,打开阀门66,和好的面会被和面机构62挤到给料桶63中;给料桶63中的面在重力和搅拌机构64的作用下从落料口67持续挤出给料桶63,当面挤出给料桶63一定长度后,剪切机构68将面剪断形成面团。
52.本技术实施例一公开的一种高粘性面食生产系统的实施原理为:在使用时,第二机械手5将阴模组件2移动到供料装置6下方,并使阴模组件2中的型腔朝上;然后供料装置6向阴模组件2上的各个型腔中添加面团;然后第一机械手4将阳模组件1合拢到阴模组件2上,面团受压形成半成品;然后同步翻转阳模组件1与阴模组件2,使型腔朝下;接下来先后向舱室外壳222中通水、通压缩气体;然后将阴模组件2从阳模组件1上移开,成型的半成品从型腔中脱落并留在阳模组件1上;然后第一机械手4将阳模组件1放到输送带3上,由输送带3将半成品输送至蒸制工位蒸熟。
53.实施例二:参照图6,本实施例与实施例一的不同之处在于阴模组件2、第一机械手4和第二机械手5均设置有两个。
54.本技术实施例二公开的一种高粘性面食生产系统的实施原理为:两个第一机械手4可以夹持阳模组件1分别来与两个第二机械手5夹持的阴模组件2配合将面团压成半成品;两个第二机械手5可以依次交替的驱动两个阴模组件2到供料装置6下方装填面团,有效的提高生产效率。
55.一种高粘性面食生产方法,利用高粘性面食生产模具以下部分步骤:步骤一:将阴模组件2调整到型腔朝上的姿态,然后向型腔中添加面团;步骤二:将阳模组件1合拢到阴模组件2上,使面团受挤压形成半成品;然后同步翻转阳模组件1与阴模组件2,使型腔朝下;步骤三:先后向舱室外壳中通入水与压缩气体,然后将阴模组件从阳模组件上移开,使半成品留在阳模组件上。
56.步骤四:将带有半成品的阳模组件1放入蒸制机器中,进行蒸熟。
57.步骤五:成品包装。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1