烟弹及烟弹的制造方法与流程
1.本发明涉及一种烟弹及烟弹的制造方法。
背景技术:
2.目前,已知有一种加热式烟草,其不燃烧源自烟草(nicotiana tobacum)属的植物的干烟叶或包括同属植物的再造烟草、再造烟草的碎屑、颗粒和/或它们的混合物,而在它们中通过醇类蒸气,以吸取包含源自烟叶的成分等转换成气相的气溶胶的气氛。另外,已知有一种电子烟,利用适当的电气部件使香料的酒精溶液或水溶液雾化或气化,以吸取所产生的蒸气和外部空气混合而成的气氛(以下,在本说明书中,将这样的加热式烟草和电子烟总称为“烟雾产品”)。这样的烟雾产品具有收纳气溶胶源的部件、产生气溶胶的部件、或形成气溶胶的流路的部件等。从加工的容易度、重量等观点来看,一般使用树脂制的部件作为这样的部件。
3.在制造烟雾产品的工序中,树脂制的部件有时与其他部件接合或焊接。作为将构成烟雾产品的树脂制的部件彼此、或树脂制的部件和金属制的部件接合的方法,已知有激光焊接法及超声波焊接法(参照专利文献1~4)。
4.现有技术文献
5.专利文献
6.专利文献1:国际公开第2020/081849号公报
7.专利文献2:国际公开第2020/023540号公报
8.专利文献3:美国专利公开第2020/0214343号公报
9.专利文献4:(日本)特开2018-019681号公报
技术实现要素:
10.发明所要解决的问题
11.在将这样的两部件焊接时,需要两部件的相互对位。为了进行部件相互的对位,考虑在一方的部件设置台阶状部,在另一方的部件设置与台阶状部嵌合的凸状部。然而,在将这样的凸状部和台阶状部接合时,熔融的树脂从接合部押出,固化的树脂(剩余部件)残留于接合部的周围。这样的剩余部件存在于烟雾产品的气溶胶流路中的情况下,通过气溶胶流路的气溶胶有可能凝缩成剩余部件,并贮存液滴。其结果是,有可能发生贮存的液滴进入用户的口内,或者由于气溶胶流路的截面积狭窄而使烟雾产品的性能不符合设计。
12.另外,这样的剩余部件有可能在烟雾产品的制造的后续工序中脱落,堆积于输送路,混入产品。即便剩余部件未脱落,也有损烟雾产品的美观。特别是,构成烟雾产品的主要收纳气溶胶源的盒(烟弹)中形成剩余部件的情况下,露出的剩余部件有可能被误认为气溶胶源中的异物。而且,在产生剩余部件的半成品不符合设计尺寸,因此在后续工序中容易翻倒或堵塞输送路。
13.本发明的目的在于在构成烟雾产品的烟弹中抑制从用于进行定位的部分产生剩
余部件。
14.用于解决问题的技术方案
15.根据第一方式,提供一种烟弹,其被装入具备加热气溶胶源的加热要素的烟雾产品的一部分。该烟弹具有:第一部件及第二部件,它们中的至少任一方由树脂形成;连接部,其一端与所述第一部件连接,另一端与所述第二部件连接且在所述第一部件和所述第二部件之间延伸;引导部,其从所述第一部件延伸,未与所述第二部件接合或焊接。所述第二部件具有供所述引导部嵌合的容纳部。
16.根据第一方式,因为第一部件具有引导部,第二部件具有容纳部,所以在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对第一部件进行定位。另外,因为该引导部未与第二部件接合或焊接,所以能够防止从引导部产生剩余部件。此外,本说明书中的“嵌合”不限于引导部和容纳部无间隙地嵌合的情况,也可包括以能够在容许范围内引导连接部相对于第二部件的位置的程度在引导部和容纳部之间具有间隙的同时引导部与容纳部嵌合的情况。即,本说明书中的“嵌合”也可包括“游隙嵌合”。
17.第二方式在第一方式的烟弹的基础上,主旨在于,具有供所述气溶胶源蒸发而生成的气溶胶通过的气溶胶流路,所述气溶胶流路的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
18.根据第二方式,因为第一部件及第二部件中的至少一个划定气溶胶流路,所以在划定这样的气溶胶流路的部件中,在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对连接部及第一部件进行定位。另外,在划定这样的气溶胶流路的部件中,能够防止从引导部产生剩余部件。进一步而言,第二方式的烟弹如上所述由树脂形成。通过两个部件以分别具有部件的至少一部分构成气溶胶流路的部位的方式一体模具成型,能够实现上述的由第一部件及第二部件的至少一部分划定气溶胶流路。由此,省略了分体成形时所需的组合工序或粘接的工序,因为没有嵌合部或粘接部位,所以是小型的树脂部件,同时,在消费者使用时,即使拿在手上也不容易坏,容易操作。另一方面,气溶胶流路的形状将设计制约在两个部件分别能够用模具一体成型的范围内。
19.第三方式在第一方式或第二方式的烟弹的基础上,主旨在于,具有能够收纳所述气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
20.根据第三方式,因为第一部件及第二部件中的至少一个划定能够收纳气溶胶源的空间,所以在划定这样的空间的部件中,在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对连接部及第一部件进行定位。另外,在划定这样的空间的部件中,能够防止从引导部产生剩余部件。进一步而言,引用第一方式及第二方式的第三方式的烟弹如上所述由树脂形成。两个部件以如下方式一体模具成型:分别具有部件的至少一部分构成气溶胶流路的部位,同时具有构成能够收纳气溶胶源的空间的部位,由此能够实现上述的内容,即具有能够收纳气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。由此,也可获得由第二方式所述的效果。
21.第四方式在第一~第三方式中任一方式的烟弹的基础上,主旨在于,所述加热要素的至少一部分收纳于所述第一部件及所述第二部件中的至少一个。
22.根据第四方式,因为第一部件及第二部件中的至少一个收纳加热要素的至少一部
分,所以在收纳这样的加热要素的部件中,在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对连接部及第一部件进行定位。另外,在收纳这样的加热要素的部件中,能够防止从引导部产生剩余部件。进一步而言,第四方式的烟弹在消费者使用其时,不要求与加热要素组合,能够简便地使用。
23.第五方式在第一~第四方式中任一方式的烟弹的基础上,主旨在于,所述引导部配置为从与所述连接部在所述第一部件和所述第二部件之间延伸的方向正交的方向观察时与所述连接部的所述另一端重叠。
24.根据第五方式,因为配置为引导部从侧方覆盖连接部的另一端,所以在将连接部与第二部件接合或焊接时产生的剩余部件由引导部覆盖,能够防止露出。
25.第六方式在第一~第五方式中任一方式的烟弹的基础上,主旨在于,所述第二部件具有与所述第一部件对置的对置面、形成于所述对置面的第一开口、以及划定所述第一开口的至少一部分的第一开口缘,所述容纳部是所述第一开口。
26.根据第六方式,通过引导部与第一开口嵌合,能够相对于第二部件对连接部及第一部件进行定位。此时,因为引导部与第一开口嵌合,所以从连接部产生的剩余部件朝向第一开口露出被引导部抑制。换言之,引导部能够防止剩余部件进入第一开口。此外,在本说明书中,第一部件和第二部件的“对置面”是指在连接部在第一部件和第二部件之间延伸的方向上直接对置的面,连接部以外的部件不介于第一部件的对置面和第二部件的对置面之间。第一部件和第二部件的“对置面”也能指相对于连接部在第一部件和第二部件之间延伸的方向具有角度的面。
27.第七方式在第六方式的烟弹的基础上,主旨在于,从所述连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述第一开口具有环状的形状,所述第一开口缘包括划定所述第一开口的外侧开口缘及内侧开口缘,从所述连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述引导部具有环状的形状,与所述外侧开口缘或所述内侧开口缘嵌合。
28.根据第七方式,具有环状的形状的引导部与第一开口的外侧开口缘或内侧开口缘嵌合,由此,能够相对于第二部件对连接部及第一部件进行定位。此时,因为引导部与外侧开口缘或内侧开口缘嵌合,所以从连接部产生的剩余部件朝向第一开口露出可被引导部抑制。换言之,引导部能够抑制剩余部件进入第一开口。
29.根据第八方式,提供一种烟弹的制造方法,制造第一~第七方式中任一方式的烟弹。在该烟弹的制造方法中,所述第一部件是盖部件,所述第二部件是筒状部件。该烟弹的制造方法包括:在所述筒状部件的一端连接包括所述加热要素的加热组件,将所述筒状部件的所述一端的开口封闭,在连接有所述加热组件的所述筒状部件的内部填充所述气溶胶源,在填充了所述气溶胶源的所述筒状部件的另一端接合或焊接所述连接部。
30.如果在未装入加热组件的有底的筒状部件中放入气溶胶源,则需要为了防止气溶胶源从筒状部件漏出而完成至加热组件的组装。与此相对,根据第八方式,因为能够在填充气溶胶源之前将加热组件装入筒状部件,所以例如能够将预先连接有加热组件的筒状部件制造成一个单元,之后输送,在另外的场所进行气溶胶源的填充及盖部件的接合或焊接。
31.第九方式在第八方式的烟弹的制造方法的基础上,主旨在于,包括:在所述筒状部件的所述另一端超声波焊接所述盖部件的所述连接部。
32.根据第十方式,提供一种烟弹的制造方法,制造第一~第七方式中任一方式的烟弹。该烟弹的制造方法包括:使所述引导部与所述容纳部嵌合,对所述第一部件和所述第二部件进行对位,将所述连接部的所述另一端与所述第二部件接合或焊接。
33.根据第十方式,在将与第一部件连接的连接部与第二部件接合或焊接时,能够使引导部与容纳部嵌合,相对于第二部件对连接部及第一部件进行定位。
34.第十一方式在第十方式的烟弹的制造方法的基础上,主旨在于,包括:所述引导部与所述连接部平行地延伸,比在所述连接部延伸的方向上与所述第二部件接合或焊接前的所述连接部长,所述制造方法中,在将所述连接部的所述另一端与所述第二部件接合或焊接前,使所述引导部与所述容纳部嵌合,对所述第一部件和所述第二部件进行对位。
35.根据第十一方式,因为引导部比与第二部件接合或焊接之前的连接部长,所以在将与第一部件连接的连接部与第二部件接合或焊接之前,能够对第一部件和第二部件进行对位。
附图说明
36.图1是本实施方式的烟雾产品的分解立体图。
37.图2是烟弹的分解立体图。
38.图3a是盒主体的立体图。
39.图3b是从图3a所示的箭头3b-3b观察的盒主体的剖视图。
40.图4a是盖的立体图。
41.图4b是包括盖的中心的剖视图。
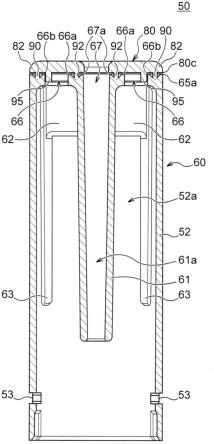
42.图5a是沿着盒的长度方向切断的剖视图。
43.图5b是图5a所示的盖和盒主体的连接部的放大图。
44.图6a是表示烟弹的制造工序的概略图。
45.图6b是表示烟弹的制造工序的概略图。
46.图6c是表示烟弹的制造工序的概略图。
47.图6d是表示烟弹的制造工序的概略图。
48.图6e是表示烟弹的制造工序的概略图。
49.图6f是表示烟弹的制造工序的概略图。
具体实施方式
50.以下,参照附图对本发明的实施方式进行说明。在以下说明的附图中,对相同或相当的构成要素标注相同的标记并省略重复的说明。
51.图1是本实施方式的烟雾产品的分解立体图。烟雾产品100是用于如下操作的装置:在烟雾产品100中,利用多个产生气溶胶的方式中的、使通过用电加热器将从烟弹的收纳部向外部导出的气溶胶源加热或使超声波作用于该气溶胶源进行雾化而生成的气溶胶通过再造烟草的碎屑、颗粒,从而吸取包含源自烟叶的成分等转换成气相的气溶胶的气氛。此外,不限于此,烟雾产品100也可以用于将尼古丁薄荷醇等成分、将香料和醇类混合的气溶胶源加热或雾化,吸取包含香味成分的气溶胶的装置。
52.如图1所示,烟雾产品100具有主体单元10、可装拆地安装于主体单元10的烟弹30
及烟囊12。主体单元10具有电源单元14、保持单元16以及烟嘴18。电源单元14、保持单元16及烟嘴18分别形成为筒状。烟嘴18例如可螺纹连接于保持单元16的一端,电源单元14可连接于保持单元16的另一端。在本说明书中,将烟嘴18、保持单元16及电源单元14连结的方向称为长度方向。
53.电源单元14具有蓄电池14a、开关14b、销电极14c以及卡合部14d。蓄电池14a收纳于电源单元14的内部。在组装了烟雾产品100的状态下,例如通过长按开关14b,能够切换烟雾产品100的电源的接通和断开。销电极14c通过在将烟弹30收纳于保持单元16内的状态下组装烟雾产品100,能够与烟弹30的后述的电极接触,将蓄电池14a和电极电连接。卡合部14d通过与保持单元16内的未图示的被卡合部卡合,能够将保持单元16和电源单元14卡合。电源单元14具备控制从蓄电池14a向烟弹30的电极供给的电力的控制部14e。另外,电源单元14可具备未图示的抽吸传感器。在该情况下,控制部14e能够控制蓄电池14a,以在探测到抽吸时从蓄电池14a向烟弹30供给电力。
54.保持单元16具有筒体16a,使烟弹30的后述的电极朝向电源单元14侧,将烟弹30收纳于筒体16a内。在保持单元16收纳烟弹30的状态下,通过在保持单元16上安装烟嘴18,可将烟弹30固定在保持单元16内。保持单元16在筒体16a中具有用于辨识收纳于烟弹30的气溶胶源的窗16c和用于向烟弹30供给空气的气孔16b。
55.烟嘴18具有与保持单元16螺合的螺合部18a和从螺合部18a沿长度方向延伸的筒状部18b。用户能够含住筒状部18b,吸取由烟雾产品100生成的气溶胶。
56.烟囊12具有在内部收纳再造烟草的碎屑、颗粒的胶囊部12a和过滤器部12b。胶囊部12a为筒状,在一端面形成有例如网眼,在另一端面形成有开口。可将形成于胶囊部12a的一端面的网眼的尺寸设计为收纳于胶囊部12a的再造烟草的碎屑、颗粒不从胶囊部12a漏出。过滤器部12b以将胶囊部12a的开口封闭的方式与开口嵌合。烟囊12可从与保持单元16相反侧以能够沿长度方向装拆的方式安装在烟嘴18的筒状部18b内。
57.烟弹30构成为储存液体的气溶胶源,并根据来自电源单元14的电力的供给将气溶胶源雾化而生成气溶胶。气溶胶源可由例如水、丙二醇及甘油中的至少一个构成。烟弹30的具体结构之后说明。这样,具有将气溶胶源雾化的雾化功能的烟弹30有时被称为雾化烟弹。
58.对烟雾产品100的使用方法进行说明。首先,在组装了烟雾产品100的状态下,按下开关14b,接通电源。接着,用户含住筒状部18b进行吸取。此时,如果电源单元14的未图示的抽吸传感器探测到用户的吸取,则从电源单元14的蓄电池14a向烟弹30的电极供给电力,在烟弹30中生成气溶胶。由烟弹30生成的气溶胶随着用户的抽吸而通过烟囊12内的再造烟草的碎屑、颗粒,随着源自烟叶的成分等被供给至用户的口内。
59.接下来,对图1所示的烟弹30详细地进行说明。图2是烟弹30的分解立体图。如图2所示,烟弹30具有有底圆筒状的盒50、收纳于盒50内的大致圆盘状的垫圈31、大致圆盘状的网体32、加热部33、雾化容器34以及加热器保持架35。
60.盒50具有用于将垫圈31、网体32、加热部33、雾化容器34、加热器保持架35投入内部的开口51、划定开口51的周壁52、以及形成于周壁52的一对卡合孔53。卡合孔53用于将加热器保持架35固定于盒50。
61.垫圈31形成为外径与盒50的内径大致相同。垫圈31进行网体32的定位,并且保持网体32的形状。垫圈31在径向中央具有能够插入盒50的后述的流路管61(参照图3a、图3b)
的插入孔31a,在插入孔31a的周围具有供盒50内的气溶胶源流通的开口31b(图中为四个)。以在该插入孔31a中插入后述的流路管61的方式在盒50内收纳垫圈31。
62.网体32以覆盖垫圈31的开口31b的方式与垫圈31相接而配置。网体32是由例如棉等纤维构成的多孔性部件,构成为保持通过垫圈31的开口31b的气溶胶源。在网体32的径向中央形成有能够插入后述的流路管61的插入孔32a。通过在该插入孔32a中插入后述的流路管61,且网体32与垫圈31接触,对网体32进行定位。
63.加热部33构成为将液体的气溶胶源雾化。加热部33具有大致u字状的芯绳33a和卷绕于芯绳33a的周围的电热丝33b(相当于加热要素的一例)。芯绳33a由玻璃纤维等构成,构成为吸收并保持在网体32上保持的气溶胶源。通过电热丝33b将保持于芯绳33a的气溶胶源加热并雾化,生成气溶胶。在图2中,以网体32和加热部33为一体的方式进行图示,但加热部33收纳于雾化容器34内,与加热器保持架35连接,与雾化容器34及加热器保持架35一起构成加热组件38。
64.雾化容器34具有收纳加热部33的容器部34a和与加热器保持架35嵌合的嵌合部34b。雾化容器34由具有弹性的部件,例如有机硅树脂等树脂材料形成。如图所示,嵌合部34b具有十字状的槽部34c和由槽部34c形成的突部34d。收纳于容器部34a的加热部33的电热丝33b的端部从未图示的孔进入槽部34c,卷绕于突部34d。
65.加热器保持架35整体形成为大致杯状,具有侧壁部35a、底壁部35b以及一对电极35c。一对电极35c如图所示露出到底壁部35b的底面,并且也露出到侧壁部35a的内侧。雾化容器34的嵌合部34b与侧壁部35a嵌合。此时,构成为卷绕于嵌合部34b的突部34d的电热丝33b的端部分别与一对电极35c中的每一个接触。侧壁部35a具有与盒50的卡合孔53卡合的爪35d。
66.通过将雾化容器34的嵌合部34b与加热器保持架35嵌合且将加热部33收纳于雾化容器34的容器部34a来组装加热组件38。通过使加热组件38与盒50嵌合且使爪35d与盒50的卡合孔53卡合,加热部33的芯绳33a与网体32接触,同时加热组件38被固定于盒50。由此,盒50的开口51被加热组件38封闭。
67.接下来,对图2所示的盒50的结构详细地进行说明。在本实施方式中,盒50由至少两个部件和将两个部件相互连接的连接部形成。具体而言,本实施方式的盒50具有盒主体60(相当于筒状部件的一例)和盖80(相当于盖部件的一例),通过将这些盒主体60和盖80经由连接部相互连接而形成盒50(盒主体60和盖80分别相当于第一部件或第二部件的一例)。在本实施方式中,盒主体60及盖80均由树脂形成,但不限于此,可以是盒主体60及盖80中的任一方由树脂形成,另一方由另外的材料,例如金属形成。
68.图3a是盒主体60的立体图。图3b是从图3a所示的箭头3b-3b观察的盒主体60的剖视图。如图3a所示,在本说明书中,将盒主体60的烟嘴18侧的端部设为第一端部60a,将相反侧的端部称为第二端部60b。如图3a及图3b所示,盒主体60具有周壁52和流路管61。周壁52划定能够收纳气溶胶源的空间52a的一部分。流路管61划定供由于气溶胶源蒸发而生成的气溶胶通过的气溶胶流路61a的一部分。在本说明书中,将流路管61及周壁52延伸的方向称为长度方向。流路管61配置于周壁52的内部,与周壁52一起划定空间52a的一部分。换言之,在周壁52的内表面和流路管61的外表面之间形成有空间52a。如图3b所示,流路管61延伸到盒主体60的第一端部60a,构成第一端部60a的端面的一部分。在图示的例子中,盒主体60整
体为圆筒状或圆柱状,但不限于此,可具有方筒状等任意的形状。
69.在周壁52的内表面和流路管61的外表面之间设置有横跨这些周壁52和流路管的多个(图示的例子中为三个)肋62。即,肋62构成为支承流路管61。在图示的例子中,肋62设置于盒主体60的第一端部60a侧,且以从长度方向观察时成为放射状的方式在周向上以等间隔配置。
70.凸部63和肋62一体形成于周壁52的内表面。凸部63从肋62朝向第二端部60b沿长度方向延伸。凸部63从第二端部60b侧的肋62的端部延伸到流路管61的第二端部60b侧的前端的跟前。凸部63提高盒主体60的机械强度,并且进行垫圈31的定位。
71.盒主体60具有用于插入图2所示的垫圈31、网体32及加热组件38的开口51。在比盒主体60的流路管61靠第二端部60b侧的空间64中收纳有包括电热丝33b的加热组件38的至少一部分。加热组件38的一部分也可以不收纳于空间64,而是向盒主体60的外部突出。
72.盒主体60在第一端部60a具有与后述的盖80对置的对置面65(相当于第二对置面的一例)。在此,盒主体60的对置面65是指在后述的第一连接部90及第二连接部92延伸的方向(长度方向)上与盖80直接对置的面。以下,有时将第一连接部90及第二连接部92延伸的方向称为长度方向。对置面65也能指与盖80直接对置且相对于长度方向具有角度的面。因此,盒主体60的周壁52的外表面因为与长度方向大致平行地延伸,所以不是盖80的对置面,盒主体60的第二端部60b的端面因为不与盖80直接对置,所以不是对置面。如图3b所示,对置面65具有最外缘65a(相当于第二最外缘的一例)。在图示的例子中,最外缘65a从长度方向观察时为圆形,但不限于此,最外缘65a可具有任意的形状。
73.如图3a及图3b所示,可在对置面65上形成第一开口66。在图示的例子中,从长度方向观察时,第一开口66具有环状的形状,由形成于对置面65的内侧开口缘66a(相当于第一开口缘的一例)和外侧开口缘66b(相当于第一开口缘的一例)划定。因此,从长度方向观察时,内侧开口缘66a及外侧开口缘66b分别为圆形。在该情况下,内侧开口缘66a及外侧开口缘66b优选位于同心圆上。在本实施方式中,第一开口66与能够收纳气溶胶源的空间52a连通。
74.另外,还可在对置面65上形成第二开口67。在图示的例子中,第二开口67具有从长度方向观察时为圆形的形状,由形成于对置面65的第二开口缘67a划定。因此,从长度方向观察时,第二开口缘67a为圆形。在本实施方式中,第二开口67与气溶胶流路61a连通。此外,在本实施方式中,第二开口67的形状为圆形,但不限于此,也可以与第一开口66同样为环状,在该情况下,第二开口缘67a作为外侧的开口缘划定第二开口67的一部分。
75.如图3a及图3b所示,对置面65可具有设置于最外缘65a和外侧开口缘66b之间的第一凹部68(相当于凹部的一例)和设置于内侧开口缘66a和第二开口缘67a之间的第二凹部69(相当于凹部的一例)。第一凹部68和第二凹部69能够将至少任一方设置于对置面65。或者,也能够省略第一凹部68和第二凹部69。
76.如图3a所示,在本实施方式中,第一凹部68及第二凹部69是沿着盒主体60的周向延伸的环状的槽。然而,不限于此,第一凹部68及第二凹部69的平面形状是任意的。如图3b所示,第一凹部68具有底部68a和侧壁部68b。在图示的例子中,侧壁部68b以第一凹部68的宽度朝向底部68a缩小方式具有锥面68b。另外,第二凹部69具有底部69a和侧壁部69b。在图示的例子中,侧壁部69b以第二凹部69的宽度朝向底部69a缩小的方式具有锥面69b。
77.图4a是盖80的立体图。图4b是包括盖80的中心的剖视图。如图4a及图4b所示,盖80具有大致圆盘状的平板部80a。在平板部80a的大致中央部可设置有与盒主体60的第二开口67连通的开口80b。在盖80上设置有其一端与平板部80a的一面连接的第一连接部90(相当于连接部的一例)及第二连接部92(相当于连接部的一例)。第一连接部90或第二连接部92可以与盖80一体形成,也可以通过接合或焊接连接于盖80。另外,第一连接部90和第二连接部92也可以仅将任一方设置于盖80。第一连接部90及第二连接部92的另一端与盒主体60接合或焊接。从第二连接部92在盖80和盒主体60之间延伸的方向观察时,第二连接部92位于第一连接部90的内侧。另外,如图4a所示,第一连接部90及第二连接部92可以是从第一连接部90及第二连接部92在盖80和盒主体60之间延伸的方向(长度方向)观察时具有环状的形状的突条部。该突条部的截面形状在图4b中为矩形,但不限于此,可以是三角形等多边形,也可以是突条部的前端如圆形这样带有圆角。另外,该突条部的截面形状和第一凹部68或第二凹部69的截面形状优选不相似。另外,第一连接部90和第二连接部92优选在与长度方向正交的截面上配置于大致同心圆上。由此,能够在盒50的中央形成与能够可能的空间52a分离的气溶胶流路61a。
78.第一连接部90的另一端与盒主体60的第一凹部68接合或焊接。由此,能够将由于第一连接部90的接合或焊接而产生的熔化的材料(剩余部件)贮存在第一凹部68内。因此,能够抑制第一连接部90的剩余部件从盖80和盒主体60之间露出。另外,第一连接部90的另一端也能够离开盒主体60的对置面65的最外缘65a,与对置面65接合或焊接。由此,能够抑制第一连接部90的剩余部件从盒主体60的对置面65的最外缘65a露出。第一连接部90的另一端也能够离开外侧开口缘66b,与盒主体60的对置面65接合或焊接。由此,能够抑制第一连接部90的剩余部件露出到第一开口66。第一连接部90的另一端优选与第一凹部68的底部68a接合或焊接。由此,能够将第一连接部90的剩余部件贮存到底部68a,第一凹部68能够高效地收纳剩余部件。
79.第二连接部92的另一端与盒主体60的第二凹部69接合或焊接。由此,能够将由于第二连接部92的接合或焊接而产生的熔化的材料(剩余部件)贮存在第二凹部69内。因此,能够抑制第二连接部92的剩余部件从盖80和盒主体60之间露出。第二连接部92的另一端也能够离开内侧开口缘66a,与盒主体60的对置面65接合或焊接。由此,能够抑制第二连接部92的剩余部件露出到第一开口66。另外,第二连接部92的另一端也能够离开第二开口缘67a,与对置面65接合或焊接。由此,也能够抑制第二连接部92的剩余部件露出到第二开口67。第二连接部92的另一端优选与第二凹部69的底部69a接合或焊接。由此,能够将第二连接部92的剩余部件贮存到底部69a,第二凹部69能够高效地收纳剩余部件。第一连接部90和第二连接部92可优选通过超声波焊接与盒主体60焊接。
80.盖80具有与盒主体60对置的对置面80d(相当于第一对置面的一例)。在此,盖80的对置面80d是指在长度方向上与盒主体60直接对置的面。另外,对置面80d也能够指与盒主体60直接对置且相对于长度方向具有角度的面。如图4b所示,对置面80d具有最外缘80c(相当于第一最外缘的一例)。在图示的例子中,从长度方向观察时,最外缘80c为圆形,但不限于此,最外缘80c可具有任意的形状。另外,对置面80d具有划定开口80b的开口缘80e。也能将开口缘80e称为盖80的最内缘。
81.通过盖80经由第一连接部90及第二连接部92与盒主体60连接,将盒主体60的第一
开口66封闭。此时,盖80划定气溶胶流路61a的一部分,盖80的开口80b构成气溶胶流路61a的一部分。另外,由于盒主体60的第一开口66被盖80封闭,从而盖80划定能够收纳气溶胶源的空间52a的一部分。
82.在盖80上还设置有从盖80的对置面80d延伸的引导部95。如图4a所示,从长度方向观察时,引导部95可具有环状的形状。引导部95的形状是任意的,例如,也可以设置有销状的多个引导部95。在本实施方式中,引导部95构成为与盒主体60的第一开口66嵌合。更具体而言,引导部95构成为与划定第一开口66的外侧开口缘66b嵌合。由此,在将第一连接部90及第二连接部92与盒主体60接合或焊接时,能够相对于盒主体60对盖80进行定位。此时,因为引导部95与第一开口66的外侧开口缘66b嵌合,所以从第一连接部90产生的剩余部件朝向第一开口66露出被引导部95抑制。换言之,引导部95能够防止第一连接部90的剩余部件进入第一开口66。
83.引导部95也可以以与划定第一开口66的内侧开口缘66a嵌合的方式设置于盖80。另外,也可以以与内侧开口缘66a和外侧开口缘66b双方嵌合的方式将两个引导部95设置于盖80。如图4b所示,优选的是,引导部95在长度方向上比第一连接部90或第二连接部92长。
84.图5a是沿着盒50的长度方向切断的剖视图。图5b是图5a所示的盖80和盒主体60的连接部的放大图。如图5a及图5b所示,盖80具有在与长度方向正交的方向上从第一连接部90和盖80的连接部分朝向盒主体的最外缘65a延伸的延伸部82。由此,能够抑制第一连接部90的剩余部件从盖80和盒主体60的间隙露出到外部。
85.如图5a及图5b所示,引导部95未与盒主体60接合或焊接。由此,能够防止从引导部95产生由于引导部95熔化而产生的剩余部件。另外,如图所示,引导部95配置为从与第一连接部90及第二连接部92在盖80和盒主体60之间延伸的方向(长度方向)正交的方向观察时,与第一连接部90的与第一凹部68的连接部位重叠。由此,在将第一连接部90与盒主体60(第一凹部68)接合或焊接时产生的剩余部件被引导部95覆盖,能够防止其露出到第一开口66。
86.另外,在本实施方式中,在盖80与盒主体60接合的状态下,在盖80的最外缘80c和盒主体60之间设置有间隙,它们未被接合或焊接。另外,在盒主体60的对置面65的最外缘65a和盖80之间也设置有间隙,它们未被接合或焊接。如果盖80的最外缘80c或盒主体60的最外缘65a与任何部件接合或焊接,则它们的部分熔化的材料(剩余部件)可能露出到盒50的外部。与此相对,根据本实施方式,因为盖80的最外缘80c或盒主体60的最外缘65a未与任何部分接合或焊接,所以最外缘80c及最外缘65a不会熔化,防止了它们的剩余部件露出到盒50的外部。更具体而言,在本实施方式中,优选盖80的最外缘80c和盒主体60的最外缘65a未相互接合或焊接。如果盖80的最外缘80c和盒主体60的最外缘65a接合或焊接,则剩余部件可能从最外缘80c和最外缘65a露出。与此相对,在盖80的最外缘80c和盒主体60的最外缘65a未相互接合或焊接的情况下,能够防止剩余部件从最外缘80c和最外缘65a露出。
87.如图5a及图5b所示,盒50能够在盖80的最外缘80c和盒主体60的最外缘65a之间具有间隙。由此,因为在盖80和盒主体60之间产生的剩余部件能够积存于该间隙,所以从第一连接部90及第二连接部92产生的剩余部件能够积存于该间隙,能够进一步抑制剩余部件露出到盒50的外部。
88.如图5a及图5b所示,在盒50中,优选的是,第一开口66的内侧开口缘66a或外侧开口缘66b未与盖80接合或焊接。由此,不从内侧开口缘66a或外侧开口缘66b产生剩余部件,
能够抑制剩余部件露出到第一开口66(空间52a),能够防止被误认为在气溶胶源中混入了异物。
89.如图5a及图5b所示,在盒50中,优选的是,第二开口67的第二开口缘67a未与盖80接合或焊接。由此,不从第二开口缘67a产生剩余部件,能够抑制剩余部件露出到第二开口67(气溶胶流路61a),能够防止气溶胶在剩余部件上冷凝。另外,在盒50中,优选的是,划定盖80的开口80b的开口缘80e未与盒主体60接合或焊接。由此,不从开口缘80e产生剩余部件,能够抑制剩余部件露出到开口80b。
90.如图5a及图5b所示,优选的是,盖80的对置面80d和盒主体60的对置面65未相互接合或焊接。换言之,优选的是,盖80和盒主体60仅经由第一连接部90及第二连接部92相互固定。由此,能够防止从对置面80d及对置面65产生剩余部件,其结果,也能够防止剩余部件露出到外部。
91.如图5a及图5b所示,优选的是,盒主体60的第一凹部68的一部分由盖80的第一连接部90的一部分(包括剩余部件)填充。换言之,优选的是,第一凹部68未被第一连接部90完全填充。由此,第一凹部68能够收纳由于第一连接部90熔化而产生的全部剩余部件,能够抑制剩余部件露出到第一凹部68外。另外,优选的是,盒主体60的第二凹部69的一部分由盖80的第二连接部92的一部分(包括剩余部件)填充。换言之,优选的是,第二凹部69未被第二连接部92完全填充。由此,第二凹部69能够收纳由于第二连接部92熔化而产生的全部剩余部件,能够抑制剩余部件露出到第二凹部69外。
92.接下来,对烟雾产品100的烟弹30的制造方法进行说明。图6a~图6f是表示烟弹30的制造工序的概略图。如图6a所示,首先,准备构成烟弹30的盒主体60。此时,盒主体60可设置为第二端部60b位于上方。此外,在图6a中,仅示出盒主体60的周壁52,其它构成要素省略图示。
93.如图6b所示,垫圈31从盒主体60的开口51配置到盒主体60的内部。此时,在垫圈31的插入孔31a(参照图2)中插入有盒主体60的流路管61,垫圈31被盒主体60的凸部63(参照图3b)定位。另外,如图6c所示,网体32以与垫圈31重叠的方式从盒主体60的开口51配置到盒主体60的内部。此时,在网体32的插入孔32a(参照图2)中插入有盒主体60的流路管61。之后,如图6d所示,加热组件38与盒主体60的第二端部60b连接,封闭开口51。加热组件38的一部分也可以穿过开口51而插入到盒主体60的内部。
94.接着,如图6e所示,在连接有加热组件38的盒主体60的空间52a中填充有气溶胶源l1。此时,盒主体60可设置为第一端部60a位于上方。最后,如图6f所示,盖80例如通过超声波焊接与盒主体60的第一端部60a接合或焊接,制造出烟弹30。如果在未装入加热组件38的有底的盒主体60中放入气溶胶源l1,则需要为了防止气溶胶源l1从盒主体60漏出而完成至加热组件38的组装。与此相对,根据图6a~图6e所示的工序,因为能够在填充气溶胶源l1之前将加热组件38装入盒主体60,所以例如能够将连接有图6d所示的加热组件38的盒主体60制造成一个单元,之后输送,在另外的场所如图6e及图6f所示进行气溶胶源的填充及盖80的接合或焊接。
95.在图6f所示的工序中,优选的是,盒主体60的第一凹部68的一部分由盖80的第一连接部90的一部分(包括剩余部件)填充。换言之,优选的是,第一凹部68未被第一连接部90完全填充。由此,第一凹部68能够收纳由于第一连接部90熔化而产生的全部剩余部件,能够
抑制剩余部件露出到第一凹部68外。另外,优选的是,盒主体60的第二凹部69的一部分由盖80的第二连接部92的一部分(包括剩余部件)填充。换言之,优选的是,第二凹部69未被第二连接部92完全填充。由此,第二凹部69能够收纳由于第二连接部92熔化而产生的全部剩余部件,能够抑制剩余部件露出到第二凹部69外。
96.在图6f所示的工序中,优选的是,以盖80的对置面80d和盒主体60的对置面65未相互接合或焊接的方式将第一连接部90及第二连接部92与盒主体60接合或焊接。由此,能够防止从对置面80d和对置面65产生剩余部件,其结果,也能够防止剩余部件露出到外部。
97.在图6f所示的工序中,优选的是,在通过引导部95与第一开口66(外侧开口缘66b)嵌合对盖80和盒主体60进行对位的状态下,第一连接部90及第二连接部92与盒主体60接合或焊接。另外,如图4b所示,引导部95与第一连接部90及第二连接部92平行地延伸,在第一连接部90及第二连接部92延伸的方向(长度方向)上比与盒主体60接合或焊接之前的第一连接部90及第二连接部92长。由此,在第一连接部90及第二连接部92与盒主体60接合或焊接之前,能够使引导部95与第一开口66,对盖80和盒主体60进行对位。
98.以上对本发明的实施方式进行了说明,但本发明不限于上述实施方式,在权利要求书、及说明书和附图所记载的技术思想的范围内能够进行各种变形。此外,即使是未直接记载于说明书及附图的任意的形状或材质,如果实现本技术发明的作用、效果,也在本技术发明的技术思想的范围内。
99.以下记载本说明书公开的方式中的几个。根据第一方式,提供一种烟弹,其被装入具备加热气溶胶源的加热要素的烟雾产品的一部分。该烟弹具有:第一部件及第二部件,它们中的至少任一方由树脂形成;连接部,其一端与所述第一部件连接,另一端与所述第二部件接合或焊接。所述第二部件具有凹部。所述连接部的所述另一端与所述凹部接合或焊接。
100.根据第一方式,因为第二部件具有接合或焊接连接部的另一端的凹部,所以能够将连接部的熔化的材料贮存到凹部内。因此,能够抑制连接部的熔化的材料(剩余部件)从第一部件和第二部件之间露出。
101.第二方式在第一方式的烟弹的基础上,主旨在于,具有供所述气溶胶源蒸发而生成的气溶胶通过的气溶胶流路,所述气溶胶流路的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
102.根据第二方式,因为第一部件及第二部件中的至少一个划定气溶胶流路,所以抑制了剩余部件露出到这样的气溶胶流路中,能够防止气溶胶在剩余部件上冷凝。进一步而言,第二方式的烟弹如上所述由树脂形成。两个部件以分别具有构成上述的凹部的一部分的部位,同时具有部件的至少一部分构成气溶胶流路的部位的方式一体模具成型,由此能够实现上述的由第一部件及第二部件中的至少一部分划定气溶胶流路。由此,省略了分体成形时所需的组合工序或粘接的工序,因为没有嵌合部或粘接部位,所以为小型的树脂部件,同时,在消费者在使用时,即使拿在手上也不容易坏,容易操作。另一方面,凹部和气溶胶流路的形状将设计制约在两个部件分别能够用模具一体成型的范围内。
103.第三方式在第一方式或第二方式的烟弹的基础上,主旨在于,具有能够收纳所述气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
104.根据第三方式,因为第一部件及第二部件中的至少一个划定能够收纳气溶胶源的
空间,所以抑制了剩余部件露出到这样的空间,能够防止被误认为在气溶胶源中混入了异物。进一步而言,引用第一方式及第二方式的第三方式的烟弹如上所述由树脂形成。两个部件以如下方式一体模具成型:满足分别具有构成上述的凹部的一部分的部位、或具有部件的至少一部分构成气溶胶流路的部位中的任一个,同时具有构成能够收纳气溶胶源的空间的部位,由此能够实现上述的内容,即具有能够收纳气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。由此,还获得由第二方式所述的效果。
105.第四方式在第一~第三方式中任一方式的烟弹的基础上,主旨在于,所述加热要素的至少一部分收纳于所述第一部件及所述第二部件中的至少一个。
106.根据第四方式,因为第一部件及第二部件中的至少一个收纳加热要素的至少一部分,所以能够抑制剩余部件相对于这样的加热要素露出。进一步而言,第四方式的烟弹在消费者使用其时不要求与加热要素组合,能够简便地使用。
107.第五方式在第一~第四方式中任一方式的烟弹的基础上,主旨在于,所述第一部件具有平板部,所述连接部是设置于所述平板部的平面的环状的突条部,所述凹部是沿着所述突条部延伸的槽。
108.根据第五方式,环状的突条部与环状的槽接合或焊接。由此,能够在环状的接合或焊接部位抑制剩余部件露出。另外,通过环状的突条部与环状的槽接合或焊接,能够由第一部件、第二部件及连接部形成封闭的空间,能够将该空间设为例如收纳气溶胶源的空间。
109.第六方式在第一~第五方式中任一方式的烟弹的基础上,主旨在于,所述第一部件具有与所述第二部件对置的对置面,所述连接部包括第一连接部及第二连接部,就所述第一连接部及所述第二连接部各自而言,一端与所述第一部件连接,另一端与所述第二部件接合或焊接,从所述第一连接部及所述第二连接部在所述第一部件和所述第二部件之间延伸的方向观察时,具有环状的形状,从所述第二连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述第二连接部位于所述第一连接部的内侧,所述凹部包括接合或焊接所述第一连接部的所述另一端的第一凹部和接合或焊接所述第二连接部的所述另一端的第二凹部。
110.根据第六方式,环状的第一连接部及第二连接部与第一凹部及第二凹部分别接合或焊接。由此,能够在环状的接合或焊接部位抑制剩余部件露出。另外,通过环状的第一连接部及第二连接部与第一凹部及第二凹部接合或焊接,能够由第一部件、第二部件、第一连接部及第二连接部形成环状的封闭空间和在其内侧分离的空间。因此,能够将封闭的空间设为例如收纳气溶胶源的空间,将分离的空间设为气溶胶流路。此外,在本说明书中,第一部件和第二部件的“对置面”是指连接部在第一部件和第二部件之间延伸的方向上直接对置的面,连接部以外的部件不介于第一部件的对置面和第二部件的对置面之间。也第一部件和第二部件的“对置面”也能指相对于连接部在第一部件和第二部件之间延伸的方向具有角度的面。
111.第七方式在第六方式的烟弹的基础上,主旨在于,所述第一连接部和所述第二连接部在与所述第一方向正交的截面上配置于大致同心圆上。
112.根据第七方式,能够形成在第一部件及第二部件的环状的封闭空间的中央分离的空间。因此,能够将中央的空间设为气溶胶流路。
113.第八方式在第一~第七方式中任一方式的烟弹的基础上,主旨在于,所述凹部具有底部,所述连接部的所述另一端与所述凹部的所述底部接合或焊接。
114.根据第八方式,因为连接部的另一端与凹部的底部接合或焊接,所以能够将连接部的熔化的材料(剩余部件)贮存到底部,凹部能够高效地收纳剩余部件。
115.第九方式在第八方式的烟弹的基础上,主旨在于,所述凹部具有侧壁部,所述侧壁部具有所述凹部的宽度朝向所述底部缩小的锥面。
116.根据第九方式,在将连接部的另一端与凹部接合或焊接时,因为接合部的另一端被沿着锥面引导,所以能够容易地将连接部的另一端与凹部的底部接合或焊接。
117.第十方式在第一~第九方式中任一方式的烟弹的基础上,主旨在于,构成为所述第二部件的所述凹部的一部分由所述连接部的一部分填充。
118.根据第十方式,因为凹部的一部分由连接部填充,即凹部的全部未被连接部填充,所以凹部能够收纳连接部的熔化的全部材料(剩余部件),能够抑制剩余部件露出到凹部外。
119.根据第十一方式,提供一种烟弹的制造方法,制造第一~第十方式中任一方式的烟弹。在该烟弹的制造方法中,所述第一部件是盖部件,所述第二部件是筒状部件。该烟弹的制造方法包括:在所述筒状部件的一端连接包括所述加热要素的加热组件,将所述筒状部件的所述一端的开口封闭,在连接有所述加热组件的所述筒状部件的内部填充所述气溶胶源,在填充了所述气溶胶源的所述筒状部件的另一端接合或焊接所述连接部。
120.如果在未装入加热组件的有底的筒状部件中放入气溶胶源,则需要为了防止气溶胶源从筒状部件漏出而完成至加热组件的组装。与此相对,根据第十一方式,因为能够在填充气溶胶源之前将加热组件装入筒状部件,所以例如能够将预先连接有加热组件的筒状部件制造成一个单元,之后输送,在另外的场所进行气溶胶源的填充及盖部件的接合或焊接。
121.第十二方式在第十一方式的烟弹的基础上,主旨在于,在所述筒状部件的所述另一端超声波焊接所述盖部件的所述连接部。
122.根据第十三方式,提供一种烟弹的制造方法,制造第一~第十方式中任一方式的烟弹。该烟弹的制造方法包括:在所述第二部件上接合或焊接所述第一部件的所述连接部,由所述连接部的一部分填充所述第二部件的所述凹部的一部分。
123.根据第十三方式,因为凹部的一部分由连接部填充,即凹部的全部未被连接部填充,所以凹部能够收纳连接部的熔化的全部材料(剩余部件),能够抑制剩余部件露出到凹部外。
124.根据第十四方式,提供一种烟弹,其被装入具备加热气溶胶源的加热要素的烟雾产品的一部分。该烟弹具有:第一部件及第二部件,它们的至少任一方由树脂形成;连接部,其一端与所述第一部件连接,另一端与所述第二部件接合或焊接。所述第二部件具有与所述第一部件对置的对置面和所述对置面的最外缘。所述连接部的所述另一端离开所述最外缘,与所述第二部件的所述对置面接合或焊接。
125.根据第十四方式,因为连接部离开第二部件的对置面的最外缘,所以能够抑制连接部的熔化的材料(剩余部件)从第二部件的对置面的最外缘露出。此外,在本说明书中,第一部件和第二部件的“对置面”是指在连接部在第一部件和第二部件之间延伸的方向上直接对置的面,连接部以外的部件不介于第一部件的对置面和第二部件的对置面之间。第一
部件和第二部件的“对置面”也能指相对于连接部在第一部件和第二部件之间延伸的方向具有角度的面。
126.第十五方式在第十四方式的烟弹的基础上,主旨在于,具有供所述气溶胶源蒸发而生成的气溶胶通过的气溶胶流路,所述气溶胶流路的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
127.根据第十五方式,因为第一部件及第二部件中的至少一个划定气溶胶流路,所以抑制了剩余部件露出到这样的气溶胶流路中,能够防止气溶胶在剩余部件上冷凝。进一步而言,第十五方式的烟弹如上所述由树脂形成。两个部件以分别具有构成上述的凹部的一部分的部位,同时具有部件的至少一部分构成气溶胶流路的部位的方式一体模具成型,由此能够实现上述的由第一部件及第二部件中的至少一部分划定气溶胶流路。由此,省略了分体成形时所需的组合工序或粘接的工序,因为没有嵌合部或粘接部位,所以为小型的树脂部件,同时,在消费者在使用时,即使拿在手上也不容易坏,容易操作。另一方面,凹部和气溶胶流路的形状将设计制约在两个部件分别能够用模具一体成型的范围内。
128.第十六方式在第十四方式或第十五方式的烟弹的基础上,主旨在于,具有能够收纳所述气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
129.根据第十六方式,因为第一部件及第二部件中的至少一个划定能够收纳气溶胶源的空间,所以抑制了剩余部件露出到这样的空间,能够防止被误认为在气溶胶源中混入了异物。进一步而言,引用第十四方式及第十五方式的第十六方式的烟弹如上所述由树脂形成。两个部件以如下方式一体模具成型:满足分别具有构成上述的凹部的一部分的部位、或具有部件的至少一部分构成气溶胶流路的部位中的任一个,同时具有构成能够收纳气溶胶源的空间的部位,由此能够实现上述的内容,即具有能够收纳气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。由此,也可获得由第十五方式所述的效果。
130.第十七方式在第十四~第十六方式中任一方式的烟弹的基础上,主旨在于,所述加热要素的至少一部分收纳于所述第一部件及所述第二部件中的至少一个。
131.根据第十七方式,因为第一部件及第二部件中的至少一个收纳加热要素的至少一部分,所以能够抑制剩余部件相对于这样的加热要素露出。进一步而言,第十七方式的烟弹在消费者使用其不要求与加热要素组合,能够简便地使用。
132.第十八方式在第十四~第十七方式中任一方式的烟弹的基础上,主旨在于,所述第二部件具有形成于所述对置面的第一开口和划定所述第一开口的至少一部分的第一开口缘,所述连接部的所述另一端离开所述第一开口缘,与所述第二部件的所述端面接合或焊接。
133.根据第十八方式,能够抑制剩余部件露出到第一开口。
134.第十九方式在第十八方式的烟弹的基础上,主旨在于,从所述连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述第一开口具有环状的形状,所述第一开口缘包括划定所述第一开口的外侧开口缘及内侧开口缘,所述连接部包括第一连接部及第二连接部,就所述第一连接部及所述第二连接部各自而言,一端与所述第一部件连接,另一端与所述第二部件接合或焊接,从所述第一连接部及所述第二连接部在所述第一部件和所
述第二部件之间延伸的方向观察时,具有环状的形状,从所述第二连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述第二连接部位于所述第一连接部的内侧,所述第一连接部的所述另一端离开所述外侧开口缘,与所述第二部件接合或焊接,所述第二连接部的所述另一端离开所述内侧开口缘,与所述第二部件接合或焊接。
135.根据第十九方式,能够抑制第一连接部及第二连接部熔化的材料(剩余部件)露出到第一开口。
136.第二十方式在第十九方式的烟弹的基础上,主旨在于,所述第二部件具有从所述第二连接部在所述第一部件和所述第二部件之间延伸的方向观察时位于比所述第一开口靠内侧的第二开口和划定所述第二开口的至少一部分的第二开口缘,所述第二连接部的所述另一端离开所述第二开口缘,与所述第二部件接合或焊接。
137.根据第二十方式,能够抑制第二连接部熔化的材料(剩余部件)露出到第二开口。
138.第二十一方式在第十四~第二十方式中任一方式的烟弹的基础上,主旨在于,所述第一部件在与所述连接部延伸的方向正交的方向上具有从所述连接部的所述一端朝向所述第二部件的所述最外缘延伸的延伸部。
139.根据第二十一方式,因为第一部件具有延伸部,所以能够抑制剩余部件从第一部件和第二部件的间隙露出到外部。
140.根据第二十二方式,提供一种烟弹的制造方法,制造第十四~第二十一方式中任一方式的烟弹。在该烟弹的制造方法中,所述第一部件是盖部件,所述第二部件是筒状部件。该烟弹的制造方法包括:在所述筒状部件的一端连接包括所述加热要素的加热组件,将所述筒状部件的所述一端的开口封闭,在连接有所述加热组件的所述筒状部件的内部填充所述气溶胶源,在填充了所述气溶胶源的所述筒状部件的另一端接合或焊接所述连接部。
141.如果在未装入加热组件的有底的筒状部件中放入气溶胶源,则需要为了防止气溶胶源从筒状部件漏出而完成至加热组件的组装。与此相对,根据第二十二方式,因为能够在填充气溶胶源之前将加热组件装入筒状部件,所以例如能够将预先连接有加热组件的筒状部件制造成一个单元,之后输送,在另外的场所进行气溶胶源的填充及盖部件的接合或焊接。
142.第二十三方式在第二十二方式的烟弹的制造方法的基础上,主旨在于,包括:在所述筒状部件的所述另一端超声波焊接所述盖部件的所述连接部。
143.根据第二十四方式,提供一种烟弹,其被装入具备加热气溶胶源的加热要素的烟雾产品的一部分。该烟弹具有:第一部件及第二部件,它们中的至少任一方由树脂形成;连接部,其一端与所述第一部件连接,另一端与所述第二部件接合或焊接。所述第一部件具有与所述第二部件对置的第一对置面和所述第一对置面的第一最外缘。所述第二部件具有与所述第一部件对置的第二对置面和所述第二对置面的第二最外缘。所述第一最外缘和所述第二部件未相互接合或焊接,且所述第二最外缘和所述第一部件未相互接合或焊接。
144.如果第一最外缘或第二最外缘与任一部件接合或焊接,则它们的部分熔化的材料(剩余部件)露出到部件的外部。根据第二十四方式,因为第一部件的第一最外缘和第二部件的第二最外缘未与任何部分接合或焊接,所以第一最外缘及第二最外缘不会熔化,能够防止它们的剩余部件露出到部件的外部。此外,在本说明书中,第一部件的“第一对置面”及第二部件的“第二对置面”分别指在连接部在第一部件和第二部件之间延伸的方向上直接
对置的第一部件及第二部件的面,连接部以外的部件不介于第一部件的对置面和第二部件的对置面之间。第一部件和第二部件的“对置面”也能指相对于连接部在第一部件和第二部件之间延伸的方向具有角度的面。
145.第二十五方式在第二十四方式的烟弹的基础上,主旨在于,具有供所述气溶胶源蒸发而生成的气溶胶通过的气溶胶流路,所述气溶胶流路的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
146.根据第二十五方式,因为第一部件及第二部件中的至少一个划定气溶胶流路,所以抑制了剩余部件露出到这样的气溶胶流路中,能够防止气溶胶在剩余部件上冷凝。进一步而言,第二十五方式的烟弹如上所述由树脂形成。两个部件以分别具有构成上述的凹部的一部分的部位,同时具有部件的至少一部分构成气溶胶流路的部位的方式一体模具成型,由此能够实现上述的由第一部件及第二部件中的至少一部分划定气溶胶流路。由此,省略了分体成形时所需的组合工序或粘接的工序,因为没有嵌合部或粘接部位,所以为小型的树脂部件,同时,在消费者在使用时,即使拿在手上也不容易坏,容易操作。另一方面,凹部和气溶胶流路的形状将设计制约在两个部件分别能够用模具一体成型的范围内。
147.第二十六方式在第二十四方式或第二十五方式的烟弹的基础上,主旨在于,具有能够收纳所述气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个。
148.根据第二十六方式,因为第一部件及第二部件中的至少一个划定能够收纳气溶胶源的空间,所以抑制了剩余部件露出到这样的空间,能够防止被误认为在气溶胶源中混入了异物。进一步而言,引用第二十四方式及第二十五方式的第二十六方式的烟弹如上所述由树脂形成。两个部件以如下方式一体模具成型:满足分别具有构成上述的凹部的一部分的部位、或具有部件的至少一部分构成气溶胶流路的部位中的任一个,同时具有构成能够收纳气溶胶源的空间的部位,由此能够实现上述的内容,即具有能够收纳气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。由此,也可获得由第二十五方式所述的效果。
149.第二十七方式在第二十四~第二十六方式中任一方式的烟弹的基础上,主旨在于,所述加热要素的至少一部分收纳于所述第一部件及所述第二部件中的至少一个。
150.根据第二十七方式,因为第一部件及第二部件中的至少一个收纳加热要素的至少一部分,所以能够抑制剩余部件相对于这样的加热要素露出。进一步而言,第二十七方式的烟弹在消费者使用其时不要求与加热要素组合,能够简便地使用。
151.第二十八方式在第二十四~第二十七方式中任一项所述的烟弹的基础上,主旨在于,所述第一最外缘和所述第二最外缘未相互接合或焊接。
152.如果第一部件的第一最外缘和第二部件的第二最外缘接合或焊接,则剩余部件从第一最外缘及第二最外缘露出。与此相对,根据第二十八方式,因为第一最外缘和第二最外缘未相互接合或焊接,所以能够防止剩余部件从第一最外缘和第二最外缘露出。
153.第二十九方式在第二十八方式的烟弹的基础上,主旨在于,在所述第一最外缘和所述第二最外缘之间具有间隙。
154.根据第二十九方式,因为具有能够贮存在第一部件和第二部件之间产生的剩余部件的间隙,所以能够进一步抑制从与第二部件接合或焊接的连接部产生的剩余部件露出到
外部。
155.第三十方式在第二十四~第二十九方式中任一方式的烟弹的基础上,主旨在于,所述第二部件具有形成于所述第二对置面的第一开口和划定所述第一开口的至少一部分的第一开口缘,所述第一开口缘未与所述第一部件接合或焊接。
156.根据第三十方式,因为第一开口缘未与第一部件接合或焊接,所以不从第一开口缘产生剩余部件,能够抑制剩余部件露出到第一开口。
157.第三十一方式在第三十方式的烟弹的基础上,主旨在于,从所述连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述第一开口具有环状的形状,所述第一开口缘包括划定所述第一开口的外侧开口缘及内侧开口缘,所述外侧开口缘及所述内侧开口缘未与所述第一部件接合或焊接。
158.根据第三十一方式,因为外侧开口缘及内侧开口缘未与第一部件接合或焊接,所以能够抑制剩余部件从外侧开口缘及内侧开口缘露出到第一开口。
159.第三十二方式在第三十一方式的烟弹的基础上,主旨在于,所述第二部件具有第二开口和第二开口缘,上述第二开口形成于所述第二对置面,从所述连接部在所述第一部件和所述第二部件之间延伸的方向观察时位于比所述第一开口靠内侧,上述第二开口缘划定所述第二开口的至少一部分,所述第二开口缘未与所述第一部件接合或焊接。
160.根据第三十二方式,因为第二开口缘未与第一部件接合或焊接,所以不从第二开口缘产生剩余部件,能够抑制剩余部件露出到第二开口。
161.第三十三方式在第二十四~第三十二方式中任一方式的烟弹的基础上,主旨在于,所述第一部件的第一对置面和所述第二部件的第二对置面未相互接合或焊接。
162.根据第三十三方式,因为第一部件的第一对置面和第二部件的第二对置面未接合或焊接,所以能够防止从这些第一对置面及第二对置面产生剩余部件,其结果,也能够防止剩余部件露出到外部。
163.根据第三十四方式,提供一种烟弹的制造方法,制造第二十四~第三十三方式中任一方式的烟弹。在该烟弹的制造方法中,所述第一部件是盖部件,所述第二部件是筒状部件。该烟弹的制造方法包括:在所述筒状部件的一端连接包括所述加热要素的加热组件,将所述筒状部件的所述一端的开口封闭,在连接有所述加热组件的所述筒状部件的内部填充所述气溶胶源,在填充了所述气溶胶源的所述筒状部件的另一端接合或焊接所述连接部。
164.如果在未装入加热组件的有底的筒状部件中放入气溶胶源,则需要为了防止气溶胶源从筒状部件漏出而完成至加热组件的组装。与此相对,根据第三十四方式,因为能够在填充气溶胶源之前将加热组件装入筒状部件,所以例如能够将预先连接有加热组件的筒状部件制造成一个单元,之后输送,在另外的场所进行气溶胶源的填充及盖部件的接合或焊接。
165.第三十五方式在第三十三方式的烟弹的制造方法的基础上,主旨在于,包括:在所述筒状部件的所述另一端超声波焊接所述盖部件的所述连接部。
166.根据第三十六方式,提供一种烟弹的制造方法,制造第二十四~第三十三方式中任一方式的烟弹。该烟弹的制造方法包括:以所述第一部件的第一对置面和所述第二部件的第二对置面未相互接合或焊接的方式将所述连接部的所述另一端与所述第二部件接合或焊接。
167.根据第三十六方式,因为第一部件的第一对置面和第二部件的第二对置面未接合或焊接,所以能够防止从这些第一对置面及第二对置面产生剩余部件,其结果,也能够防止剩余部件露出到外部。
168.根据第三十七方式,提供一种烟弹,其被装入具备加热气溶胶源的加热要素的烟雾产品的一部分。该烟弹具有:第一部件及第二部件,它们中的至少任一方由树脂形成;连接部,其一端与所述第一部件连接,另一端与所述第二部件连接且在所述第一部件和所述第二部件之间延伸;引导部,其从所述第一部件延伸,未与所述第二部件接合或焊接。所述第二部件具有供所述引导部嵌合的容纳部。
169.根据第三十七方式,因为第一部件具有引导部,第二部件具有容纳部,所以在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对第一部件进行定位。另外,因为该引导部未与第二部件接合或焊接,所以能够防止从引导部产生剩余部件。此外,本说明书中的“嵌合”不限于引导部和容纳部无间隙地嵌合的情况,也可包括以能够在容许范围内引导连接部相对于第二部件的位置的程度在引导部和容纳部之间具有间隙的同时引导部与容纳部嵌合的情况。即,本说明书中的“嵌合”也可包括“游隙嵌合”。
170.第三十八方式在第三十七方式的烟弹的基础上,主旨在于,具有供所述气溶胶源蒸发而生成的气溶胶通过的气溶胶流路,所述气溶胶流路的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
171.根据第三十八方式,因为第一部件及第二部件中的至少一个划定气溶胶流路,所以在划定这样的气溶胶流路的部件中,在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对连接部及第一部件进行定位。另外,在划定这样的气溶胶流路的部件中,能够防止从引导部产生剩余部件。进一步而言,第三十八方式的烟弹如上所述由树脂形成。通过两个部件以分别具有部件的至少一部分构成气溶胶流路的部位的方式一体模具成型,能够实现上述的由第一部件及第二部件的至少一部分划定气溶胶流路。由此,省略了分体成形时所需的组合工序或粘接的工序,因为没有嵌合部或粘接部位,所以是小型的树脂部件,同时,在消费者使用时,即使拿在手上也不容易坏,容易操作。另一方面,气溶胶流路的形状将设计制约在两个部件分别能够用模具一体成型的范围内。
172.第三十九方式在第三十七方式或第三十八方式的烟弹的基础上,主旨在于,具有能够收纳所述气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。
173.根据第三十九方式,因为第一部件及第二部件中的至少一个划定能够收纳气溶胶源的空间,所以在划定这样的空间的部件中,在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对连接部及第一部件进行定位。另外,在划定这样的空间的部件中,能够防止从引导部产生剩余部件。进一步而言,引用第三十七方式及第三十八方式的第三十九方式的烟弹如上所述由树脂形成。两个部件以如下方式一体模具成型:分别具有部件的至少一部分构成气溶胶流路的部位,同时具有构成能够收纳气溶胶源的空间的部位,由此能够实现上述的内容,即具有能够收纳气溶胶源的空间,所述空间的至少一部分由所述第一部件及所述第二部件中的至少一个划定。由此,也可获得由第三十八方式所述的效果。
174.第四十方式在第三十七~第三十九方式中任一方式的烟弹的基础上,主旨在于,所述加热要素的至少一部分收纳于所述第一部件及所述第二部件中的至少一个。
175.根据第四十方式,因为第一部件及第二部件中的至少一个收纳加热要素的至少一部分,所以在收纳这样的加热要素的部件中,在经由连接部连接第一部件和第二部件时,通过引导部与容纳部嵌合,能够相对于第二部件对连接部及第一部件进行定位。另外,在收纳这样的加热要素的部件中,能够防止从引导部产生剩余部件。进一步而言,第四十方式的烟弹在消费者使用其时,不要求与加热要素组合,能够简便地使用。
176.第四十一方式在第三十七~第四十方式中任一方式的烟弹的基础上,主旨在于,所述引导部配置为从与所述连接部在所述第一部件和所述第二部件之间延伸的方向正交的方向观察时与所述连接部的所述另一端重叠。
177.根据第四十一方式,因为配置为引导部从侧方覆盖连接部的另一端,所以在将连接部与第二部件接合或焊接时产生的剩余部件由引导部覆盖,能够防止露出。
178.第四十二方式在第三十七~第四十一方式中任一方式的烟弹的基础上,主旨在于,所述第二部件具有与所述第一部件对置的对置面、形成于所述对置面的第一开口、以及划定所述第一开口的至少一部分的第一开口缘,所述容纳部是所述第一开口。
179.根据第四十二方式,通过引导部与第一开口嵌合,能够相对于第二部件对连接部及第一部件进行定位。此时,因为引导部与第一开口嵌合,所以从连接部产生的剩余部件朝向第一开口露出被引导部抑制。换言之,引导部能够防止剩余部件进入第一开口。此外,在本说明书中,第一部件和第二部件的“对置面”是指在连接部在第一部件和第二部件之间延伸的方向上直接对置的面,连接部以外的部件不介于第一部件的对置面和第二部件的对置面之间。第一部件和第二部件的“对置面”也能指相对于连接部在第一部件和第二部件之间延伸的方向具有角度的面。
180.第四十三方式在第四十二方式的烟弹的基础上,主旨在于,从所述连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述第一开口具有环状的形状,所述第一开口缘包括划定所述第一开口的外侧开口缘及内侧开口缘,从所述连接部在所述第一部件和所述第二部件之间延伸的方向观察时,所述引导部具有环状的形状,与所述外侧开口缘或所述内侧开口缘嵌合。
181.根据第四十三方式,具有环状的形状的引导部与第一开口的外侧开口缘或内侧开口缘嵌合,由此,能够相对于第二部件对连接部及第一部件进行定位。此时,因为引导部与外侧开口缘或内侧开口缘嵌合,所以从连接部产生的剩余部件朝向第一开口露出可被引导部抑制。换言之,引导部能够抑制剩余部件进入第一开口。
182.根据第四十四方式,提供一种烟弹的制造方法,制造第三十七~第四十三方式中任一方式的烟弹。在该烟弹的制造方法中,所述第一部件是盖部件,所述第二部件是筒状部件。该烟弹的制造方法包括:在所述筒状部件的一端连接包括所述加热要素的加热组件,将所述筒状部件的所述一端的开口封闭,在连接有所述加热组件的所述筒状部件的内部填充所述气溶胶源,在填充了所述气溶胶源的所述筒状部件的另一端接合或焊接所述连接部。
183.如果在未装入加热组件的有底的筒状部件中放入气溶胶源,则需要为了防止气溶胶源从筒状部件漏出而完成至加热组件的组装。与此相对,根据第四十四方式,因为能够在填充气溶胶源之前将加热组件装入筒状部件,所以例如能够将预先连接有加热组件的筒状
部件制造成一个单元,之后输送,在另外的场所进行气溶胶源的填充及盖部件的接合或焊接。
184.第四十五方式在第四十四方式的烟弹的制造方法的基础上,主旨在于,包括:在所述筒状部件的所述另一端超声波焊接所述盖部件的所述连接部。
185.根据第四十六方式,提供一种烟弹的制造方法,制造第三十七~第四十三方式中任一方式的烟弹。该烟弹的制造方法包括:使所述引导部与所述容纳部嵌合,对所述第一部件和所述第二部件进行对位,将所述连接部的所述另一端与所述第二部件接合或焊接。
186.根据第四十六方式,在将与第一部件连接的连接部与第二部件接合或焊接时,能够使引导部与容纳部嵌合,相对于第二部件对连接部及第一部件进行定位。
187.第四十七方式在第四十六方式的烟弹的制造方法的基础上,主旨在于,包括:所述引导部与所述连接部平行地延伸,比在所述连接部延伸的方向上与所述第二部件接合或焊接前的所述连接部长,所述制造方法中,在将所述连接部的所述另一端与所述第二部件接合或焊接前,使所述引导部与所述容纳部嵌合,对所述第一部件和所述第二部件进行对位。
188.根据第四十七方式,因为引导部比与第二部件接合或焊接之前的连接部长,所以在将与第一部件连接的连接部与第二部件接合或焊接之前,能够对第一部件和第二部件进行对位。
189.根据第四十八方式,提供一种具备第一~第四十七方式中任一项所述的烟弹的烟雾产品。
190.符号说明
191.30:烟弹
192.33b:电热丝
193.38:加热组件
194.50:盒
195.51:开口
196.52:周壁
197.52a:空间
198.60:盒主体
199.60a:第一端部
200.60b:第二端部
201.61a:气溶胶流路
202.65:对置面
203.65a:最外缘
204.66:第一开口
205.66a:内侧开口缘
206.66b:外侧开口缘
207.67:第二开口
208.67a:第二开口缘
209.68:第一凹部
210.68a:底部
211.68b:锥面
212.69:第二凹部
213.69a:底部
214.69b:锥面
215.80:盖
216.80a:平板部
217.80b:开口
218.80c:最外缘
219.80d:对置面
220.80e:开口缘
221.82:延伸部
222.90:第一连接部
223.92:第二连接部
224.95:引导部
225.100:烟雾产品
226.l1:气溶胶源。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1