一种便于移动的智能烟叶打包一体机推包机构的制作方法
1.本实用新型属于烟叶打包称重技术领域,具体涉及一种便于移动的智能烟叶打包一体机推包机构。
背景技术:
2.我国是烟草生产大国,在现有的烟叶打包生产中,部分采用人工打包,但人工打包的效率极低,生产成本高,不能满足生产需求。近年来,逐步采用打包机打包代替人工打包,打包机内使用移动烟箱,移动烟箱打包是在模箱内进行,但此种打包方式生产效率较低,烟叶多次转运,烟叶燥碎率较高,打包设备占地面积和空间较大,且移动不便,需较大的厂房来安置设备,且安置后调整位置不便,因此,研究一个便于移动的烟叶打包称重一体设备可以极大的提高烟叶打包效率,以满足生产需求。
技术实现要素:
3.针对上述技术问题,本实用新型提供了一种便于移动的智能烟叶打包一体机推包机构,具体技术方案为:
4.一种便于移动的智能烟叶打包一体机推包机构,包括机架,所述机架上设置有推包机构;
5.所述推包机构包括推包支架,所述推包支架上设置有推包驱动装置,所述推包驱动装置上设置有推包横梁,所述推包横梁上设置有推包导向装置,所述推包导向装置与推包板连接,所述推包横梁上设置有支撑平衡装置。
6.进一步优选的是,所述机架上设置有活动轮。
7.有益效果:此设备相比最初的人工木箱打包,一代烟叶打包机,二代移动打包机,三代智能打包机。
8.比人工及三代以前的打包方式大大降低了劳动强度,提高了工作效力,自动化程度较大的提高
9.相比前代的智能打包机,结构紧凑,设备空间占比大幅度缩减,三代智能打包机(长*宽*高)5.8米*3米*3米,现有设备空间3.6米*1.8米*2.8米仅为原设备空间的1/3.
10.原三代打包机,为固定使用无法移动。现实用新型设备2人即可进行移动到烟叶堆放位置,方便烟叶打包,有效降低烟叶移动过程中的燥碎。
11.原三代打包机需要配置6-8人进行操作。实用新型设备只需要配置3-4人即可完成全部操作。减少人员使用,提高了人员利用率。
12.本设备具备烟叶打包所需全部功能,采用了一键自动复位,降低了操作人员素质,具备普遍推广性。原三代打包机出现不到位现象,必须进行手动复位,操作人员素质要求较高,不利于普遍推广。
13.打包速度。原三代需95秒-105秒打一包。现设备提高到45秒-50秒,提高了工作效力。
14.设备采用整体安装,出厂时即可完成全部调试,无需现场进行安装,使用方便,维护简单;本实用新型设备称重与压包分离,称重元件(传感器)固定位置称重。称重精度提高,降低因移动带来的称重误差。降低设备故障。延长了设备寿命,称重与压包分离,不占用压包时间,保证人身安全。各部件均配置有导向装置配合移动,减少了部件运动过程中的抖动、跑偏,提高了打包成功率及打包效果。
附图说明
15.图1为本实用新型侧视图;
16.图2为本实用新型轴视图;
17.图3为本实用新型拆除外部挡板后轴视图;
18.图4为本实用新型拆除外部挡板后侧视图;
19.图5为本实用新型拆除可翻转物料箱后轴视图;
20.图6为本实用新型图5中a部分局部放大图;
21.图7为本实用新型推包机构结构示意图图;
22.图8为本实用新型挡板机构机构示意图;
23.图9为本实用新型第二实施例侧视图;
24.图10为本实用新型第二实施例可翻转物料箱与翻包机构分离轴视图;
25.图11为本实用新型第二实施例可翻转物料箱翻转90
°
轴视图;
26.图12本实用新型第二实施例翻转物料箱翻转60
°
可翻转物料箱与翻包机构分离主视图;
27.图13为本实用新型图13中b部分局部放大图;
28.图中,1-机架;
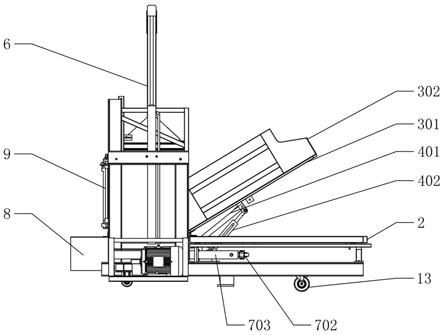
29.2-称重总成,201-称重装置,202-可翻转物料箱水平限位装置;
30.3-可翻转物料箱, 301-可翻转物料箱底板,302-可翻转物料箱侧板,303-可翻转物料箱底面衬板,304-可翻转物料箱底面卡槽,305-可翻转物料箱限位装置
31.4-翻包机构,401-翻包连杆,402-翻包驱动装置,403-翻包扣板;
32.5-烟箱,501-烟箱底板,502-烟箱侧板;
33.6-压包机构,601-压包驱动装置,602-压包定位导向限位装置,602a-压包导向槽,602b-压包导向轮,603-压包横梁,604-压头;
34.7-推包机构,701-推包导向装置,702-推包横梁,703-推包驱动装置,704-推包支架,705-推包板,706-支撑平衡装置;
35.8-出包口;
36.9-挡板机构,901-挡板,902-挡板支架,903-挡板提升驱动装置,904-挡板导向装置;
37.10-液压油箱,11-电控箱,12-接包成型机构,13-活动轮。
具体实施方式
38.实施例1:
39.如图1~8所示,一种便于移动的智能烟叶打包一体机推包机构,包括机架1,称重
总成2,可翻转物料箱3,翻包机构4,烟箱5,压包机构6,推包机构7,出包口8,挡板机构9;
40.所述机架1上设置有称重总成2,所述称重总成2上设置有称重装置201;
41.所述称重总成2上方设置有可翻转物料箱3,所述可翻转物料箱3包括可翻转物料箱底板301和可翻转物料箱侧板302;
42.所述可翻转物料箱3下方设置有翻包机构4,所述翻包机构4包括翻包连杆401和翻包驱动装置402,所述可翻转物料箱3与翻包驱动装置402通过翻包连杆401连接;
43.所述烟箱5底面包括烟箱底板501、侧面包括可翻转物料箱底板301、烟箱侧板502和挡板901,其中烟箱侧板502可以由可翻转物料箱侧板302代替或与可翻转物料箱侧板302共同构成;
44.所述烟箱5上方设置有压包机构6,所述压包机构6包括压包驱动装置601,所述压包驱动装置601顶部设置有压包横梁603,所述压包横梁603上设置有压头604,所述压头604上设置有压包定位导向限位装置602,所述压包定位导向限位装置602包括压包导向定位装置602a和压包导向连接装置602b,所述压包导向连接装置602b设置在所述压包导向定位装置602a内;
45.所述烟箱5一侧设置有推包机构7,所述推包机构7包括推包支架704,所述推包支架704上设置有推包驱动装置703,所述推包驱动装置703上设置有推包横梁702,所述推包横梁702上设置有推包导向装置701,所述推包导向装置701与推包板705连接;
46.在本实施例中,所述推包导线装置701为推包导杆;
47.所述烟箱5一侧设置有可翻转物料箱3,另一侧设置有挡板机构9,所述挡板机构9下方设置有出包口8;
48.所挡板机构9包括挡板支架902,所述挡板支架902上设置有挡板提升驱动装置903和挡板导向装置904,所述挡板提升驱动装置903和挡板导向装置904与挡板901连接;
49.在本实施例中,所述挡板导向装置904为挡板提升导杆;
50.可选的是:
51.所述机架1上还设置有活动轮13;
52.所述机架1上设置有液压油箱10和电控箱11;
53.所述出包口8与接包装置12连接。
54.在本实施例中,所述翻包驱动装置402、压包驱动装置601、推包驱动装置703和挡板提升驱动装置均为液压油缸;称重装置201采用称重传感器来进行称重。
55.在本实施例中,可翻转物料箱3与烟箱5设置在烟箱一侧,挡板机构9与可翻转物料箱3相对设置,推包机构7设置在可翻转物料箱3下方。
56.实施例2:
57.如图1~13所示,一种便于移动的智能烟叶打包一体机推包机构,包括机架1,称重总成2,可翻转物料箱3,翻包机构4,烟箱5,压包机构6,推包机构7,出包口8,挡板机构9;
58.所述机架1上设置有称重总成2,所述称重总成2上设置有称重装置201,所述称重总成2上设置有可翻转物料箱水平限位装置202;
59.所述称重总成2上方设置有可翻转物料箱3,所述可翻转物料箱3包括可翻转物料箱底板301和可翻转物料箱侧板302;
60.所述可翻转物料箱底板301上设置有可翻转物料箱底面衬板303,所述可翻转物料
箱底面衬板303下方设置有可翻转物料箱底面卡槽304,所述可翻转物料箱3侧面设置有可翻转物料箱限位装置305。
61.所述可翻转物料箱3下方设置有翻包机构4,所述翻包机构4包括翻包连杆401和翻包驱动装置402,所述翻包连杆401上设置有翻包扣板403。
62.所述烟箱5底面包括烟箱底板501、侧面包括可翻转物料箱底板301、烟箱侧板502和挡板901,其中烟箱侧板502可以由可翻转物料箱侧板302代替或与可翻转物料箱侧板302共同构成;
63.所述烟箱5上方设置有压包机构6,所述压包机构6包括压包驱动装置601,所述压包驱动装置601顶部设置有压包横梁603,所述压包横梁603上设置有压头604,所述压头604上设置有压包定位导向限位装置602,所述压包定位导向限位装置602包括压包导向定位装置602a和压包导向连接装置602b,所述压包导向连接装置602b设置在所述压包导向定位装置602a内;
64.所述烟箱5一侧设置有推包机构7,所述推包机构7包括推包支架704,所述推包支架704上设置有推包驱动装置703,所述推包驱动装置703上设置有推包横梁702,所述推包横梁702上设置有推包导向装置701,所述推包导向装置701与推包板705连接,所述推包横梁702上设置有支撑平衡装置706;
65.在本实施例中,所述推包导线装置701为推包导杆;
66.所述烟箱5一侧设置有可翻转物料箱3,另一侧设置有挡板机构9,所述挡板机构9下方设置有出包口8;
67.所挡板机构9包括挡板支架902,所述挡板支架902上设置有挡板提升驱动装置903和挡板导向装置904,所述挡板提升驱动装置903和挡板导向装置904与挡板901连接;
68.在本实施例中,所述挡板导向装置904为挡板提升导杆;
69.可选的是:
70.所述机架1上还设置有活动轮13;
71.所述机架1上设置有液压油箱10和电控箱11;
72.所述出包口8与接包装置12连接。
73.在本实施例中,所述翻包驱动装置402、压包驱动装置601、推包驱动装置703和挡板提升驱动装置均为液压油缸;称重装置201采用称重传感器来进行称重。
74.在本实施例中,可翻转物料箱3与烟箱5设置在烟箱一侧,挡板机构9与可翻转物料箱3相对设置,推包机构7设置在可翻转物料箱3下方。
75.在本实施例中,以可翻转物料箱3水平状态为开始状态,翻包驱动装置402带动翻包连杆401运动,翻包连杆401上的翻包扣板403与可翻转物料箱底板301上设置有可翻转物料箱底面衬板303接触,推动可翻转物料箱3翻转,翻转过程中,翻包扣板403在可翻转物料箱底面衬板303上向靠近烟箱5一侧滑动,直至滑入可翻转物料箱底面卡槽304中,可翻转物料箱3侧面设置有可翻转物料箱限位装置305,用于防止可翻转物料箱3翻转大于90
°
,进入烟箱5内部,阻碍压头604下行。当可翻转物料箱3从90
°
位置翻转回水平状态时,翻包扣板403与可翻转物料箱底面卡槽304配合,将可翻转物料箱3向下拉动,并逐渐在可翻转物料箱底面衬板303上向远离烟箱5一侧滑动,直至可翻转物料箱3翻转至一定角度,翻包扣板403从可翻转物料箱底面卡槽304中脱出,可翻转物料箱3返回水平位置后,被称重总成2上的可
翻转物料箱水平限位装置202限制移动,保持水平状态,翻包连杆401及翻包扣板403则在翻包驱动装置402的作用下继续移动,在水平位置时,翻包扣板403与可翻转物料箱底面衬板303脱离接触,称重总成2与翻包驱动装置402明显分离。
76.推包横梁702上设置有支撑平衡装置706,在本实施例中,所述支撑平衡装置706为导轮,用于保持推包横梁702与机架1之间的相对距离并减少推包横梁702在移动过程中的抖动和偏移。
77.本实用新型的工作流程为:
78.(1)操作人员将包装物料袋套装或固定在出包口8上;并可选的在出包口8出设置有接包成型机构12,如翻转接包筒等;
79.(2)工人将需打包的物料放在可翻转物料箱3中,称重总成2对可翻转物料箱3中的物料进行称重,达到需要的重量时,打包人员启动设备;
80.(3)可翻转物料箱3在翻包驱动装置402的驱动下翻转,可翻转物料箱3倾斜将可翻转物料箱3中的物料滑入烟箱5中,并继续翻转直至翻转90度;
81.(4)压头604在压包驱动装置601的作用下下降,压包定位导向限位装置602保证压头604不跑偏不抖动,将物料压制到所需尺寸;
82.(5)压头604下降到位后,可翻转物料箱3在翻包机构4的作用下,返回水平位置,挡板901在挡板提升驱动装置903的驱动下提升,挡板导向装置904保证挡板901不抖动不跑偏,让开出料通道;
83.(6)推包板705在推包驱动装置703和推包导向装置701的作用下,将压制好的物料从出包口8推出,落入先前设置好的包装袋中;
84.(7)推包板705到达设定位置后,停顿1s后返回,同时压头603上升复位,推包机构7回复到初始位置后,挡板机构9回复初始位置;
85.(8)推出的物料包由工人手工或机器缝口后转运。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1