一种立式打饼机的制作方法
本技术涉及食品加工机械的,尤其是涉及一种立式打饼机。
背景技术:
1、打饼机是食品机械中常见的设备,广泛应用于各种食品的成型和加工,特别是在饼干、薄饼、糕点等产品的生产过程中。打饼机的主要作用是将原料经过压制、成型或印制等方式,制作成所需形状的饼干或其他类似产品。这类设备一般依靠机械传动系统将原料从进料端送入成型模具中,并通过一定的压力或热力使原料成型。打饼机的工作方式和生产效率直接影响到产品的形状、质量和生产成本。
2、目前市面上的打饼机大致可以分为两类:一种是传统的平面打饼机,其功能主要集中在简单的二维或平面形状的产品成型,适用于生产标准化、规则形状的食品;另一类是较为先进的立体打饼机,这种设备能够在一定的方向和角度上进行立体成型,适用于复杂的多角度产品生产。
3、现有的立体打饼机已经能够应对一些较为简单的三维形状,但由于技术的局限性,它们往往只能完成四个方向的成型,难以适应多角度或更复杂的立体成型需求。尤其是在产品需要更高精度、更复杂外形的情况下,现有技术较难在打饼的时候成型复杂图案。
技术实现思路
1、为了实现打饼过程中成型复杂图案,提高自动化程度和生产效率,本技术提供一种立式打饼机。
2、本技术提供的一种立式打饼机采用如下的技术方案:
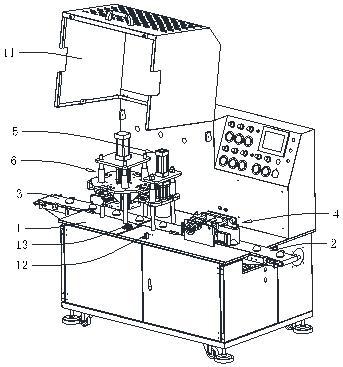
3、一种立式打饼机,包括箱体,所述箱体上设置有传送带,所述传动带前进方向上依次设置有搓圆装置、整形装置和立体打饼装置,所述架体上还设置有控制装置,所述控制装置分别与搓圆装置、整形装置和立体打饼装置电信连接,所述传送带宽度方向一侧还设置有第一光电传感器和第二光电传感器,所述第一光电传感器位于搓圆装置和整形装置之间,所述第二光电传感器位于整形装置和立式打饼装置之间,所述第一光电传感器和第二光电传感器的输出端均与控制装置电信连接;所述第一光电传感器用于检测传送带对应位置上是否有搓圆后的待加工产品经过,若有,则输出有待加工产品经过的信号至控制装置;所述控制装置接收并基于第一光电传感器输出信号输出第一控制指令;所述整形装置接收第一控制指令,对搓圆后的待加工面团进行初步整形;所述第二光电传感器用于检测传送带对应位置上是否有整形后的待加工产品经过,若有,则输出有待加工产品经过的信号至控制装置;所述控制装置接收并基于第二光电传感器输出信号输出第二控制指令;所述立式打饼装置接收第二控制指令,对整形后的待加工面团进行打饼定型。
4、通过采用上述技术方案,工作人员将待加工的面团依次放置在传送带上,传送带带动面团依次经过搓圆装置、整形装置和立式打饼装置。当第一光电传感器检测到传送带上对应位置处有待加工面团经过时,输出有待加工面团经过的信号至控制装置,控制装置输出第一控制指令至整形装置,整形装置对待加工面团进行初步整形,当第二光电传感器检测到传送带上对应位置处有待加工的面团经过时,输出有待加工面团经过的信号至控制装置,控制装置输出第二控制指令至立式打饼装置,立式打饼装置对待加工面团进行打饼定型,从而完成打饼作业,传送带带动完成打饼的面团移出该立式打饼机。
5、优选的,所述立式打饼装置包括第二支撑架,所述第二支撑架上设置有安装板,所述安装板上设置有竖向打饼组件和横向打饼组件,所述安装板在第二支撑架上沿竖直方向滑移,所述第二支撑架上设置有用于驱动安装板沿竖直方向滑移的驱动组件;所述控制装置输出第一控制指令至驱动组件、横向打饼组件和竖向打饼组件,所述驱动组件首先带动第二支撑架沿竖直方向滑移,间隔设定时间后,所述竖向打饼组件和横向打饼组件操作传送带上的待加工面团。
6、通过采用上述技术方案,当第二光电传感器检测到传送带上对应位置处有待加工的面团经过时,输出有待加工面团经过的信号至控制装置,控制装置输出第二控制指令至驱动组件、竖向打饼组件和横向打饼组件,驱动装置带动第二支撑架沿竖直方向移动至待加工面团上侧,是竖向打饼装置和横向打饼装置与待加工面团对应,完成加工后,驱动组件会带动第二支撑架复位,传送带再带动完成打饼定型的面团移出立式打饼机。通过上述方式有助于提高立式打饼机的自动化程度,从而有助于提高生产效率。
7、优选的,所述横向打饼组件绕竖直方向圆周环绕有多个,任一横向打饼组件包括定位架,所述定位架固定在安装板上,所述定位架上设置有横向打饼气缸,所述横向打饼气缸缸体与定位架固定连接,所述横向打饼气缸活塞杆呈水平设置,所述横向打饼气缸活塞杆端部固定有侧模,所有所述侧模之间形成有成型腔;所有所述横向打饼气缸同时接收第二控制指令,间隔设定时间后,所有所述横向打饼气缸的活塞杆同时伸长,使多个所述侧模分别挤压待加工的面团,完成打饼。
8、通过采用上述技术方案,在立式打饼装置中将多个横向打饼组件环绕竖直方向均匀布置,每个横向打饼组件通过定位架和固定在定位架上的横向打饼气缸实现水平挤压功能。气缸活塞杆的端部固定有侧模,多个侧模间形成了一个成型腔。当所有横向打饼气缸同时接收到第二控制指令后,活塞杆在设定的时间间隔后同步伸长,使多个侧模均匀、精确地对待加工面团进行挤压成型。横向打饼组件的同步挤压使得面团在多个方向上受到均匀的压力,确保了面团形状的一致性和饼状产品的质量。圆周环绕的多组件布置进一步提高了打饼的效率和生产速度,能够在短时间内完成多个方向的面团成型操作。这种方式大大提升了立式打饼机的自动化程度,优化了打饼的均匀性与定型效果,从而有效提高了生产效率并保证了产品质量。。
9、优选的,所述竖向打饼组件包括竖向打饼气缸,所述竖向打饼气缸的缸体与安装板固定连接,所述竖向打饼气缸活塞杆沿竖直方向向下设置,所述竖向打饼气缸活塞杆的端部固定有顶模,所述顶模压设在成型腔上侧,组成所述成型腔的上侧面;所述竖向打饼气缸接收第二控制指令,驱动活塞杆沿竖直方向向下伸长,所述顶模压设在待加工面团上。
10、通过采用上述技术方案,竖向打饼组件中的竖向打饼气缸能够实现精确的垂直压设功能,当竖向打饼气缸接收到第二控制指令后,活塞杆向下伸长,顶模垂直压设在待加工面团的上方。这种设计使得顶模能够从上方向下均匀地施加压力,将面团压设成饼状并确保产品在垂直方向的形状一致性。这一压设动作与横向打饼组件的水平挤压相配合,能够从不同方向对面团施加均衡的压力,形成完整的三维定型效果。该竖向压设功能进一步提升了成型腔内的压力分布,使得打饼机可以生产出形状规整、厚薄均匀的产品。竖向打饼组件的加入优化了面团定型过程的自动化和精确性,减少了由于形状不均而导致的废品率。
11、优选的,所述整形装置还包括第一支撑架,所述第一支撑架固定在架体上,所述第一支撑架上设置有定位板,所述定位板与第一支撑架沿竖直方向滑移配合,所述第一支撑架上设置有第一驱动气缸,所述第一驱动缸体固定在第一支撑架上,所述第一驱动气缸的缸体沿竖直方向向下伸缩,所述第一驱动气缸的活塞杆端部固定在定位板上,所述定位板下端还固定有外模,所述外模内侧设置有内模,所述内模与外模沿竖直方向滑移,所述定位板上还设置有第二驱动气缸,所述第二驱动气缸的缸体固定在定位板上侧,所述第二驱动气缸活塞杆沿竖直方向贯穿定位板,所述第二驱动气缸活塞杆端部与内模固定连接。
12、通过采用上述技术方案,内、外模在两气缸的配合下能够精确地对面团进行初步整形,确保成型的准确性和一致性。此装置设计提高了整形的自动化程度,为后续打饼工序提供了良好的形状基础,同时简化了操作流程并提高了生产效率。
13、优选的,所述传送带包括送料传送带和出料传送带,所述送料传送带前进方向和出料传送带前进方向相同,所述送料传送带末端上侧带体与出料传送带前端带体位于同一水平面上,所述送料传送带的驱动装置和出料传送带的驱动装置分别与控制装置电信连接;所述控制装置接收启动信号后,控制所述送料传送带驱动装置带动送料传送带前进;所述控制装置接收第一光电传感器输出信号后,间隔设定的时间,控制所述送料传送带驱动装置停止驱动,同时输出第一控制信号至所述整形装置,所述整形装置对待加工面团进行初步整形;所述控制装置检测整形装置完成整形后,控制所述送料传动带驱动装置带动送料传送带前进,同时控制所述出料传送带驱动装置带动出料传送带前进,完成初步整形的面团随所述送料传送带移动至其末端,再移动至所述出料传送带上,随所述出料传送带前进;所述控制装置接收第二光电传感器输出信号后,间隔设定的时间,控制所述出料传送带驱动装置停止驱动,同时输出第二控制信号至所述立式打饼装置,所述立式打饼装置对待加工面团进行打饼定型;所述控制装置检测整形装置完成打饼后,控制所述出料传送带驱动装置带动出料传送带前进,使完成打饼的面团移出该立式打饼机。
14、通过采用上述技术方案,整形和打饼作业中,相应的送料传送带和出料传送带会停止前进,从而使待加工面团与加工装置之间相对静止,从而有助于保证加工质量,通过这些流程,可以有效实现自动化送料、整形、打饼与出料的衔接,提升了生产效率与精度。
15、优选的,所述搓圆装置包括底板,所述底板呈竖直设置,所述底板长度方向与传送带前进方向,所述底板在传送带上侧设置有两个,两个所述底板在传送带宽度方向两侧的边缘上分别设置有一个,两个所述底板间隔设置,所述传送带上侧设置有输送带,所述输送带长度方向与传送带长度方向平行,所述输送带呈竖直设置,所述输送带的传动辊位于底板长度方向的两侧,任意一侧所述底板位于输送带带体之间,所述输送带前进速度和传送带前进速度不一致。
16、通过采用上述技术方案,传送带上的待加工面团在随传送带前进的过程中,经过两个底板之间,下侧传送带和一侧的输送带同时前进,由于输送带前进速度和传送带前进速度不一致,会导致待加工面团底面和侧面受到不同的摩擦力,从而实现搓圆面团。
17、优选的,所述架体上固定有调节架,所述输送带和其带体之间的底板分别与调节架相对固定,另一侧所述底板在调节架上沿传送带宽度方向滑移配合,所述调节架上设置有用于调节两个底板之间相对位置的调节组件。
18、通过采用上述技术方案,工作人员可以根据待加工面团的大小,通过调节组件,调整两侧底板之间的间距,从而改变搓圆后的面团高度和大小。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.通过控制装置使整形装置和立式打饼装置分别与两个光电传感器的联动,实现了送料、整形、打饼和出料的全自动化操作。两个传感器检测面团位置后,控制装置发出相应的指令,确保每个加工步骤在最佳时刻自动执行。送料与出料传送带的控制使面团在加工阶段保持相对静止,提升了加工精度和成品的一致性,有效提高了生产效率;
21、2.横向和竖向打饼组件的协调操作从不同方向对面团施加压力,实现了精确的三维成型效果。通过横向打饼组件的环绕布置和竖向打饼气缸的垂直压设,面团在定型过程中受到均匀的压力,从而生产出形状规整、厚薄均匀的饼状产品,进一步提高产品质量;
22、3.搓圆装置中的调节架设计使得工作人员可以通过调节底板间距来适应不同尺寸的面团加工需求。不同传送带和输送带的速度差实现了面团的自动搓圆,并且调节组件能改变成型面团的高度和大小,从而增加设备的适用范围,提高了加工的灵活性和效率。
- 还没有人留言评论。精彩留言会获得点赞!