菜角机的制作方法
1.本实用新型涉及饺子类食品加工设备技术领域,特别涉及一种菜角机。
背景技术:
2.菜角原为北方人过端午时食用,现已成为日常生活中比较常见的一种食品。菜角主要是由面皮包裹馅料制作而成,形状与水饺相似,但个头远大于水饺,菜角的面皮特性要求也有别于水饺面皮特性,菜角的面皮更厚且较软,粘性更强。
3.申请号为201920343598.2的实用新型申请公开了一种饺子机,包括机架和若干个成形模具。机架上设置有循环工作台,成形模具依次安装在循环工作台上,循环工作台为旋转工作台。机架上按工序设置有位于旋转工作台周围的制皮装置、注馅装置、压合装置和出料装置。压合装置包括设置于机架上的安装架;滑动设置在安装架上、并位于成形模具的上方、且相对设置的第一压合件和第二压合件;驱动第一压合件和第二压合件沿直线相互靠近和远离的压合控制机构,压合控制机构为空间凸轮驱动机构;以及与空间凸轮驱动机构传动连接的动力件。该饺子机在压合时通过空间凸轮驱动压合块压合,循环工作台需要暂停移动成形模具,使成形模具在压合工位停留一定时间,循为了保证生产效率,该饺子机的面皮压合时间不可能太长。
4.由于菜角的面皮特性与水饺的面皮特性不同,为了防止菜角后续张开,菜角的压合时间要求更长,若只对上述饺子机的成形模具做适应性的改进而用于成形菜角,为了保证菜角成形质量,只能提高压合装置的压合时间,这样成形模具需要在压合工位停留较长时间,会降低生产效率,如保证生产效率,菜角面皮压合时间过短,菜角的成形质量又难以保证,因此,存在菜角的成形质量和生产效率难以兼顾的问题。
技术实现要素:
5.本实用新型所要解决的技术问题是提供一种菜角机,既可保证菜角的成形质量也兼顾生产效率。
6.本实用新型解决其技术问题所采用的技术方案是:菜角机,包括机架和若干个成形模具,所述机架上设有循环工作台和压合控制机构,所述成形模具依次安装在循环工作台上,每个所述成形模具包括模座,以及用于压合菜角面皮的第一压合块和第二压合块;所述第一压合块与第二压合块沿水平方向相对设置在模座的成形腔的两侧,并分别沿相互靠近或远离的方向与模座滑动连接,所述第一压合块与第二压合块之间设有使其相互远离的复位弹簧;
7.所述压合控制机构包括设置在压合区的第一轨道和第二轨道,所述第一轨道和第二轨道均包括首尾相连的引导压合段和压合保持段,所述第一轨道和第二轨道安装在机架上并均沿所述成形模具的移动路径设置;
8.当所述成形模具在压合区移动时,先通过所述第一轨道的引导压合段与第一压合块抵接配合,所述第二轨道的引导压合段与第二压合块抵接配合,使第一压合块与第二压
合块相互靠近而压合,再通过所述第一轨道的压合保持段与第一压合块抵接配合,所述第二轨道的压合保持段与第二压合块抵接配合,使第一压合块与第二压合块保持压合状态。
9.进一步地,所述循环工作台为旋转工作台。
10.进一步地,所述第一压合块设有用于与第一轨道抵接配合的第一滚轮,所述第二压合块设有用于与第二轨道抵接配合的第二滚轮;当所述成形模具在压合区移动时,所述第一轨道通过第一滚轮与第一压合块抵接配合,所述第二轨道通过第二滚轮与第二压合块抵接配合。
11.进一步地,所述第一轨道和第二轨道均设有与其压合保持段的尾端相连的压合块张开引导段。
12.进一步地,所述机架上按工序依次设有制皮装置、注陷装置和出料装置。
13.本实用新型的有益效果是:本实用新型的菜角机在每个成形模具上设置第一压合块与第二压合块,并在压合区设置沿模具移动路径设置的第一轨道和第二轨道,当成形模具在压合区移动时,第一轨道与第一压合块抵接配合,第二轨道与第二压合块抵接配合,使第一压合块与第二压合块相互靠近并保持一定的压合时间,形成模具在移动过程中即可实现对面皮的压合,在压合过程中循环工作台可以一直移动成形模具,压合时间内可以通过多个成形模具,如此,既可保证菜角的成形质量也兼顾生产效率,可以降低菜角的生产成本。
附图说明
14.图1是本实用新型的立体图;
15.图2是本实用新型的俯视图;
16.图3是本实用新型的成形模具立体图;
17.图4是图3沿a-a的剖视图;
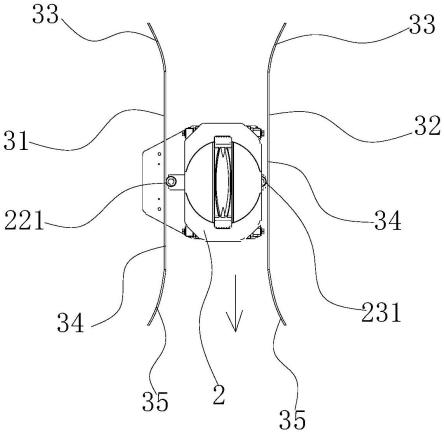
18.图5是本实用新型的第一轨道和第二轨道的一种结构示意图;
19.图中所示:机架1,成形模具2,循环工作台3,制皮装置4,注陷装置5,出料装置6,模座21,第一压合块22,第二压合块23,成形腔24,滑轨25,复位弹簧26,第一轨道31,第二轨道32,引导压合段33,压合保持段34,压合块张开引导段35,第一滚轮221,第二滚轮231。
具体实施方式
20.下面结合附图和实施例对本实用新型进一步说明。
21.如图1至图5所示,本实用新型的菜角机,包括机架1和若干个成形模具2,所述机架1上设有循环工作台3和压合控制机构,所述成形模具2依次安装在循环工作台3上,机架1上可按工序依次设有制皮装置4、注陷装置5和出料装置6。制皮装置4、注陷装置5和出料装置6均可采用现有饺子机上的相应装置。成形模具2包括模座21,模座21上设有菜角形状适配的成形腔24,成形腔的24的上端开口,底部设有与模座21竖向滑动配合的顶杆27。循环工作台3主要为实现成形模具2的循环工作,图中,循环工作台3优选采用旋转工作台,更节约空间,当然也可采用现有的其它各种循环工作台。可以理解的是,当循环工作台3采用旋转工作台时为了实现成形模具2的循环工作,成形模具2依次环绕安装在循环工作台3上。如图3、图4所示,本实用新型的每个所述成形模具2还包括用于压合菜角面皮的第一压合块22和第二
压合块23。第一压合块22和第二压合块23的形状根据菜角的形状设置,为月牙形。所述第一压合块22与第二压合块23沿水平方向相对设置在模座21的成形腔24的两侧,并通过滑轨25分别沿相互靠近或远离的方向与模座21滑动连接,所述第一压合块22与第二压合块23之间设有使其相互远离的复位弹簧26。如图5所示,图5中成形模具2在压合区的移动轨迹为直线时的第一轨道和第二轨道的结构示意图,所述压合控制机构包括设置在压合区的第一轨道31和第二轨道32,所述第一轨道31和第二轨道32均包括首尾相连的引导压合段33和压合保持段34,所述第一轨道31和第二轨道32安装在机架1上并均沿所述成形模具2的移动路径设置。当所述成形模具2在压合区移动时,先通过所述第一轨道31的引导压合段33与第一压合块22抵接配合,所述第二轨道32的引导压合段33与第二压合块23抵接配合,使第一压合块22与第二压合块23相互靠近而压合,再通过所述第一轨道31的压合保持段34与第一压合块22抵接配合,所述第二轨道32的压合保持段34与第二压合块23抵接配合,使第一压合块22与第二压合块23保持压合状态。若成形模具2的移动轨迹为环形时,第一轨道和第二轨道也相应设置成环形(参见图2)。
22.具体而言,第一轨道31和第二轨道32既可设置在成形模具2的同侧,也可分别设置在其两侧。为了方便相应的轨道与相应的压合块抵接配合,第一轨道31设置在成形模具2设置第一压合块22的一侧,第二轨道32设置轧另一侧(成形模具2设置第二压合块23的一侧)。继续参考图5,当第一轨道31和第二轨道32分别设置在成形模具2的两侧时,第一轨道31的引导压合段33与第二轨道32的引导压合段33之间逐渐靠拢即可实现使第一压合块22与第二压合块23相互靠近而压合,压合后第一轨道31的压合保持段34与第二轨道32的压合保持段34之间的间距保持不变即可使两压合块继续保持压合状态。
23.该菜角机的工作流程与现有的饺子机工作流程相同,具体流程为:成形模具2随循环工作台3移动至制皮工位时,通过制皮装置4制作好面皮并放在成形模具2上;然后成形模具2随循环工作台3继续移动,当移动至注陷工位时,通过注陷装置5将面皮压入成形模具2的成形腔24内,并注陷;然后继续通过循环工作台3移动成形模具2,成形模具2随即进入压合区并继续移动,成形模具2在压合区移动的过程中,先第一轨道31的引导压合段33与第一压合块22抵接配合,使第一压合块22向靠近第二压合块23的方向移动,第二轨道32的引导压合段33与第二压合块23抵接配合,使第二压合块23向靠近第一压合块22的方向移动,从而使第一压合块22与第二压合块23逐渐相互靠近而压合菜角面皮,复位弹簧25受压缩,再第一轨道31的压合保持段34与第一压合块22抵接配合,第二轨道32的压合保持段34与第二压合块23抵接配合,使第一压合块22与第二压合块23保持压合状态,合理设置压合保持段34的长度,便可以控制第一压合块22与第二压合块23的压合时间;当成形模具2移出压合区时,第一压合块22脱离第一轨道31而不与第一轨道31抵接配合,第二压合块23脱离第二轨道32而不与第二轨道32抵接配合,在复位弹簧25的作用下,第一压合块22与第二压合块23均向相背方向移动,第一压合块22与第二压合块23打开;当成形模具2移动至出料工位时,通过顶杆27向上移动,将压合好的菜角顶出模具成形腔,最后通过出料装置6运出。
24.由于菜角的面皮特性与水饺的面皮特性不同,菜角的压合时间要求更长,假设每个菜角面皮的压合时间要求为15秒,采用现有的饺子机循环工作台需要暂停移动成形模具,使成形模具在压合工位停留15秒,这样15秒只能生产一个菜角。本实用新型的菜角机在每个成形模具2上设置第一压合块22与第二压合块23,并在压合区设置沿模具移动路径设
置的第一轨道31和第二轨道32,当成形模具2在压合区移动时,第一轨道31与第一压合块22抵接配合,第二轨道32与第二压合块23抵接配合,使第一压合块22与第二压合块23相互靠近并保持一定的压合时间,形成模具在移动过程中即可实现对面皮的压合,在压合过程中循环工作台3可以一直移动成形模具,15秒内可以通过多个成形模具2,如此,合理设置压合保持段34的长度,既可保证菜角的成形质量(压合时间)也兼顾生产效率。
25.如图5所示,为了减小对轨道的磨损,所述第一压合块22设有用于与第一轨道31抵接配合的第一滚轮221,所述第二压合块23设有用于与第二轨道32抵接配合的第二滚轮231;当所述成形模具2在压合区移动时,所述第一轨道31通过第一滚轮221与第一压合块22抵接配合,所述第二轨道32通过第二滚轮231与第二压合块23抵接配合。这样,轨道与压合块之间为滚动摩擦,摩擦阻力小,轨道的磨损也小。
26.由于菜角的面皮较软,粘性更强,且压合块与面皮之间具有一定的粘连作用,若第一压合块与第二压合块较快分开,可能使压合后的菜角面皮分开或撕扯坏。本实用新型中若仅仅依靠复位弹簧25较难控制第一压合块与第二压合块的分离速度,为了便于控制两压和快的分开速度,防止菜角面皮分开或损坏,所述第一轨道31和第二轨道32均设有与其压合保持段34的尾端相连的压合块张开引导段35。这样,压合块在分开过程中,两轨道的压合块张开引导段35可与对应的第一压合块、第二压合块一一抵接配合,从而可限制第一压合块与第二压合块的相背移动速度,通过合理设置压合块张开引导段35的形状,即可逐渐使第一压合块以和第一压合块相对缓慢的分开,有助于提高菜角的压合质量。当第一轨道31和第二轨道32分别设置在成形模具2的两侧时,第一轨道31的压合块张开引导段35与第二轨道32的压合块张开引导段35之间的间距逐渐增大即可使两压合块逐渐分离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1