一种加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置的制作方法
1.本实用新型属于再造烟叶生产加工技术领域,具体涉及一种加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置。
背景技术:
2.稠浆法再造烟叶的稠浆含水率高(80%左右),因此稠浆的流动性高,稠浆中的烟草原料、外加纤维、黏合剂及发烟剂分散性好,制备的稠浆法再造烟叶具有高均质化、耐加工性可调和导热均匀性好的特点,是其成为加热卷烟烟草段材料的主要原因之一。具有代表性的加热卷烟
‑‑
菲莫公司的iqos(内心加热)产品的烟草材料段就是稠浆法再造烟叶。
3.稠浆法再造烟叶的稠浆含水率高,既带来稠浆分散性好的优势,又带来稠浆中的纤维易结团沉降和成型后浆膜的厚度出现较大波动的劣势。因此,高含水率的稠浆稳定成型问题一直是研究的重点。如:cn106998785a公开了“用于生产均质化烟草材料的浇铸幅材的设备”,该专利主要控制钢带温度与流延箱中稠浆的温度差,温差优选0
‑
15℃,更优选0
‑
7℃,同时防止热冲击,使浆膜突然膨胀或收缩。cn201911097166.9公开了“一种加热不燃烧卷烟专用稠浆法再造烟叶的成型干燥系统”,该专利提到其稠浆是通过流延箱进行流延成型以及稠浆法再造烟叶片材干燥、剥离后厚通过厚度调整辊进行厚度的微调,没针对性的开发流延系统。cn 109700067 a公开了“一种稠浆薄片制作成型机及操作方法”,该专利公开了一种稠浆薄片制作成型机,其流延箱至于在轮毂上方,通过流延箱中的刮刀与钢带的间隙进行稠浆的流延成型。菲莫烟草公司在中国申请的专利 cn106998784a公开了“用于生产均质化烟草材料的浇铸幅板的浇铸设备”,该专利设置了一个剔除刮刀,把稠浆中形成的结块的浆膜剔除掉,再通过调整刮刀与钢带的间隙,进而实现稠浆法再造烟叶厚度精准调节的方法。
4.以上专利的流延箱都是固定在机架上,稠浆通过泵直接输送到流延箱中进行稠浆法再造烟叶的制备,同时为便于稠浆法再造烟叶从快速运行的钢带上完整剥离,采用的是喷涂的方式把脱模剂涂布在钢带上,以上工艺技术,在稠浆流延成型时但存在以下缺点:
5.(1)在稠浆法再造烟叶流延成型过程中,因成型钢带厚度偏差和轮毂圆周跳动,造成钢带与刮刀间隙的波动,进而使制备的浆膜和再造烟叶在纵向上的厚度、定量波动较大。
6.(2)稠浆通过一根输料管或多根输料管无缓冲的直接将输送至流延箱中,导致流延箱中的稠浆的横向高度、压力不一致,使制备的浆膜和再造烟叶在横幅厚度、定量波动较大。
7.(3)稠浆在流延成型时通常只有一把刮刀,处理浆膜的瞬时作业压力较大;并且钢带在快速(10
‑
30m/min)运行过程中,流延箱中的稠浆易出现翻滚,其中的纤维易结团,堵塞刮刀底部,进而制备的浆膜及稠浆法再造烟叶易出现破洞。
8.(4)由于脱模剂对稠浆法再造烟叶感官质量有影响,因此需控制脱模剂的使用量,而采用喷涂工艺喷涂脱模剂至钢带上时,易出现不均匀的现象,因此,当把稠浆涂布在喷涂脱模剂后的钢带上时,会导致浆膜、再造烟叶厚度的不均匀和感官品质的波动。
9.综上,均可导致加热卷烟烟支填充度不均匀,进而造成烟支的吸阻、重量波动较大。
10.因此,进一步提升稠浆法再造烟叶厚度的稳定性,保障稠浆法再造烟叶的均质化是人们希望的。
11.为了解决以上问题,提出本实用新型。
技术实现要素:
12.本实用新型专利开发出一种加热卷烟专用稠浆法再造烟叶的恒态布浆成型系统,可实现稠浆的稳定流延,提升制备的浆膜及稠浆法再造烟叶在纵向厚度及定量的稳定性,避免由于纤维团堵塞刮刀底部而造成浆膜及稠浆法再造烟叶的破洞,提高稠浆法再造烟叶的“成纸率”。
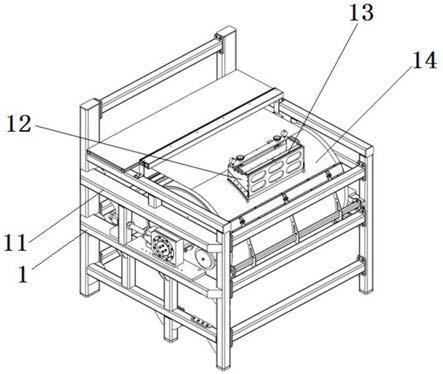
13.本实用新型提供一种加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置,其包括随动式流延成型单元1、帘式进料单元2、脱模剂辊涂单元3;
14.所述随动式流延成型单元1包括机架11、流延箱13、成型钢带14、轮毂17;所述轮毂17固定在所述机架11上,所述成型钢带14随着所述轮毂17转动向下游运动;所述流延箱13侧壁为流延箱侧板12,所述流延箱13通过所述流延箱侧板12 放置于所述成型钢带14上,所述流延箱13可随着所述成型钢带14在竖直方向上轻微上下浮动;所述流延箱13的稠浆出口处具有流延刮刀16,所述流延刮刀16和所述成型钢带14具有一定间隙;
15.所述帘式进料单元2包括稠浆缓冲槽21、稠浆出料管22、稠浆进料管23,所述稠浆缓冲槽21出口与上游端的所述流延箱13后壁之间具有一定间隙;
16.所述脱模剂辊涂单元3包括涂布辊31、脱模剂料槽32、脱模剂进料管33;所述涂布辊31由所述成型钢带14带动同向转动,通过调整所述涂布辊31与所述成型钢带14之间压力进行脱模剂涂布量的调整。
17.其中,上下轻微浮动是指在竖直方向上(即与水平成型钢带的垂直方向)上下浮动范围很小,所述流延箱13可随着所述成型钢带14在竖直方向上上下浮动,浮动范围为0
‑
0.5mm;
18.优选地,所述流延刮刀16为两个,分别为远离所述成型钢带14运动方向的第一流延刮刀161和靠近所述成型钢带14运动方向的第二流延刮刀162;所述第二流延刮刀162的下端面为圆弧形,所述第一流延刮刀161的下端面可以为斜线型也可以为圆弧形,当为斜线形时,所述第一流延刮刀161的下端面与所述成型钢带14 之间的夹角为10
‑
90
°
。
19.优选地,所述第一流延刮刀161与所述成型钢带14之间为第一间隙,所述第二流延刮刀162与所述成型钢带14之间为第二间隙,所述第一间隙为0
‑
7mm;所述第二间隙为0
‑
5mm;更优选地,所述第一间隙为1
‑
1.2mm;所述第二间隙为 0.7
‑
1mm,其中所述第一间隙和所述第二间隙要根据稠浆浓度和成型钢带14运行速度进行调整,当稠浆浓度高、成型钢带14速度快时,所述第一间隙和所述第二间隙要低一点,反之要高一点。所述第一间隙大于所述第二间隙的20%。
20.本实用新型在流延箱中设置了两把流延刮刀,采用双刮刀形式,其中第一流延刮刀161与所述成型钢带14之间的第一间隙要高出第二流延刮刀162与所述成型钢带14之间的第二间隙的20%。再造烟叶稠浆在第一流延刮刀161的处理下,初步整理了稠浆中的纤维
或者先把较大的纤维团进行过滤;经过第一流延刮刀 161初步制备的浆膜,再经过第二流延刮刀162精准刮涂、整理,避免了由于纤维团堵塞刮刀底部而造成浆膜及稠浆法再造烟叶的破洞,提高稠浆法再造烟叶的“成纸率”。进一步的,所述第二流延刮刀162的下端面为圆弧形,进一步保证稠浆流延厚度保持稳定,提高了稠浆法再造烟叶厚度的稳定性。
21.优选地,所述稠浆缓冲槽21出口与上游端的所述流延箱侧板12之间为第三间隙,所述第三间隙为0.10
‑
0.30mm。更优选地,稠浆缓冲槽21出口与流延箱13的后壁间隙为0.15mm。
22.本实用新型开发了帘式进料单元。使稠浆先进入流延箱上方的稠浆缓冲槽21 中,然后使稠浆从稠浆缓冲槽21中沿着流延箱13的后壁呈瀑布样“水帘式”的流延下来,避免了现有技术中直接通过一根输料管或多根输料管无缓冲的直接向流延箱里进稠浆造成对流延箱中稠浆的冲击,以保持流延箱中稠浆的横向高度、压力的一致,使其制备的浆膜和稠浆法再造烟叶的横向厚度、定量保持稳定。
23.优选地,所述流延箱13上方具有调节手轮15,通过调节手轮15可以调节所述流延刮刀16和所述成型钢带14的间隙。
24.优选地,所述成型钢带14与所述轮毂17的纵截面具有上切点和下切点,所述流延箱13安装于轮毂17上切点的与所述成型钢带14运动方向相反的一侧,所述流延箱13纵截面中所述流延刮刀16与所述轮毂17中心的连线与所述上切点与所述轮毂17中心的连线之间的夹角为8~20
°
;在该位置,成型钢带14的张力较大,成型钢带14比较平整,流延成型的浆膜厚度均匀性较好。
25.所述流延箱13可随着所述成型钢带14在竖直方向上上下浮动,浮动范围为 0
‑
0.5mm。
26.优选地,所述流延刮刀16的材料在20~100℃时,其热膨胀系数≤1.5
×
10
‑6/℃;此处限定流延刮刀16材料的热膨胀系数的原因在于,流延箱中再造烟叶稠浆的温度通常在60℃左右,而如果流延刮刀16材料的热膨胀系数过高,就会导致流延刮刀16受热发生变形,从而导致再造烟叶浆膜的厚度不均匀。所述流延箱侧板12 使用低摩擦系数材料制成,其摩擦系数≤0.15;例如全氟烷氧基树脂、聚四氟乙烯等材料。本实用新型装置的流延箱13直接放置到所述成型钢带14上,通过流延箱侧板12与所述成型钢带14接触,由于所述流延箱侧板12的摩擦系数较低,保证了所述流延箱13再随着所述成型钢带14在竖直方向上上下运动的时候,不会随着所述成型钢带14向下游运动。通过调节手轮15可以调节所述流延刮刀16和所述成型钢带14的间隙,所述调节手轮15位移调整精度≤0.05mm。
27.优选地,所述流延箱13背离所述成型钢带14运动方向的一侧与所述机架11 连接,以使所述流延箱13不随所述成型钢带14向下游移动。
28.优选地,所述涂布辊31为被动辊,材质为食品级硅橡胶;通过调整所述涂布辊31与所述成型钢带14之间压力进行脱模剂涂布量的调整,压力调整范围 0
‑
0.5mpa,更优选地为0.30mpa;所述涂布辊31浸入脱模剂料槽32中的深度为 0
‑
40cm,且不为0,更优选地为15cm。
29.本实用新型开发了脱模剂的辊涂工艺单元。采用辊涂工艺把脱模剂均匀涂布在钢带上,提高了浆膜成型的均匀性,保障了稠浆法再造烟叶厚度的稳定。解决了了现有技术中直接把脱模剂喷涂至钢带上时,造成的脱模剂在钢带上不均匀的现象,进而导致浆膜及再造烟叶厚度的不均匀的问题。
30.本实用新型提供一种提高加热卷烟专用稠浆法再造烟叶厚度均匀性的方法,使用本实用新型所述的恒态布浆成型装置制备加热卷烟专用稠浆法再造烟叶。
31.本实用新型随动式稠浆法再造烟叶流延成型装置,可以适用于再加热卷烟的再造烟叶的制备。
32.相对于现有技术,本实用新型具有以下有益效果:
33.1、本实用新型克服现有技术中将所述流延箱13和轮毂17均固定在机架11上的技术偏见,仅将轮毂17固定到机架11上,将流延箱13放置与所述成型钢带14 上,所述成型钢带14随着所述轮毂17转动向下游运动,由于流延箱13和所述成型钢带14是直接接触的,所以流延箱13在竖直方向上随着所述成型钢带14上下轻微浮动运动,这样即便当成型钢带厚度偏差及轮毂圆周跳动情况时,仍能保证流延刮刀与成型钢带上表面间隙稳定不变,从而使得稠浆流延厚度保持稳定,提高了稠浆法再造烟叶厚度的稳定性,保障了加热卷烟支吸阻、重量的稳定性。
34.2、本实用新型在流延箱中设置了两把流延刮刀,采用双刮刀形式,其中第一流延刮刀161与所述成型钢带14之间的第一间隙要高出第二流延刮刀162与所述成型钢带14之间的第二间隙的20%。稠浆在第一流延刮刀161的处理下,初步整理了稠浆中的纤维或者先把较大的纤维团进行过滤;经过第一流延刮刀161初步制备的浆膜,再经过第二流延刮刀162精准刮涂、整理,避免了由于纤维团堵塞刮刀底部而造成浆膜及稠浆法再造烟叶的破洞,提高稠浆法再造烟叶的“成纸率”。进一步的,所述第二流延刮刀162的下端面为圆弧形,进一步保证稠浆流延厚度保持稳定,提高了稠浆法再造烟叶厚度的稳定性。
35.4、本实用新型开发了帘式进料单元。使稠浆先进入流延箱上方的稠浆缓冲槽21中,然后使稠浆从稠浆缓冲槽21中沿着流延箱13的后壁呈瀑布样“水帘式”的流延下来,避免了现有技术中直接通过一根输料管或多根输料管直接向流延箱里进行料造成对流延箱中稠浆的冲击,以保持流延箱中稠浆的横向高度、压力的一致,使其制备的浆膜和稠浆法再造烟叶的横向厚度、定量保持稳定。
36.5、本实用新型开发了脱模剂的辊涂工艺单元。采用辊涂工艺把脱模剂均匀涂布在钢带上,提高了浆膜成型的均匀性,保障了稠浆法再造烟叶厚度的稳定。解决了了现有技术中直接把脱模剂喷涂至钢带上时,造成的脱模剂在钢带上不均匀的现象,进而导致浆膜及再造烟叶厚度的不均匀的问题。
37.6、本实用新型随动式稠浆法再造烟叶流延成型装置,所述流延箱侧板12使用低摩擦系数材料制成,其摩擦系数≤0.15。本实用新型装置的流延箱13直接放置到所述成型钢带14上,通过流延箱侧板12与所述成型钢带14接触,由于所述流延箱侧板12的摩擦系数较低,保证了所述流延箱13再随着所述成型钢带14在竖直方向上上下轻微浮动的时候,不会随着所述成型钢带14向下游运动。
38.7、本实用新型随动式稠浆法再造烟叶流延成型装置具有调节手轮15,通过调节手轮15可以手动调节所述流延刮刀16和所述成型钢带14的间隙。
39.8、在本实用新型优选地实施方案中,所述流延箱13背离所述成型钢带14运动方向的一侧与所述机架11连接,进一步保证所述流延箱13不随所述成型钢带14 向下游移动。
40.9、本实用新型随动式稠浆法再造烟叶流延成型装置中,所述成型钢带14与所述轮毂17的纵截面具有上切点和下切点,所述流延箱13安装于轮毂17上切点的与所述成型钢带
14运动方向相反的一侧,所述流延箱13纵截面中所述流延刮刀16 与所述轮毂17中心的连线与所述上切点与所述轮毂17中心的连线之间的夹角为 8~20
°
。在该位置,成型钢带14的张力较大,成型钢带14比较平整,流延成型的浆膜厚度均匀性较好。
41.10、本实用新型随动式稠浆法再造烟叶流延成型装置中,所述流延刮刀16 的材料在20~100℃时,其热膨胀系数≤1.5
×
10
‑6/℃。此处限定流延刮刀16材料的热膨胀系数的原因在于,流延箱中稠浆的温度通常在60℃左右,而如果流延刮刀 16材料的热膨胀系数过高,就会导致流延刮刀16受热发生变形,从而导致再造烟叶浆膜的厚度不均匀。
附图说明
42.图1本实用新型加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置中随动式流延成型单元1结构示意图;
43.图2本实用新型帘式进料单元2、流延刮刀16、流延箱13、成型钢带14 和轮毂17安装位置的纵截面图;
44.图3本实用新型流延刮刀16和成型钢带14位置关系示意图;
45.图4本实用新型加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置中帘式进料单元2结构示意图;
46.图5本实用新型加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置中脱模剂辊涂单元3结构示意图;
47.附图标记在附图说明中的名称为:1
‑
随动式流延成型单元、2
‑
帘式进料单元、 3
‑
脱模剂辊涂单元、11
‑
机架、12
‑
流延箱侧板、13
‑
流延箱、14
‑
成型钢带、15
‑
调节手轮、16
‑
流延刮刀、17
‑
轮毂、21
‑
稠浆缓冲槽、22
‑
稠浆出料管、23
‑
稠浆进料管、31
‑
涂布辊、32
‑
脱模剂料槽、33
‑
脱模剂进料管、161
‑
第一流延刮刀、162
‑
第二流延刮刀。
具体实施方式
48.下面结合附图对本实用新型进行详细阐述。显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
49.如图1
‑
5,本实施例提供一种加热卷烟专用稠浆法再造烟叶的恒态布浆成型装置,其包括随动式流延成型单元1、帘式进料单元2、脱模剂辊涂单元3;
50.所述随动式流延成型单元1包括机架11、流延箱13、成型钢带14、轮毂17;所述轮毂17固定在所述机架11上,所述成型钢带14随着所述轮毂17转动向下游运动;所述流延箱13侧壁为流延箱侧板12,所述流延箱13通过所述流延箱侧板12 放置于所述成型钢带14上,所述流延箱13可随着所述成型钢带14在竖直方向上轻微上下浮动;所述流延箱13的稠浆出口处具有流延刮刀16,所述流延刮刀16和所述成型钢带14具有一定间隙;
51.所述帘式进料单元2包括稠浆缓冲槽21、稠浆出料管22、稠浆进料管23,所述稠浆缓冲槽21出口与上游端的所述流延箱13后壁之间具有一定间隙;
52.所述脱模剂辊涂单元3包括涂布辊31、脱模剂料槽32、脱模剂进料管33;所述涂布辊31由所述成型钢带14带动同向转动,通过调整所述涂布辊31与所述成型钢带14之间压力进行脱模剂涂布量的调整。
53.其中,上下轻微浮动是指在竖直方向上(即与水平成型钢带的垂直方向)上下浮动范围很小,所述流延箱13可随着所述成型钢带14在竖直方向上上下浮动,浮动范围为0
‑
0.5mm;
54.所述流延刮刀16为两个,分别为远离所述成型钢带14运动方向的第一流延刮刀161和靠近所述成型钢带14运动方向的第二流延刮刀162;所述第二流延刮刀 162的下端面为圆弧形,所述第一流延刮刀161的下端面为斜线型,所述第一流延刮刀161的下端面与所述成型钢带14之间的夹角α为60
°
。
55.图3中分别示出了下端面为斜线型的流延刮刀,和下端面为圆弧形的流延刮刀。
56.所述第一流延刮刀161与所述成型钢带14之间为第一间隙,所述第二流延刮刀162与所述成型钢带14之间为第二间隙,所述第一间隙为1mm;所述第二间隙为0.8mm。
57.本实用新型在流延箱中设置了两把流延刮刀,采用双刮刀形式,其中第一流延刮刀161与所述成型钢带14之间的第一间隙要高出第二流延刮刀162与所述成型钢带14之间的第二间隙的20%。稠浆在第一流延刮刀161的处理下,初步整理了稠浆中的纤维或者先把较大的纤维团进行过滤;经过第一流延刮刀161初步制备的浆膜,再经过第二流延刮刀162精准刮涂、整理,避免了由于纤维团堵塞刮刀底部而造成浆膜及稠浆法再造烟叶的破洞,提高稠浆法再造烟叶的“成纸率”。进一步的,所述第二流延刮刀162的下端面为圆弧形,进一步保证稠浆流延厚度保持稳定,提高了稠浆法再造烟叶厚度的稳定性。
58.所述稠浆缓冲槽21出口与上游端的所述流延箱侧板12之间为第三间隙,所述第三间隙为0.15mm。
59.本实用新型开发了帘式进料单元。使稠浆先进入流延箱上方的稠浆缓冲槽21 中,然后使稠浆从稠浆缓冲槽21中沿着流延箱13的后壁呈瀑布样“水帘式”的流延下来,避免了现有技术中直接通过一根输料管或多根输料管无缓冲的直接向流延箱里进稠浆造成对流延箱中稠浆的冲击,以保持流延箱中稠浆的横向高度、压力的一致,使其制备的浆膜和稠浆法再造烟叶的横向厚度、定量保持稳定。
60.所述流延箱13上方具有调节手轮15,通过调节手轮15可以调节所述流延刮刀 16和所述成型钢带14的间隙。
61.所述成型钢带14与所述轮毂17的纵截面具有上切点和下切点,所述流延箱13 安装于轮毂17上切点的与所述成型钢带14运动方向相反的一侧,所述流延箱13 纵截面中所述流延刮刀16与所述轮毂17中心的连线与所述上切点与所述轮毂17 中心的连线之间的夹角为12
°
;在该位置,成型钢带14的张力较大,成型钢带14 比较平整,流延成型的浆膜厚度均匀性较好。
62.所述流延箱13可随着所述成型钢带14在竖直方向上上下浮动,浮动范围为 0
‑
0.5mm。
63.优选地,所述涂布辊31为被动辊,材质为食品级硅橡胶;通过调整所述涂布辊31与所述成型钢带14之间压力进行脱模剂涂布量的调整,压力为0.30mpa;所述涂布辊31浸入脱模剂料槽32中的深度为15cm。
64.本实用新型开发了脱模剂的辊涂工艺单元。采用辊涂工艺把脱模剂均匀涂布在钢带上,提高了浆膜成型的均匀性,保障了稠浆法再造烟叶厚度的稳定。解决了了现有技术中直接把脱模剂喷涂至钢带上时,造成的脱模剂在钢带上不均匀的现象,进而导致浆膜及再
造烟叶厚度的不均匀的问题。
65.如图2,所述成型钢带14与所述轮毂17的纵截面具有上切点和下切点,所述流延箱13安装于轮毂17上切点的与所述成型钢带14运动方向相反的一侧,所述流延箱13纵截面中所述流延刮刀6与所述轮毂17中心的连线与所述上切点与所述轮毂17中心的连线之间的夹角为12
°
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1