一种金枪鱼定厚自动去皮装置
1.本发明属于冷冻金枪鱼生食加工领域,具体涉及一种冷冻金枪鱼自动定厚去皮加工设备。
技术背景
2.生食金枪鱼加工过程包括取尾、分级、去头、四剖分、去骨、去皮、去血合、切块。目前生食金枪鱼加工,国内外均以人工机械化操作为主。全球最大金枪鱼生产企业tri marine、韩国最大金枪鱼生产企业东远集团starkist、国内最大的金枪鱼生产企业中鲁远洋(烟台)食品有限公司在金枪鱼全流程加工中普遍采用电锯、磨床等机械化装备,甚至还用铲刀等手动工具。
3.低温冷冻状态下的金枪鱼去皮加工,依靠工人抱着数十斤的金枪鱼使用刨床、磨床等高危设备进行操作,其劳动强度大,操作危险性高。为此,研究冷冻金枪鱼智能去皮加工技术与设备,实现机器取代人工,降低劳动强度,避免安全事故,减少加工损耗,是当前冷冻金枪鱼生食加工企业的迫切需求之一。
技术实现要素:
4.本发明针对现有技术的不足,提供了一种金枪鱼定厚自动去皮装置。
5.本发明包括固定夹持模块、鱼体匀速旋转模块、鱼体扫描感知模块、鱼体自动定厚去皮模块;所述的固定夹持模块用于对金枪鱼进行头尾固定;所述的鱼体匀速旋转模块用于驱动固定后的金枪鱼产生旋转,以便在旋转过程中完成去皮;所述的鱼体扫描感知模块用于获取金枪鱼的形貌特征数据,该数据经处理后用于控制鱼体自动定厚去皮模块的去皮动作。
6.本发明的有益效果:本发明可实现金枪鱼去皮加工的自动化,减轻工人劳动强度,降低安全隐患,减少企业用工成本,提高生产效率。
附图说明
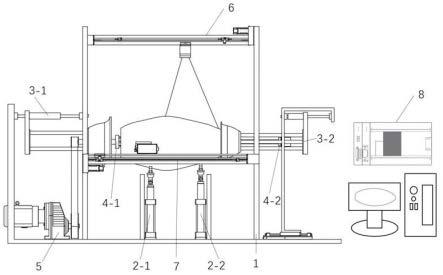
7.图1为冷冻金枪鱼自动定厚去皮加工设备整体装置图;图2为机架模块;图3为举升托架模块;图4为鱼体姿态自适应调整组件;图5为鱼体固定夹持模块与鱼体定速旋转模块;图6为鱼体扫描感知模块;图7为鱼体自动定厚去皮模块;图8为控制系统架构图;
图9为装置工作流程图。
具体实施方式
8.以下结合附图对本发明作进一步说明:如图1所示,本实施例主要由机架模块1、举升托架模块、鱼体姿态自适应调整模块、固定夹持模块、鱼体匀速旋转模块5、鱼体扫描感知模块6、鱼体自动定厚去皮模块7、计算模块8组成。其中举升托架模块分为第一举升托架2-1和第二举升托架2-2,鱼体姿态自适应调整模块分为第一鱼体姿态自适应调整模块3-1和第二鱼体姿态自适应调整模块3-2,固定夹持模块分为第一固定夹持模块4-1和第二固定夹持模块4-2。
9.如图2所示,在一些实施例中所述机架模块1由固定底板101、第一固定侧板102、第二固定侧板103、第三固定侧板104、移动侧板105、移动侧板滑台气缸106组成。固定底板101平放于最下方,第一固定侧板102位于固定底板101最左侧,第二固定侧板103位于第一固定侧板102的右侧,第三固定侧板104位于第二固定侧板103的右侧,移动侧板滑台气缸106位于第三固定侧板104的右侧,移动侧板105位于移动侧板滑台气缸106上。所述移动侧板105与移动侧板滑台气缸106能穿过第三固定侧板104。移动侧板滑台气缸106的安装位置由待处理金枪鱼体型整体范围决定,可左右平移,根据产品规格进行相应位置的安装。移动侧板105在移动侧板滑台气缸106上可移动,以适应同一规格产品的体型差异。
10.如图3所示,在一些实施例中所述第一举升托架2-1由举升托架气缸201、角度调节器202、鱼体支撑槽203、举升托架支架204组成,所述第二举升托架2-2由举升托架气缸205、角度调节器206、鱼体支撑槽207、举升托架支架208组成。所述第一举升托架2-1和第二举升托架2-2位于第二固定侧板103和第三固定侧板104之间。所述角度调节器202、206,采用球铰结构,可调整鱼体支撑槽203、207的角度。所述鱼体支撑槽203、207上方槽口形状采用鱼体腹部曲线拟合。将鱼体放置在第一鱼体支撑槽203和第二鱼体支撑槽207上,启动第一举升托架气缸201和第二举升托架气缸205,鱼体将被抬高。
11.如图4所示,在一些实施例中所述第一鱼体姿态自适应调整模块3-1由自适应导向盘301、导向盘支杆302、导向盘底座303、导向盘滑台气缸304组成;第二鱼体姿态自适应调整模块3-2由自适应导向盘305、导向盘支杆306、导向盘底座307、导向盘滑台气缸308组成。所述第一自适应导向盘301开口为椭圆形,参考金枪鱼头部横截面曲线,导线盘由盘口向盘底横截面积逐渐缩小,优选的盘深15厘米,收缩方式为线性收缩,盘底开孔。所述第一导向盘支杆302正三角形分布固定于盘底边缘,并横穿第二固定侧板103。所述第一导向盘底座303与第一导向盘滑台气缸304的活动部件固定,并与第一导向盘支杆302固定。第一导向盘滑台气缸304安装在第一固定侧板102与第二固定侧板103之间。所述第二自适应导向盘305开口为椭圆形,参考金枪鱼尾部横截面曲线,导线盘由盘口向盘底横截面积逐渐缩小,优选的盘深15厘米,收缩方式为线性收缩,盘底开孔。
12.所述第二导向盘支杆306十字形分布固定于盘底边缘,并横穿第三固定侧板104。所述第二导向盘底座307与第二导向盘滑台气缸308的活动部件固定,并与第二导向盘支杆306固定。第二导向盘滑台气缸308安装在移动侧板105上。在金枪鱼被放置到举升托架2上前,导向盘滑台气缸304带动自适应导向盘301回到最左侧,紧贴第二固定侧板103,导向盘滑台气缸308带动自适应导向盘305回到最右侧,紧贴移动侧板105。在金枪鱼被抬升后,导
向盘滑台气缸304带动自适应导向盘301向右移动,导向盘滑台气缸308带动自适应导向盘305向左移动,在气缸力的作用下,以及导向盘的引导,坚硬且光滑的冷冻金枪鱼的鱼体中轴线向自适应导向盘301与自适应导向盘305的中心连线移动。对于中轴线低于盘心连线的金枪鱼,被整体拉离举升托架2,对中轴线高于盘心连线的金枪鱼,举升托架2的气缸被压缩。同时,举升托架2的角度调节器202和203随着鱼体放置姿态被调整而随动。
13.如图5所示,在一些实施例中所述第一鱼体固定夹持模块4-1由扎针401、扎针底板402、扎针延长杆403组成,所述第二鱼体固定夹持模块4-2组成与第一鱼体固定夹持模块4-1一致。所述扎针401固定在扎针底板402上,优选的,扎针401成米字型排布。所述扎针延长杆403横穿第二固定侧板103,所述扎针延长杆404横穿移动侧板105。优选的,扎针延长杆403长度与自适应导向盘301深度一致,扎针延长杆404长度与自适应导向盘305深度一致。优选的,扎针401、扎针底板402、扎针延长杆403长度总和与导向盘滑台气缸304行程一致。优选的,扎针401、扎针底板402、扎针延长杆404长度总和与导向盘滑台气缸308行程一致。
14.当冷冻金枪鱼完成姿态调整后,移动侧板滑台气缸106带动移动侧板105以及其上的第二固定夹持模块4-2、第二鱼体姿态自适应调整模块3-2向左移动,鱼体固定夹持模块4的两侧扎针401扎入鱼头和鱼尾,自适应导向盘301与自适应导向盘305被鱼体向外挤压。完成鱼体夹持固定后,导向盘滑台气缸304带动自适应导向盘301回到左侧,导向盘滑台气缸308带动自适应导向盘305回到右侧,举升托架气缸201带动鱼体支撑槽203复位,举升托架气缸205带动鱼体支撑槽207复位。此时鱼体完全暴露在鱼体扫描感知模块6、鱼体自动定厚去皮模块7的作业范围内。
15.如图5所示,在一些实施例中鱼体定速旋转模块5由伺服电机501、变速器502、传动机构503、从动轮504、转轴固定器505组成。所述从动轮504与扎针延长杆403连接,所述转轴固定器505与扎针延长杆404连接。伺服电机501经变速器502把转速通过传动机构503传导到从动轮504上,从而带动鱼体旋转。
16.如图6所示,在一些实施例中鱼体扫描感知模块6由传感器直线导轨601、传感器导轨第一限位开关602、传感器导轨第二限位开关603、线激光轮廓扫描传感器604组成。鱼体扫描感知模块6安装在第二固定侧板103与第三固定侧板104之间。传感器直线导轨601驱动线激光轮廓扫描传感器604在传感器导轨第一限位开关602与传感器导轨第二限位开关603之间移动。初始时,线激光轮廓扫描传感器604位于第二限位开关603处,此时扫描激光线可以覆盖到第一鱼体固定夹持模块4-1的扎针底板402。当鱼体定速旋转模块5的伺服电机501转动时,伺服电机501的编码器脉冲信号传递给线激光轮廓扫描传感器604,线激光轮廓扫描传感器604进入扫描状态。伺服电机501带动鱼体旋转一圈后,线激光轮廓扫描传感器604移动到传感器导轨第一限位开关602处,此时扫描激光线可以覆盖到第二鱼体固定夹持模块4-2的扎针底板。通过设计合适的扫描仪安装高度,在两端扫描时,中间扫描区域会部分重叠。
17.如图7所示,在一些实施例中鱼体自动定厚去皮模块7由第一去皮直线导轨701、第一去皮第一限位开关702、第一去皮第二限位开关703、第二去皮直线导轨704、第二去皮第一限位开关705、第二去皮第二限位开关706、去皮刀具安装架707、去皮刀具708组成。所述鱼体自动定厚去皮模块7安装在第二固定侧板103与第三固定侧板104之间。所述第一去皮直线导轨701平行导向盘盘心连线方向安装,第二去皮直线导轨704垂直安装于第一去皮直
线导轨701的滑动块上。去皮刀具安装架707安装在第二去皮直线导轨704的滑动块上,去皮刀具708安装在去皮刀具安装架707上。去皮刀具708的刀尖与导向盘盘心连线在同一个平面上,且该平面与固定底板101平行。在获取金枪鱼鱼体扫描数据后,通过控制伺服电机501的角度、第一去皮直线导轨701的进给量、第二去皮直线导轨704的进给量,可实现对鱼体的定厚去皮。
18.如图8所示,本装置主控制器由工控机801与plc802组成。工控机801通过网线与plc802、线激光轮廓扫描传感器604通信。plc802通过输出端子控制移动侧板滑台气缸106、举升托架气缸201、举升托架气缸205、导向盘滑台气缸304、导向盘滑台气缸308开关,通过高速io口控制伺服电机501、传感器直线导轨601、去皮直线导轨701、去皮直线导轨704位置。通过输入端子读取传感器导轨第一限位开关602、传感器导轨第二限位开关603、第一去皮第一限位开关702、第一去皮第二限位开关703、第二去皮第一限位开关705、第二去皮第二限位开关706,对导轨进行限位保护。用户启动按钮803和用户停止按钮804用于用户控制系统启停。
19.如图9所示,本装置的工作过程为:首先根据待加工鱼体规格调整移动侧板滑台气缸106安装位置,然后进行系统初始化,即移动侧板滑台气缸106、第一举升托架气缸201、第二举升托架气缸205、第一导向盘滑台气缸304、第二导向盘滑台气缸308复位,线激光轮廓扫描传感器604处于鱼体头部扫描侧,第一去皮直线导轨701和第二去皮直线导轨704位于原点。用户将鱼置于举升托架2上,举升托架气缸201、205动作,将鱼体抬起,导向盘滑台气缸304、308动作,调整鱼体中心线位置,使中心线与机架平行,移动侧板滑台气缸106动作,用鱼体固定夹持模块4的扎针固定鱼头和鱼尾,完成鱼体固定后,举升托架气缸201、205以及导向盘滑台气缸304、308复位,控制伺服电机501旋转,获取线激光轮廓扫描传感器604数据,完成鱼体前半部分扫描后,通过传感器直线导轨601将传感器移到鱼尾,控制伺服电机501旋转,获取线激光轮廓扫描传感器604数据,完成鱼体后半部分扫描,计算机801处理扫描数据形成高度矩阵数据,根据第一去皮直线导轨701步进距、伺服电机501转速,对高度矩阵进行行列采样,获得第二去皮直线导轨704位置时间曲线。控制第一去皮直线导轨701步进,然后控制伺服电机501和第二去皮直线导轨704同步运动,实现定厚去皮。如果第一去皮直线导轨701已到达鱼尾,则结束本期加工,否侧重复步进动作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1