非接触式膨胀数模监控系统及膨胀烟丝生产设备的制作方法
1.本发明涉及膨胀烟丝制造技术领域,尤其涉及一种非接触式膨胀数模监控系统及膨胀烟丝生产设备。
背景技术:
2.膨胀热端是制丝车间制造膨胀烟丝的重要工段之一,利用干冰在受热时容易升华,且温度越高升华越快的物理特性,完成烟丝的膨胀。该工段涉及780℃高温燃烧炉、34m/s(122km/h)高速工艺风等控制对象,是一套高要求的调节工艺系统。
3.随着设备使用年限的增加,可能造成烟丝在后续设备中发生阴燃的情况,导致燃烧炉灭炉,工艺中断,存在安全隐患,同时造成资源浪费。
技术实现要素:
4.本发明提供一种非接触式膨胀数模监控系统及膨胀烟丝生产设备,用以解决现有技术中无法实时对膨胀烟丝制造过程进行监控的缺陷,实现对膨胀烟丝生产设备的运行情况的实时监控,保证设备的安全运行和产品质量。
5.本发明提供一种非接触式膨胀数模监控系统,包括:
6.红外温度检测器,所述红外温度检测器用以实时监测除尘气锁的温度信息;
7.火焰探测器,所述火焰探测器用以实时监测燃烧炉内的燃烧状态信息和废气混入量信息;
8.可编程控制器,所述可编程控制器的输入端分别与所述红外温度检测器和所述火焰探测器连接。
9.根据本发明提供的一种非接触式膨胀数模监控系统,还包括上位机,所述上位机的输入端与所述可编程控制器的输出端连接。
10.根据本发明提供的一种非接触式膨胀数模监控系统,所述可编程控制器设有温度阈值。
11.根据本发明提供的一种非接触式膨胀数模监控系统,所述火焰探测器监测的所述燃烧炉内的燃烧状态信息包括火焰燃烧的光照强度信息和火焰的闪烁频率信息。
12.根据本发明提供的一种非接触式膨胀数模监控系统,所述可编程控制器设有光照强度阈值、闪烁频率阈值和废气量阈值。
13.根据本发明提供的一种非接触式膨胀数模监控系统,还包括报警器,所述报警器与所述可编程控制器的输出端连接。
14.根据本发明提供的一种非接触式膨胀数模监控系统,所述火焰探测器为紫外光火焰探测器。
15.本发明还提供一种膨胀烟丝生产设备,包括除尘气锁、燃烧炉和如上所述的非接触式膨胀数模监控系统,所述红外温度检测器的监测端与所述除尘气锁相对设置,所述火焰探测器的检测端与所述燃烧炉相对设置。
16.根据本发明提供的一种膨胀烟丝生产设备,所述火焰探测器的检测端向下倾斜设置。
17.根据本发明提供的一种膨胀烟丝生产设备,所述火焰探测器的检测端的倾斜角度为30度~45度。
18.本发明提供的非接触式膨胀数模监控系统,通过设置红外温度检测器、火焰探测器和可编程控制器,所述红外温度检测器用以实时监测除尘气锁的温度信息,所述火焰探测器用以实时监测燃烧炉内的燃烧状态信息和废气混入量信息,所述可编程控制器的输入端分别与所述红外温度检测器和所述火焰探测器连接,实现可编程控制器接收红外温度检测器采用非接触的方式监测到的除尘气锁的温度信息,火焰探测器采用非接触的方式监测到的燃烧炉内的燃烧状态信息和废气混入量信息,进而分析判断除尘气锁的运行情况和燃烧炉的运行情况,实现异常情况自我诊断,保证设备安全运行和产品质量,节约费用。
19.进一步,在本发明提供的膨胀烟丝生产设备中,由于具备如上所述的非接触式膨胀数模监控系统,因此同样具备如上所述的各种优势。
附图说明
20.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
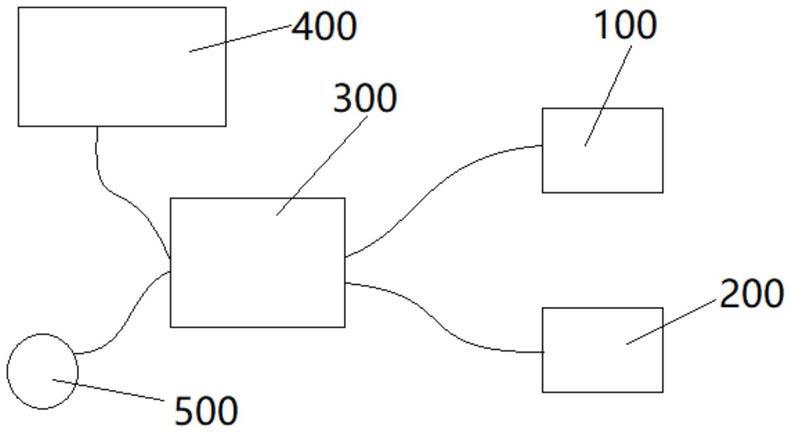
21.图1是本发明提供的非接触式膨胀数模监控系统的结构框示图;
22.附图标记:
23.100:红外温度检测器;
ꢀꢀꢀ
200:火焰探测器;
ꢀꢀꢀ
300:可编程控制器;
24.400:上位机;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500:报警器。
具体实施方式
25.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.下面结合图1描述本发明的一种非接触式膨胀数模监控系统,包括:
27.红外温度检测器100,红外温度检测器100用以实时监测除尘气锁的温度信息;
28.火焰探测器200,火焰探测器200用以实时监测燃烧炉内的燃烧状态信息和废气混入量信息;
29.可编程控制器300,可编程控制器300的输入端分别与红外温度检测器100和火焰探测器200连接。可以理解的是,红外温度检测器100与除尘气锁相对设置,进而实现对除尘气锁的温度进行非接触式实时监测,起到对膨胀热端工艺设备运行情况的监控。火焰探测器200与燃烧炉相对设置,进而实现对燃烧炉内的燃烧状态和废气混入量进行非接触式实时监测。
30.其中,可编程控制器300实时接收红外温度检测器100监测的温度信息和火焰探测
器200监测的燃烧状态信息和废气混入量信息,进而分析除尘气锁和燃烧炉的运行情况,实现实时监控,并对异常情况的自我诊断,保证设备安全运行和产品质量,节约费用。值得说明的是,可编程控制器300预先输入设计编写非接触式监测系统的运行程序,进行数据收集与判断,提高自动化监测。通过采用非接触式监测,实现对设备的无干扰。
31.根据本发明提供的一种非接触式膨胀数模监控系统,还包括上位机400,上位机400的输入端与可编程控制器300的输出端连接。可以理解的是,上位机400接收可编程控制器300采集的温度信息、燃烧状态信息和废气混入量信息,并进行记录和显示,方便工作人员实时观察设备的运行状态,并可查询历史数据,实现对前工序设备及工艺系统运行情况的监控。值得说明的是,可通过上位机400对可编程控制器300输入相应的参数指令,便于调整对设备的监测的准确性。
32.根据本发明提供的一种非接触式膨胀数模监控系统,可编程控制器300设有温度阈值。可以理解的是,可编程控制器300接收红外温度检测器100监测的温度信息,并与温度阈值进行对比判断,获得除尘气锁的运行状态是否正常。也就是说,若监测的温度值小于或等于温度阈值,则说明除尘气锁运行正常,若监测的温度值大于温度阈值,则说明除尘气锁运行异常,工作人员需要对除尘气锁进行停机维护。
33.根据本发明提供的一种非接触式膨胀数模监控系统,火焰探测器200监测的燃烧炉内的燃烧状态信息包括火焰燃烧的光照强度信息和火焰的闪烁频率信息。可以理解的是,火焰探测器200监测的燃烧状态信息具体包括火焰燃烧的光照强度信息和火焰的闪烁频率信息,实现对火焰的光特性的响应,完成对燃烧炉运行状态的实时监测。
34.根据本发明提供的一种非接触式膨胀数模监控系统,可编程控制器300设有光照强度阈值、闪烁频率阈值和废气量阈值。可以理解的是,可编程控制器300接收火焰探测器200监测的火焰燃烧的光照强度信息和火焰的闪烁频率信息以及废气混入量信息,并与对应的光照强度阈值、闪烁频率阈值和废气量阈值进行一一对比判断,获得燃烧炉的运行状态是否正常。也就是说,若同时满足监测的光照强度值大于或等于光照强度阈值、监测的火焰的闪烁频率值大于或等于闪烁频率阈值,且监测的废气混入量值小于或等于废气量阈值,则说明燃烧炉运行状态正常;若监测的光照强度值小于光照强度阈值,或监测的火焰的闪烁频率值小于闪烁频率阈值,或监测的废气混入量值大于废气量阈值,则说明燃烧炉运行状态异常,需要工作人员对燃烧炉进行检修。
35.根据本发明提供的一种非接触式膨胀数模监控系统,还包括报警器500,报警器500与可编程控制器300的输出端连接。可以理解的是,若可编程控制器300判断除尘气锁或/和燃烧炉运行异常时,则可编程控制器300向报警器500发送报警信号,报警器500发出警报,工作人员通过上位机400显示的监测信息进行查阅分析,进而获得检修对象和方案,提高维修的精准度和效率。
36.根据本发明提供的一种非接触式膨胀数模监控系统,火焰探测器200为紫外光火焰探测器200。可以理解的是,本实施例中的火焰探测器200具体采用紫外光火焰探测器200,响应速度快,探测距离远,环境适应性强。
37.下面对本发明提供的膨胀烟丝生产设备进行描述,下文描述的膨胀烟丝生产设备与上文描述的非接触式膨胀数模监控系统可相互对应参照。
38.本发明还提供一种膨胀烟丝生产设备,包括除尘气锁、燃烧炉和如上所述的非接
触式膨胀数模监控系统,红外温度检测器100的监测端与除尘气锁相对设置,火焰探测器200的检测端与燃烧炉相对设置。可以理解的是,红外温度检测器100的监测端与除尘气锁非接触式相对设置,实现对除尘气锁的运行状态的实时监测。火焰探测器200的检测端与燃烧炉非接触式相对设置,实现对燃烧炉运行状态的实时监测。
39.根据本发明提供的一种膨胀烟丝生产设备,火焰探测器200的检测端向下倾斜设置。可以理解的是,火焰探测器200的检测端向下倾斜设置,可有效减少火焰探测器200的检测端灰尘的堆积,保证火焰探测器200监测的准确度。
40.根据本发明提供的一种膨胀烟丝生产设备,火焰探测器200的检测端的倾斜角度为30度~45度。可以理解的是,火焰探测器200的检测端的倾斜角度可设置为30度~45度保证火焰探测器200的检测端的清洁。
41.本发明提供的非接触式膨胀数模监控系统,通过设置红外温度检测器、火焰探测器和可编程控制器,红外温度检测器用以实时监测除尘气锁的温度信息,火焰探测器用以实时监测燃烧炉内的燃烧状态信息和废气混入量信息,可编程控制器的输入端分别与红外温度检测器和火焰探测器连接,实现可编程控制器接收红外温度检测器采用非接触的方式监测到的除尘气锁的温度信息,火焰探测器采用非接触的方式监测到的燃烧炉内的燃烧状态信息和废气混入量信息,进而分析判断除尘气锁的运行情况和燃烧炉的运行情况,实现异常情况自我诊断,保证设备安全运行和产品质量,节约费用。
42.进一步,在本发明提供的膨胀烟丝生产设备中,由于具备如上所述的非接触式膨胀数模监控系统,因此同样具备如上所述的各种优势。
43.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1