发热组件及烟弹的制作方法
1.本实用新型涉及电子烟领域,特别是涉及一种发热组件及烟弹。
背景技术:
2.中华人民共和国第201811033876.0号专利申请揭示了雾化器及电子烟,其包括设有储油腔及气管的烟弹管、装入所述烟弹管内并封闭所述储油腔的发热组件、置入所述发热组件下方的雾化芯及扣入所述烟弹管内并位于所述发热组件下方的底座。所述发热组件包括硬塑胶件及套设于所述硬塑胶件相应部位处的密封件,所述发热组件底部向上凹陷形成容纳所述雾化芯的安装腔、上下贯通以连接所述安装腔内的雾化芯上表面与所述储油腔的油道、连通所述气管至所述雾化芯下方的雾化腔的气道。所述密封件封闭所述储油腔与所述硬塑胶件衔接处、所述气管与所述气道衔接处、雾化芯与所述硬塑胶件衔接处等部位。
3.所述底座包括绝缘本体及组装或成型于所述绝缘本体内的弹性针(pogopin),所述绝缘本体与所述发热组件之间的中部存在间隙并形成雾化腔,所述弹性针一般采用组装的方式或注塑成型的方式固定于所述绝缘本体内,所述弹性针的顶部抵持接触所述雾化芯底部的电极,而所述弹性针的底部露出于所述绝缘本体的底面并与烟杆的电池连通。而所述弹性针一般无法连料,无法自动化连料生产,需要通过手动将弹性针置入模具内后,再进行注塑成型,此方案生产效率底下,且容易出错并可能容易出现生产安全事故。
4.同时,中华人民共和国第201811033876.0号专利申请揭示了一种保持储油腔气压平衡的技术方案,其采用在所述第一密封件靠近所述雾化芯一侧开设导气通道的方式保持储油腔内外的气压平衡,但是导气通道虽然缝隙很小,仍可能造成很大的漏油风险。
技术实现要素:
5.基于此,本实用新型提供一种发热组件及烟弹,具备保持储油腔内外气压平衡且不漏油的性能。
6.为解决上述技术问题,本技术提供了一种发热组件,包括封闭件、雾化芯及套设于所述雾化芯上并被夹持于所述雾化芯与所述封闭件之间的密封件,所述封闭件包括主体部、开设于所述主体部上且相互独立的油道与气道、设于所述油道下并与所述油道连通的容纳腔及位于所述容纳腔下方的部分雾化腔,所述雾化芯包括连通所述油道的渗液面及连通所述雾化腔的雾化面,的其特征在于,所述密封件包括紧贴于所述容纳部内的包裹部,所述包裹部包括夹持于所述容纳腔内壁面与所述雾化芯侧面的包裹壁及自所述包裹壁一体延伸并紧贴所述渗液面外缘的覆盖部,所述包裹壁在朝向所述雾化芯侧面上设有至少一个连通所述雾化腔的平衡气槽,在所述油道内为预定负压值时,来自所述平衡气槽内的外界空气压力促使所述平衡气槽对应的覆盖部位置处张开并使外界空气进入所述油道的空间内以达到气压平衡。
7.优选地,所述容纳腔顶部的横向两侧与所述油道连通,所述容纳腔顶部开口尺寸小于所述容纳腔的尺寸并在所述容纳腔顶部周缘形成周缘顶壁,所述覆盖部至少部分被夹
持于所述周缘顶壁与所述渗液面之间,所述覆盖部与所述渗液面之间为过盈配合。
8.优选地,所述覆盖部与所述渗液面的覆盖位置在靠近所述平衡气槽一侧不被所述周缘顶壁所压制。
9.优选地,所述雾化芯还包括多孔体、自所述多孔体纵向两侧向上延伸形成的延伸壁及形成于一对所述延伸壁之间的横向通槽,所述横向通槽的两端与所述油道连通以使烟油进入所述横向通槽内。
10.优选地,所述包裹部还包括自横向两侧的覆盖部向下延伸压制于所述横向通槽底面上的鳍片,所述平衡气槽开设于横向两侧的包裹壁上且对应所述鳍片位置。
11.优选地,所述鳍片包括向下压制于所述横向通槽底面上的鳍片主体及连接所述鳍片主体与所述包裹壁为一体的鳍片纵向壁,所述覆盖部、包裹壁、鳍片主体及鳍片纵向壁围设成一个底部开口的空腔,所述空腔与所述平衡气槽连通。
12.优选地,所述鳍片主体的厚度小于所述鳍片纵向壁的厚度,所述鳍片主体的厚度介于0.15
‑
0.3mm之间,高度介于0.6
‑
1.3mm之间,纵向宽度介于0.9
‑
1.5mm 之间;所述空腔的纵向宽度大于所述平衡气槽的深度。
13.优选地,所述包裹部被所述雾化芯与所述容纳腔夹持后,所述平衡气槽的深度小于0.2mm。
14.优选地,所述封闭件还包括主体部,所述主体部包括位于上端的衔接部、自所述衔接部向下延伸形成的容纳部及自所述容纳部向下延伸形成的腔体部,所述雾化腔形成于中空的所述腔体部内腔,所述容纳腔开设于所述容纳部内并位于所述雾化腔上方,所述油道自所述衔接部顶部横向两侧向下开并连通所述容纳腔,所述气道包括自所述衔接部顶端中间向下开设的第一气道、在纵向方向贯穿所述衔接部并与所述第一气道连通的第二气道、自所述容纳部纵向两侧凹陷并连通所述第二气道的第三气道及自所述腔体部纵向两侧开孔形成连通所述第三气道与所述雾化腔的第四气道。
15.优选地,所述密封件一体成型于所述封闭件上,所述密封件还包括成型包裹于所述衔接部的上密封部、成型包裹于所述腔体部的下密封部及沿所述第二至第四气道横向两侧成型于所述主体部纵向壁面上的连接部,所述包裹部连接于所述下密封部横向两侧。
16.优选地,所述上密封部包裹所述衔接部的外周壁面及所述第一气道的内壁面,所述下密封部包裹所述腔体部的外周壁面及所述雾化腔的部分内壁面,所述包裹部自所述雾化腔的内壁面上的下密封部延伸至所述容纳腔内。
17.优选地,所述雾化腔的尺寸大于所述容纳腔的尺寸并在所述雾化腔顶部的横向两侧形成台阶部,所述台阶部向上开设有嵌入孔,所述腔体部的底面向下凸出有凸块;所述密封件的下密封部设有与所述封闭件的嵌入孔、凸块嵌套的凸块及嵌入孔。
18.为解决上述技术问题,本技术还提供了一种烟弹,包括前述发热组件、供所述发热组件套设于内的管体及向上扣入所述管体内并锁定所述发热组件的底座,所述雾化芯还包括设于所述雾化面上的发热丝,所述发热丝包括发热丝主体及连接于所述发热丝主体两侧的第一、第二电极,所述底座包括绝缘座体及一体注塑成型于所述绝缘座体上的弹性端子,所述弹性端子包括暴露于所述绝缘座体底面的接触部及向上抵持并电性接触所述雾化芯的第一、第二电极的弹性臂。
19.优选地,所述绝缘座体包括基底、自所述基底向上延伸形成的第一台阶、自所述第
一台阶向上延伸形成的第二台阶及自所述第二台阶中间向下凹陷形成的凹陷部,所述凹陷部上部分构成所述雾化腔的一部分,所述绝缘座体的顶部至少部分支撑所述发热组件的腔体部底面。
20.优选地,所述弹性端子还包括自所述接触部横向内侧向上折弯延伸形成的折弯部及自所述折弯部水平向内折弯延伸形成的支撑部,所述弹性臂自所述支撑部纵向一侧向上折弯延伸形成,所述弹性臂包括自所述支撑部纵向一侧向上折弯延伸形成的竖直臂部、自所述竖直臂部先沿第一纵向方向折弯后再沿第二纵向方向折弯延伸形成的折弯臂部、自所述折弯臂部自由端向下折弯形成的倒勾部及形成于所述折弯臂部顶端并与所述第一、第二电极电性接触的触点部。
21.本技术的发热组件及烟弹通过在所述密封件的包裹壁上设置连通雾化腔的平衡气槽,而所述平衡气槽上方的覆盖部则完全压持在所述雾化芯的渗液面上,使储液腔内的负压达到一定值时,促使所述覆盖部张开以使空气从雾化腔沿所述平衡气槽及张开的覆盖部进入所述储液腔内实现储液腔内的气压平衡,同时,所述覆盖部在所述储液腔非负压状态下时紧密贴合在所述雾化芯的渗液面上,可有效防止漏油。
22.另外,所述密封件与所述封闭件一体注塑成型,使所述密封件与所述封闭件结合紧密,并通过相互嵌套的凸块与嵌入孔实现二者之间更紧密的结合,防止密封件自所述封闭件裂开,从而避免产生产品不良的问题。
附图说明
23.图1为本技术烟弹的立体图;
24.图2为本技术烟弹的立体分解图;
25.图3为本技术烟弹的烟弹管沿图1所示a
‑
a虚线的剖视图;
26.图4为本技术烟弹的发热组件的立体图;
27.图5为本技术烟弹的雾化芯的立体图;
28.图6为本技术烟弹的雾化芯另一角度的立体图;
29.图7为本技术烟弹的底座的立体图;
30.图8为本技术烟弹的底座另一角度的立体图;
31.图9为本技术烟弹底座的弹性端子的立体图;
32.图10为本技术烟弹沿图1所示a
‑
a虚线的剖视图;
33.图11至图18为本技术发热组件实施例一的附图;
34.图11为本技术发热组件另一角度的立体图;
35.图12为本技术发热组件的立体分解图;
36.图13为本技术发热组件另一角度的立体分解图;
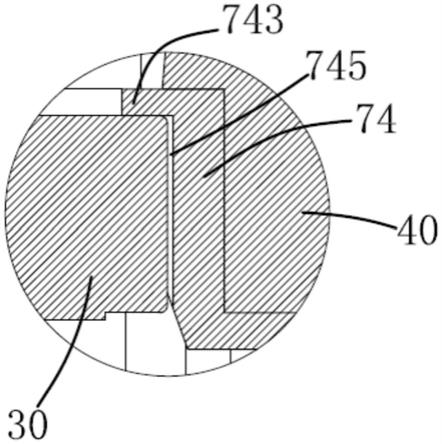
37.图14为图13所示虚线圈的局部放大图;
38.图15为沿图11所示b
‑
b虚线的剖视图;
39.图16为图15所示虚线圈的局部放大图;
40.图17为沿图11所示c
‑
c虚线的剖视图;
41.图18为图17所示虚线圈的局部放大图;
42.图19至图21为本技术烟弹的发热组件实施例二的附图;
43.图19为本技术发热组件实施例二的剖视图;
44.图20为图19所示虚线圈的局部放大图;
45.图21为本技术发热组件实施例二的密封件的立体图。
46.附图标识:
47.烟弹管
‑
10;管体
‑
11;上管体
‑
111;下管体
‑
112;储液腔
‑
12;烟道
‑
13;烟道管
‑
131;插入部
‑
132;烟孔
‑
133;抽吸口
‑
134;第一卡扣部
‑
14;胶塞
‑
20;雾化芯
‑
30;多孔体
‑
31;横向通槽
‑
32;发热丝
‑
33;第一电极
‑
331;第二电极
‑
332;发热丝主体
‑
333;延伸壁
‑
34;渗液面
‑
36;雾化面
‑
35;封闭件
‑
40;主体部
‑
41;衔接部
‑
411;容纳部
‑
412;腔体部
‑
413;凸块
‑
414,75;嵌入孔
‑
415,721;油道
ꢀ‑
42;气道
‑
43;第一气道
‑
431;第二气道
‑
432;第三气道
‑
433;第四气道
‑
434;雾化腔
‑
44;周缘顶壁
‑
451;容纳腔
‑
45;台阶部
‑
46;底座
‑
a;绝缘座体
‑
50;基底
‑
51;第一台阶
‑
52;第二台阶
‑
53;凹陷部
‑
54;气孔
‑
55;第二卡扣部
‑
56;凹槽
‑
57;第一定位孔
‑
571;弹性端子
‑
60;接触部
‑
61;折弯部
‑
62;支撑部
‑
63;弹性臂
‑
64;竖直臂部
‑
641;折弯臂部
‑
642;倒勾部
‑
643;触点部
‑
644;连料部
‑
65;密封件
‑
70;上密封部
‑
71;下密封部
‑
72;连接部
‑
73;包裹部
‑
74;包裹壁
‑
741;雾化芯安装腔
‑
742;覆盖部
‑
743;鳍片
‑
744;鳍片主体
‑
7441;鳍片纵向壁
‑
7442;空腔
‑
7443;平衡气槽
‑
745。
具体实施方式
48.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
49.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
50.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
51.本技术以图1所示x方向为左右方向(横向方向),以y方向为前后方向 (纵向方向),以z方向为上下方向(垂直方向)。
52.请参阅图1至图4所示,本技术烟弹包括设有烟道13与储液腔12的烟弹管10、装入所述烟弹管10内且封闭所述储液腔12的发热组件及与所述烟弹管 10固持的底座a。
53.所述烟弹管10包括管体11、位于所述管体11内的储液腔12及设于所述管体11且上下贯通的烟道13及设于所述管体11底部两侧的第一卡扣部14。所述管体11包括上管体111与下管体112,所述上管体111的壁厚大于所述下管体 112的壁厚,所述第一卡扣部14设于所述下管体112的横向两侧。所述烟道13 包括自所述管体11顶部延伸入所述储液腔12内的烟道管131、形成于所述烟道管131中间的烟孔133及形成于所述烟道管131底部的插入部132。所述烟道 13的顶部贯穿形成有抽吸口134,所述抽吸口134的孔径大于所述烟孔133其余部分的孔径。所述插入部132的外径小于所述烟道管131的外径。优选地,所述烟道13位于所述储液腔12中间;在具体实施中,所述烟道13还可以设置在所述储液腔12的一侧或两侧。
54.所述烟弹在包装时,所述抽吸口134通过一个胶塞20封闭以避免异物进入所述烟道13的烟孔133内。
55.所述发热组件包括封闭件40、一体成型于所述封闭件40上的密封件70及装设于所述密封件70与所述封闭件40内的雾化芯30。所述发热组件塞入所述管体11内并封堵所述储液腔12,所述发热组件下侧设有雾化腔44、所述雾化腔44上方设有固持所述雾化芯30的容纳腔45,所述雾化芯30上侧与所述储液腔12连通,所述发热组件还包括连通所述烟道13与所述雾化腔44的气道43。
56.请继续参阅图5、图6所示,所述雾化芯30包括多孔体31、自所述多孔体 31纵向两侧向上延伸形成的延伸壁34及通过所述多孔体31与一对延伸壁34围设成的横向通槽32。所述横向通槽32在横向方向上贯通,左右及上侧开口,所述横向通槽32的底面、侧面及/或所述延伸壁34顶面构成雾化芯30的渗液面 36,所述多孔体31的底面为雾化面35。所述雾化面35上嵌入或贴装有发热丝 33,所述发热丝33包括发热丝主体333及连接所述发热丝主体333并位于左右两侧的第一、第二电极331,332。所述发热丝主体333呈s形结构延伸,所述第一、第二电极331,332的宽度大于所述发热丝主体333的宽度。
57.所述多孔体31外周与所述封闭件40之间夹持所述密封件70实现密封。位于所述雾化芯30的下方的腔体形成雾化腔的一部分。
58.随后,将所述发热组件向上推入所述烟弹管10的管体11内。所述烟弹管10的管体11内壁面与所述封闭件40的外周之间夹持所述密封件70以实现对所述储液腔12的密封,同时,所述烟道13的插入部132插入所述气道43内,且所述烟道13的外壁面与所述气道43的内壁面之间夹持所述密封件70以实现对所述气道13的密封以防止烟油渗入所述气道13内。所述横向通槽32的横向两端连通所述储液腔12以使所述储液腔12内的烟油流入所述横向通槽32内。烟油自所述渗液面36渗透至所述雾化面35一侧。所述雾化芯30采用多孔陶瓷或多孔金属制作,所述渗液面36至所述雾化面35之间形成有若干毛细孔,烟油自所述毛细孔渗透。
59.请继续参阅图7至图9所示,所述底座a包括绝缘座体50及与所述绝缘座体50一体成型的弹性端子60。所述绝缘座体50包括基底51、自所述基底51 向上延伸形成的第一台阶52、自所述第一台阶52向上延伸形成的第二台阶53、自所述第二台阶53中间向下凹陷形成的凹陷部54及自所述凹陷部54中间向下贯穿形成的气孔55。所述第一台阶52横向两侧向外凸出形成有第二卡扣部56,所述第一台阶52横向两侧在所述第二台阶53外周向下凹陷形成有凹槽57。所述第二台阶53的表面高于所述第一台阶52的表面,所述第一台阶52的表面高于所述基底51的表面。且所述第二台阶53尺寸小于所述第一台阶52的尺寸,即所述第二台阶53在垂直投影方向完全位于所述第一台阶52内;所述第一台阶52的尺寸小于所述基底51的尺寸,即所述第一台阶52在垂直投影方向完全位于所述基底51内。所述发热组件40的雾化腔44形成于所述凹陷部54与所述雾化芯30的雾化面35之间。
60.所述弹性端子60包括底面暴露于所述基底51下表面的接触部61、自所述接触部61横向内侧向上折弯延伸形成的折弯部62、自所述折弯部62沿横向内侧水平折弯延伸形成的支撑部63及自所述支撑部63的纵向一侧向上折弯延伸形成的弹性臂64。所述弹性臂64包括自所述支撑部63纵向一侧向上折弯延伸形成的竖直臂部641、自所述竖直臂部641沿第一纵向方向折弯后再沿第二纵向方向这娃形成的折弯臂部642、自所述折弯臂部642顶端向下折
弯形成的倒勾部 643及形成于所述折弯臂部642顶部的触点部644。所述第一纵向方向与所述第二纵向方向相反。
61.所述接触部61成型于所述基底51内且所述接触部61的下表面暴露于所述基底51的下表面以与烟杆的电池触头电性接触。所述折弯部62成型于所述基底51与所述第一台阶52内,所述支撑部63成型于第二台阶53的凹陷部54的底面上且所述支撑部63的表面暴露于所述凹陷部54的底面上。所述接触部61 与所述支撑部63均呈板状结构,所述弹性臂64是自所述支撑部63纵向一侧撕裂后向上折弯延伸形成的。所述凹槽57在对应所述接触部61的上表面处形成有第一定位孔571,所述第一定位孔571便于在注塑成型时上下通过模具顶针上下夹持所述接触部61以定位。所述基底51下表面还形成有第二定位孔58,所述第二定位孔58位于所述支撑部63下方并使所述支撑部63的至少部分底面暴露于所述第二定位孔58内,所述定位孔58便于在注塑成型时通过模具顶针上下夹持所述支撑部63以定位。
62.所述弹性端子60上还包括有用于连接料带的连料部65,若干弹性端子60 通过所述连料部65连接于一个料带上,可以实现自动拉料方式的全自动化注塑成型。所述连料部65优选于自所述接触部61横向外侧向上折弯延伸形成,在冲压成型所述弹性端子60时,所述连料部65与所述料带之间形成预断槽,在注塑成型所述绝缘座体50后,直接掰动所述料带可以使所述料带与所述连料部 65在预断槽处断开连接。具体地,所述连料部向上暴露于所述凹槽57的表面。而在其他实施例中,所述连料部可以设置于所述弹性端子60的其他部位,可以视弹性端子60的具体结构而定。
63.所述弹性端子60注塑成型于所述绝缘座体50内后,将所述绝缘座体50自下向上推入所述烟弹管10的管体11内,其中,所述基底51的外周与所述下管体112的内壁面贴合且所述第二卡扣部56卡入所述第一卡扣部14内实现锁扣;所述第一台阶52的上表面抵持于所述发热组件40的下表面以实现对所述发热组件40的支撑;所述第二台阶53部分进入所述发热组件40的封闭件40内以实现所述雾化腔44的封闭,即所述第二台阶53的外形与所述封闭件40部分的雾化腔44为仿形结构并可相互套合。一对所述弹性端子60的弹性臂64的触点部644向上抵持于所述雾化芯30的雾化面35一侧的发热丝33的第一、第二电极331,332上并实现电性接触。
64.本技术烟弹的底座采用弹性端子60替换传统的弹性针,避免弹性针无法连料而导致无法自动化生产的问题,而所述弹性端子60通过连料部65连接料带的方式实现了全自动化注塑成型,极大地降低了制造中的人工成本、提升产品生产的稳定性,减少人工因素而造成的质量问题。
65.请继续参阅图11至图18,将详细描述本技术发热组件第一实施例的结构及原理。
66.所述封闭件40包括主体部41、在上下方向上开设于所述主体部41横向两侧的油道42、形成于所述主体部41内且位于所述油道42下方的容纳腔45、开设于所述主体部41内且位于所述容纳腔45下方的雾化腔44及在自所述主体部 41顶部向下延伸并连通所述雾化腔44的气道43。
67.所述主体部41包括位于上端衔接所述烟道13与储液腔12的衔接部411、位于所述衔接部411下侧的容纳部412及位于所述容纳部412下侧的腔体部413。所述油道42自所述衔接部411顶部横向两侧向下延伸并连通所述容纳腔45,所述容纳腔45位于所述容纳部412内,所述雾化腔44位于所述腔体部413内。所述气道43包括自所述衔接部411顶部中间向下
凹陷形成的第一气道431、在中间部分前后贯穿所述衔接部411并连通所述第一气道431的第二气道432、自所述容纳部412纵向两侧壁凹陷并连通所述第二气道432的第三气道433及贯通所述腔体部413纵向侧壁连通所述第三气道433与所述雾化腔44的第四气道 434。所述第一气道431位于一对所述油道42之间,所述气道43与所述油道42 相互之间隔离密封以相互独立。所述雾化腔44的尺寸大于所述容纳腔45的尺寸,所述容纳腔45的顶部外周缘形成有周缘顶壁451。
68.所述主体部41的雾化腔44外围的腔体部413底部设有若干凸块414,所述雾化腔44横向两侧的形成有台阶部46,所述台阶部46向上开设形成有至少一个嵌入孔415,所述嵌入孔415向上不贯穿至所述油道42。
69.所述密封件70成型于所述密封件40上,所述密封件70包括包覆所述衔接部411的上密封部71、包覆所述腔体部413的下密封部72、连接所述上密封部 71与所述下密封部72的连接部73及成型于所述容纳腔45内的包裹部74。
70.所述上密封部71包裹所述衔接部411外周、顶面及所述第一气道431的内壁面使之密封,即在所述发热组件置入所述管体11内,所述上密封部71夹持于所述衔接部411外周与所述管体11内壁面之间、夹持于所述第一气道431内壁面与所述烟道管13的插入部132的外壁面之间,实现封堵所述储液腔12,使所述储液腔12与所述发热组件外壁面之间密封、所述储液腔12与所述气道43 之间密封。
71.所述下密封部72包裹所述腔体部413底面及外侧面,所述下密封部72包括若干收容所述封闭件40的凸块414的嵌入孔721及延伸入所述封闭件40的嵌入孔415内的凸块75,使所述密封件70与所述封闭件40紧密结合而不会导致裂开。
72.所述下密封部72被夹持于所述腔体部413外壁面与所述管体11内壁面之间实现对所述储液腔12的二次密封。同时,所述下密封部72还成型覆盖所述雾化腔44的内壁面,所述包裹部74自所述雾化腔44内壁面处的下密封部72 向上延伸并覆盖所述容纳腔45内壁面及所述周缘顶壁451的底面。
73.所述连接部73是自所述第三气道433横向两侧沿上下方向延伸并连接所述上密封部71与下密封部72的,所述连接部73被夹持于所述主体部41外侧面与所述管体11内壁面之间实现对所述气道43的密封,使所述气道43密封独立,仅通过所述雾化腔44吸入气流。
74.所述包裹部74包括成型贴合于所述容纳腔45内壁面上的包裹壁741、自所述包裹壁741顶部向所述容纳腔45内延伸形成的覆盖部743及自所述覆盖部743 横向两侧向下延伸形成的鳍片744。所述鳍片744包括鳍片主体主体7441、自所述包裹壁741延伸并连接所述鳍片主体7441的鳍片纵向壁7442及形成于所述鳍片主体7441、鳍片纵向壁7442与所述包裹壁741之间的空腔7443。所述包裹壁741的内壁面位于所述空腔7443下方开设有连通所述雾化腔44与所述空腔7443的平衡气槽745。
75.所述鳍片主体7441的厚度介于0.15
‑
0.3mm之间,优选为0.2mm;高度为 0.6
‑
1.3mm之间,优选0.9mm;宽度为0.9
‑
1.5mm之间。所述空腔7443的纵向宽度0.9
‑
1.3mm。所述平衡气槽745的深度为0.5
‑
0.3mm之间。
76.在所述密封件70与所述封闭件40一体注塑成型后,将所述雾化芯30自下向上装入位于所述封闭件40的容纳腔45内的密封件70的雾化芯安装腔742内,所述包裹壁741底部位于所述雾化腔44一侧边缘设有倒角746以方便所述雾化芯30向上装入。装入后,所述密封件
70的包裹壁741被所述雾化芯30与容纳腔45所夹持密封;所述覆盖部743至少部分被夹持于所述雾化芯30的延伸壁 34表面与所述周缘顶壁451之间实现密封,所述鳍片744向下进入所述横向通槽32内;且所述鳍片主体7441与所述鳍片纵向壁7442紧密压持于所述横向通道32两端的表面上,所述鳍片主体7441与所述鳍片纵向壁7442与所述横向通槽32为过盈配合。所述鳍片纵向壁7442纵向两侧分别紧贴所述横向通槽32两端的延伸壁34的内侧面实现密封。在所述雾化芯30压入所述雾化芯安装腔7443 内后,所述密封件70的包裹壁741被部分挤压造成所述平衡气槽745的深度减少,但是仍保留一定的余量产生允许通过气体通过的通道。而所述鳍片744及平衡气槽745的尺寸均可适应不同的产品结构进行调整优化。
77.当所述储液腔12内的烟油雾化后,造成所述储液腔12内为负压,此时不利于烟油继续通过所述雾化芯30向下渗透,而负压状态的储液腔12会使较薄的鳍片主体7441向内倾斜(如图16虚线所示的倾斜)并产生一定的间隙以允许空气通过雾化腔44、平衡气槽745及空腔7443进入所述储液腔12内以平衡储液腔12内的气压。
78.请继续参阅图19至图21所示,为本技术发热组件实施例二的附图;以下将详细介绍本技术发热组件实施例二的结构及原理。
79.实施例二相较于实施例一的差别在于:所述雾化芯30采用平板结构,即雾化芯30的渗液面36为平面结构,不再设置横向通槽32结构;并取消所述鳍片 744。通过所述平衡气槽745顶部的覆盖部743覆盖于所述渗液面36的表面上,在所述储液腔12产生负压时,使所述平衡气槽745上侧的覆盖部743向上张开并允许雾化腔44的空气通过平衡气槽745及张开的覆盖部743进入所述储液腔 12内实现储液腔12内的气压平衡。所述覆盖部743与所述雾化芯30表面为过盈配合。
80.在具体实施时,所述包裹部74可以是与所述密封件70独立设计的,即所述包裹部74直接包裹于所述雾化芯30上后再塞入所述封闭件40的容纳腔45 内的。
81.本技术的发热组件及烟弹通过在所述密封件70的包裹壁741上设置连通雾化腔44的平衡气槽745,而所述平衡气槽745上方的覆盖部743则完全压持在所述雾化芯30的渗液面36上,使储液腔12内的负压达到一定值时,促使所述覆盖部743张开以使空气从雾化腔44沿所述平衡气槽745及张开的覆盖部743 进入所述储液腔12内实现储液腔12内的气压平衡,同时,所述覆盖部743在所述储液腔12非负压状态下时紧密贴合在所述雾化芯30的渗液面36上,可有效防止漏油。
82.另外,所述密封件70与所述封闭件40一体注塑成型,使所述密封件70与所述封闭件40结合紧密,并通过相互嵌套的凸块414,75与嵌入孔415,721 实现二者之间更紧密的结合,防止密封件70自所述封闭件40裂开,从而避免产生产品不良的问题。
83.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
84.以上实施例仅表达了本实用新型的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1