一种小龙珠茶球的成型机构的制作方法
1.本发明涉及茶叶制球设备领域,具体是一种小龙珠茶球的成型机构。
背景技术:
2.茶球亦称茶龙珠,继散茶、茶条、茶饼和茶砖之后,越来越受到广大饮茶爱好者的热捧,其加工方法是:先将鲜茶叶经过杀青、干燥、炒茶和揉捻,然后再通过手工搓球,最后烘烤定型。上述的加工方法的制作工序均为手工生产制作,存在缺陷有产量低、成本高、生产效益低,无法满足市场需求,无法批量生产,在生产旺季容易导致新鲜茶叶发热、变质、腐烂,造成极大的浪费;同时人力花费大,卫生条件差,而且,产品形状大小不一,产品品质差,大量的手工直接接触茶,卫生难得到保证。尽管近年来也采用机械成型机来对茶叶进行揉捻工作,从而代替传统的人工搓揉的方式,降低工作人员的劳动强度,但是机械手的揉捻强度难以把控,导致茶叶破损较多,严重地影响了茶叶的外观品质。目前市场也有半自动的茶球生产设备,但是在茶球脱模过程中茶球粘上模或者粘下模,茶球破损较严重其过程费时费力,成本高,且生产效率低。
3.因此,我们提供了一种小龙珠茶球的成型机构,是茶叶制作球的自动化设备中的自动化机构,配合茶叶制作的全过程自动化起到制作成型的自动化节拍,从茶叶入蒸汽腔,经过蒸汽软化、模具压制成型、制作球体、一次脱模二次脱模的发明创造,高效稳定的将制作完成的茶球排出的全自动化流程,本发明整体结构完善、构思巧妙,整体茶球制作的工艺流程高效顺畅,真正实现了从茶叶到成品茶球的全过程自动化,减少了传统的大量人工揉球,效率高,运行稳定,参数方便设置,安全可靠,节省了大量的人力,减轻了工人的劳动强度,节约了工厂的人工成本,可以完全解决上述问题。
技术实现要素:
4.本发明目的是提供一种小龙珠茶球的成型机构,可以解决上述背景介绍中的全部问题,在本实例中伺服电机、齿轮、齿排、导柱、导套、光轴为通用标准件。
5.为了实现上述目的,本发明的技术方案是:一种小龙珠茶球的成型机构包括:成型组件、下压入模组件、蒸汽组件、预压组件、推出组件、送料组件、模具、大毛刷;成型组件设置在一种小龙珠茶球的成型机构的最前端,送料组件垂直设置在成型组件中间,送料组件下方设置推出组件,送料组件中间设置预压组件,送料组件上方设置蒸汽组件,送料组件上前方设置下压入模组件。所述成型组件包括下模组件、下料盘、支架、上模组件;下模组件与上模组件通过支架连接,上模组件固定在支架上部,下模组件固定在支架下部,下料盘设置在支架中间位置;上模组件包括气缸板、模芯、模套、模套座、模芯座、固定块、连接块、u型块、小气缸、小气缸座、气缸、滑行组件;气缸固定在气缸板上,滑行组件上端链接气缸的活塞杆下端链接模芯座上端,滑行组件由固定块及导柱组成,滑行组件的两边导柱插入气缸板两侧,可与气缸板滑动,滑行组件内侧的两根导柱穿过模芯座固定在模套座上,滑行组件内侧的两根导柱可以相对模芯座滑行,模套座上固定模套,模套为筒状设计,模芯穿过模
套,模芯固定在模芯座上,模芯的外径与模套的内径匹配,小气缸尾部固定在小气缸座上,小气缸头部固定在u型块上,小气缸座固定滑行组件的两根导柱。所述送料组件包括伺服电机、齿轮、齿排、a板、滑台、封板、封板b、中齿轮、轴承座、b板、底板、电机座、桥架;底板固定在成型组件的支架中间,a板与b板分别设置在底板前后两端,a板与b板通过两根导柱固定连接,且每个导柱上都穿过一个滑台,a板与b板上部固定桥架,电机座固定在b板侧面,伺服电机固定在电机座侧面,齿轮固定在伺服电机的电机轴上,两个轴承座固定在底板后面,两个轴承座中间穿过光轴,光轴的侧端固定中齿轮,光轴的中间设置齿轮,封板b两侧各穿过一根导柱,此两根导柱后端固定在封板a上,此两根导柱前端穿过b板,齿排前端穿过b板,齿排后端穿过封板b固定在封板a上。所述下压入模组件包括伺服电机、齿轮、下压模架、压块、下压连接板、齿排;所述下压模架固定在送料组件中的桥架上,伺服电机固定在下压模架侧面,齿轮固定在伺服电机的电机轴上,齿排从下压模架上面穿插下来固定在下压连接板上,所述齿轮与齿排咬颌匹配,压块固定在下压连接板下方。所述蒸汽组件包括电机、齿轮、齿排、蒸汽安装座、电磁阀、排水阀,蒸汽室;所述蒸汽安装座固定在送料组件中的桥架上,蒸汽安装座侧面固定伺服电机,伺服电机的电机轴固定齿轮,齿排穿过蒸汽安装座上面,齿排固定在蒸汽室上端,蒸汽室是组合件,标准件导套设置在蒸汽室上,每个导套都穿过一个导柱,导柱上下两侧固定在蒸汽安装座上,排水阀设置在蒸汽安装座下方侧面,电磁阀设置在蒸汽安装座上方侧面。所述预压组件包括电机、齿轮、齿排、原料室、侧气缸、预压支架、预压气缸座、定位套;所述预压气缸座固定在送料组件中的滑台上,定位套固定在送料组件中的b板中间,两根导柱分别穿过定位套,两根导柱一端固定在预压支架另一端固定在预压气缸座上,两个侧气缸固定在预压气缸座上,预压气缸座中间设置原料室,原料室与侧气缸的气缸板相连接,齿排一端固定在预压支架上,另一端固定在预压气缸座侧面,伺服电机固定在送料组件中的电机座正上方,齿轮与伺服电机的电机轴固定连接。所述推出组件包括电机、齿轮、齿排、推出支架、尾板、中板、首板、掉料斗、推出毛刷;所述推出支架固定在送料组件中的底板下面,两根导柱穿过推出支架侧面同时穿过中板后固定在首板侧面,推出毛刷固定在首板侧面,推出毛刷侧面固定掉料斗,齿排一端固定在尾板侧面另一端固定在中板下面,中板下面开有u型槽,齿排穿过推出支架侧面,伺服电机固定在推出支架下面,齿轮固定在伺服电机的电机轴上。所述模具包括下料腔、推料腔、成型腔、抽芯、模具本体;所述模具本体固定在送料组件中的底板上面,所述模具本体的上面设置下料腔,所述模具本体的前面设置成型腔,所述模具本体的中间设置推料腔,所述抽芯后端与送料组件中的齿排连接,抽芯前端伸到模具本体的推料腔内。
6.进一步地,所述模具中推料腔与下料腔相通,推料腔与成型腔相通,抽芯与推料腔匹配,抽芯可以在推料腔内滑行,成型腔上下相通且底部成喇叭口设置。
7.进一步地,所述齿轮与齿排咬颌匹配,中齿轮与齿轮咬颌匹配。
8.进一步地,所述预压组件中的原料室为腔体,且两侧的侧气缸的伸长可推动原料室两侧的挡板可以移动使得原料室为腔体空间变窄;所述预压组件中的预压支架中间为通槽设置,原料室内的茶叶经上部有推动挤压时会从预压支架中间为通槽排到下方。
9.与现有技术相比,本发明具有的优点和积极效果是:
10.本发明优势在与一种小龙珠茶球的成型机构,整个成型机构比以往的气缸推动来实现各个动作节拍更稳定高效,全部参数灵活设定,后续运维保养方便快捷,本发明整体结
构完善、构思巧妙,整体茶球制作的工艺流程高效顺畅,真正实现了从茶叶到成品茶球的全过程自动化,减少了传统的大量人工揉球,效率高,运行稳定,参数方便设置,安全可靠,节省了大量的人力,减轻了工人的劳动强度,节约了工厂的人工成本。
附图说明
11.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
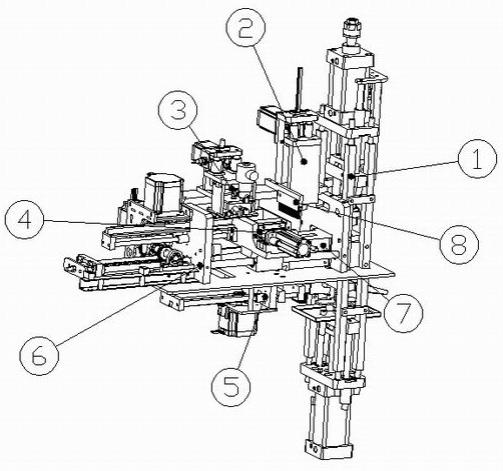
12.图1为本实用新型的立体图;
13.图2为本实用新型的成型组件立体图;
14.图3为本实用新型的上模组件立体图;
15.图4为本实用新型的下压入模组件立体图;
16.图5为本实用新型的蒸汽组件立体图;
17.图6为本实用新型的预压组件立体图;
18.图7为本实用新型的推出组件立体图;
19.图8为本实用新型的送料组件立体图;
20.图9为本实用新型的模具剖面机构图;
21.图中:成型组件-1、下压入模组件-2、蒸汽组件-3、预压组件-4、推出组件-5、送料组件-6、模具-7、大毛刷-8、下模组件-11、下料盘-12、支架-13、上模组件-14、气缸板-140、模芯-141、模套-142、模套座-143、模芯座-144、固定块-145、连接块-146、u型块-147、小气缸-148、小气缸座-149、气缸-150、滑行组件-151、伺服电机-21、齿轮-22、下压模架-23、压块-24、下压连接板-25、齿排-26、蒸汽安装座-31、电磁阀-32、排水阀-33,蒸汽室-34,原料室-41、侧气缸-42、预压支架-43、预压气缸座-44、定位套-45、推出支架-51、尾板-52、中板-53、首板-54、掉料斗-55、推出毛刷-56、a板-61、滑台-62、封板a-63、封板b-64、中齿轮-65、轴承座-66、b板-67、底板-68、电机座-69、桥架-70、下料腔-71、推料腔-72、成型腔-73、抽芯-74、模具本体-75。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
23.在本实例中,导柱、导套、电机、齿轮、齿排皆为标准通用配件,不同的组件中可以借用。
24.如图1所示,一种小龙珠茶球的成型机构,包括:成型组件-1、下压入模组件-2、蒸汽组件-3、预压组件-4、推出组件-5、送料组件-6、模具-7、大毛刷-8组成;成型组件-1设置在一种小龙珠茶球的成型机构的最前端,送料组件-6垂直设置在成型组件-1中间,送料组件-6下方设置推出组件-5,送料组件-6中间设置预压组件-4,送料组件-6上方设置蒸汽组件-3,送料组件-6上前方设置下压入模组件-2。
25.如图2、图3所示,所述成型组件-1包括下模组件-11、下料盘-12、支架-13、上模组
件-14组成,下模组件-11与上模组件-14通过支架-13链接,上模组件-14固定在支架-13上部,下模组件-11固定在支架-13下部,下料盘-12设置在支架-13中间位置;上模组件-14包括气缸板-140、模芯-141、模套-142、模套座-143、模芯座-144、固定块-145、连接块-146、u型块-147、小气缸-148、小气缸座-149、气缸-150、滑行组件-151组成。气缸-150固定在气缸板-140上,滑行组件-151上端链接气缸-150的活塞杆下端链接模芯座-144上端,滑行组件-151由固定块及导柱组成,滑行组件-151的两边导柱插入气缸板-140两侧,可与气缸板-140滑动,滑行组件-151内侧的两根导柱穿过模芯座-144固定在模套座-143上,滑行组件-151内侧的两根导柱可以相对模芯座-144滑行,模套座-143上固定模套-142,模套-142为筒状设计,模芯-141穿过模套-142,模芯-141固定在模芯座-144上,模芯-141的外径与模套-142的内径匹配,小气缸-148尾部固定在小气缸座-149上,小气缸-148头部固定在u型块-147上,小气缸座-149固定滑行组件-151的两根导柱。
26.如图1、图8所示,所述送料组件-6包括伺服电机-21、齿轮-22、齿排-26、a板-61、滑台-62、封板a-63、封板b-64、中齿轮-65、轴承座-66、b板-67、底板-68、电机座-69、桥架-70组成,底板-68固定在成型组件-1的支架-13中间,a板-61与b板-67分别设置在底板-68前后两端,a板-61与b板-67通过两根导柱固定连接,且每个导柱上都穿过一个滑台-62,a板-61与b板-67上部固定桥架-70,电机座-69固定在b板-67侧面,伺服电机-21固定在电机座-69侧面,齿轮-22固定在伺服电机-21的电机轴上,两个轴承座-66固定在底板-68后面,两个轴承座-66中间穿过光轴,光轴的侧端固定中齿轮-65,光轴的中间设置齿轮-22,封板b-64两侧各穿过一根导柱,此两根导柱后端固定在封板a-63上,此两根导柱前端穿过b板-67,齿排-26前端穿过b板-67,齿排-26后端穿过封板b-64固定在封板a-63上。
27.本实施例中,所述齿轮-22与齿排-26咬颌匹配,中齿轮-65与齿轮-22咬颌匹配。
28.如图1、图4、图8所示,所述下压入模组件-2包括伺服电机-21、齿轮-22、下压模架-23、压块-24、下压连接板-25、齿排-26组成,所述下压模架-23固定在送料组件-6中的桥架-70上,伺服电机-21固定在下压模架-23侧面,齿轮-22固定在伺服电机-21的电机轴上,齿排-26从下压模架-23上面穿插下来固定在下压连接板-25上,所述齿轮-22与齿排-26咬颌匹配,压块-24固定在下压连接板-25下方。
29.如图1、图5、图8所示,所述蒸汽组件-3包括电机-21、齿轮-22、齿排-26、蒸汽安装座-31、电磁阀-32、排水阀-33,蒸汽室-34组成,所述蒸汽安装座-31固定在送料组件-6中的桥架-70上,蒸汽安装座-31侧面固定伺服电机-21,伺服电机-21的电机轴固定齿轮-22,齿排-26穿过蒸汽安装座-31上面,齿排-26固定在蒸汽室-34上端,蒸汽室-34是组合件,标准件导套设置在蒸汽室-34上,每个导套都穿过一个导柱,导柱上下两侧固定在蒸汽安装座-31上,排水阀-33设置在蒸汽安装座-31下方侧面,电磁阀-32设置在蒸汽安装座-31上方侧面。
30.如图1、图6、图8所示,所述预压组件-4包括电机-21、齿轮-22、齿排-26、原料室-41、侧气缸-42、预压支架-43、预压气缸座-44、定位套-45组成,所述预压气缸座-44固定在送料组件-6中的滑台-62上,定位套-45固定在送料组件-6中的b板-67中间,两根导柱分别穿过定位套-45,两根导柱一端固定在预压支架-43另一端固定在预压气缸座-44上,两个侧气缸-42固定在预压气缸座-44上,预压气缸座-44中间设置原料室-41,原料室-41与侧气缸-42的气缸板相连接,齿排-26一端固定在预压支架-43上,另一端固定在预压气缸座-44
侧面,伺服电机-21固定在送料组件-6中的电机座-69正上方,齿轮-22与伺服电机-21的电机轴固定连接。
31.如图1、图7、图8所示,所述推出组件-5包括电机-21、齿轮-22、齿排-26、推出支架-51、尾板-52、中板-53、首板-54、掉料斗-55、推出毛刷-56组成,所述推出支架-51固定在送料组件-6中的底板-68下面,两根导柱穿过推出支架-51侧面同时穿过中板-53后固定在首板-54侧面,推出毛刷-56固定在首板-54侧面,推出毛刷-56侧面固定掉料斗-55,齿排-26一端固定在尾板-52侧面另一端固定在中板-53下面,中板-53下面开有u型槽,齿排-26穿过推出支架-51侧面,伺服电机-21固定在推出支架-51下面,齿轮-22固定在伺服电机-21的电机轴上。
32.如图1、图8、图9所示,所述模具-7包括下料腔-71、推料腔-72、成型腔-73、抽芯-74、模具本体-75组成,所述模具本体-75固定在送料组件-6中的底板-68上面,所述模具本体-75的上面设置下料腔-71,所述模具本体-75的前面设置成型腔-73,所述模具本体-75的中间设置推料腔-72,所述抽芯-74后端与送料组件-6中的齿排-26连接,抽芯-74前端伸到模具本体-75的推料腔-72内。
33.本实施例中,所述模具-7中推料腔-72与下料腔-71相通,推料腔-72与成型腔-73相通,抽芯-74与推料腔-72匹配,抽芯-74可以在推料腔-72内滑行,成型腔-7上下相通且底部成喇叭口设置。
34.本实施例中,所述预压组件-4中的原料室-41为腔体,且两侧的侧气缸-42的伸长可推动原料室-41两侧的挡板可以移动使得原料室-41为腔体空间变窄;所述预压组件-4中的预压支架-43中间为通槽设置,原料室-41内的茶叶经上部有推动挤压时会从预压支架-43中间为通槽排到下方。
35.本实用新型的工作流程为:如图1-图9所示,一种小龙珠茶球的成型机构是配合茶叶制作小龙珠的自动化流水线的其中的成型机构,首先接通电源通电,茶叶进入预压组件-4,预压组件-4开始工作,预压组件-4中伺服电机-21转动带动齿轮-22一起转动,齿轮-22转动推动齿排-26移动,齿排-26移动拉动预压气缸座-44移动,由于原料室-41于侧气缸-42是设置在预压气缸座-44上,故此原料室-41于侧气缸-42一起移动到蒸汽组件-3下方;此时蒸汽组件-3开始工作,蒸汽组件-3中伺服电机-21转动带动齿轮-22一起转动,齿轮-22转动推动齿排-26移动,齿排-26移动推动蒸汽室-34下降刚好于预压组件-4中的原料室-41位置及高度相同,此时电磁阀-32打开,热蒸汽经电磁阀-32进入蒸汽室-34,经蒸汽室-34喷出喷到预压组件-4中的原料室-41内,数秒钟后电磁阀-32停止,蒸汽组件-3中伺服电机-21反转带动齿轮-22一起反转,齿轮-22反转拉动齿排-26后退,齿排-26后退拉动蒸汽室-34复位,当蒸汽室-34检修维护时,打开排水阀-33,排除积水,此时蒸汽组件-3工作完成;
36.预压组件-4中侧气缸-42伸长推动原料室-41变窄,原料室-41内的茶叶在蒸汽组件-3的热蒸汽作用下变的柔软,原料室-41内的茶叶在侧气缸-42的挤压下变窄了,此时预压组件-4中的伺服电机-21反转带动齿轮-22一起反转,齿轮-22反转拉动齿排-26后退,齿排-26后退拉动原料室-41于侧气缸-42和预压气缸座-44一起移动到下压入模组件-2下方后停止;此时下压入模组件-2开始工作,下压入模组件-2中伺服电机-21转动带动齿轮-22一起转动,齿轮-22转动推动齿排-26移动,齿排-26移动推动下压连接板-25下降,由于压块-24是固定在下压连接板-25下方的,故此压块-24下降把预压组件-4中的茶叶经预压气
缸座-44中间的通槽送入模具-7中的下料腔-71中,经下料腔-71落入推料腔-72内;此时送料组件-6开始工作,送料组件-6中的伺服电机-21转动带动齿轮-22一起转动,齿轮-22转动传动到中齿轮-65,中齿轮-65转动通过光轴带动齿轮-22转动,齿轮-22转动推动齿排-26移动,齿排-26移动推动模具-7中的抽芯-74前行,抽芯-74在推料腔-72前行,把茶叶送入成型腔-73后停止,此时下压入模组件-2开始复位,下压入模组件-2中伺服电机-21反转带动齿轮-22一起反转,齿轮-22反转推动齿排-26反向移动,齿排-26反向移动拉下压连接板-25上升到初始位置后停止;此时成型组件-1开始工作,气缸-150通正向气压开始伸长,气缸-150活塞杆推动滑行组件-151下行,滑行组件-151下行推动模套座-143于模芯座-144下行,模套座-143于模芯座-144的下行推动模芯-141于模套-142下行,由于模套-142是对准成型腔-73中心位置的,故此模芯-141于模套-142下行把成型腔-73内的茶叶向下挤压,与此同时下模组件-11同时在成型腔-73内把茶叶向上挤压,茶叶在成型腔-73内被挤压成球状,直至把成型腔-73内的茶叶挤压成小龙珠后上模组件-14与下模组件-11同时向下移动,直至把小龙珠从成型腔-73下方顶出后上模组件-14中的小气缸-148缩短拉动u型块-147移动,u型块-147移动推动模芯座-144移动,模芯座-144移动推动模芯-141继续下移动,此时模芯-141相对模套-142做了二次顶出,确保小龙珠顶出;此时送料组件-6复位,送料组件-6复位拉动抽芯-74复位;推出组件-5开始工作,推出组件-5中伺服电机-21转动带动齿轮-22一起转动,齿轮-22转动推动齿排-26移动,齿排-26移动推动中板-53移动,中板-53移动推动首板-54移动,首板-54移动推动掉料斗-55于推出毛刷-56移动,掉料斗-55移动刚好把小龙珠推到成型组件-1中的下料盘-12上,小龙珠经下料盘-12滚出,在毛刷-56移动时给下压入模组件-2中的模芯清理了一下,此时上模组件-14向上移动复位,下压入模组件-2复位,此时完成小龙珠的制作工艺流程。
37.本发明优势在与一种小龙珠茶球的成型机构,配合茶叶制作的全过程自动化起到制作成型的自动化节拍,从茶叶入蒸汽腔,经过蒸汽软化、模具压制成型、制作球体、一次脱模二次脱模的发明创造,高效稳定的将制作完成的茶球排出的全自动化流程,本发明整体结构完善、构思巧妙,整体茶球制作的工艺流程高效顺畅,真正实现了从茶叶到成品茶球的全过程自动化,减少了传统的大量人工揉球,效率高,运行稳定,参数方便设置,安全可靠,节省了大量的人力,减轻了工人的劳动强度,节约了工厂的人工成本。
38.基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1