一种制丝系统的制作方法
1.本发明涉及卷烟生产技术领域,特别涉及一种制丝系统。
背景技术:
2.目前,在卷烟行业,制丝过程至关重要,制丝过程中最关注的是保证生产质量的稳定性和可控性。而在整个生产过程中,涉及到的制丝工序众多,比如松散回潮工艺段、加料加香工艺段、切丝工艺段、烘丝工艺段等等,各工序相互配合从而完成整个烟草生产线的顺利运转。目前,为及时了解各工序段的运行状态,需在每个工序段安排操作人员监督设备运行,造成人工成本浪费,且操作人员位置靠近设备,也一定程度上威胁操作人员的人身健康。
技术实现要素:
3.本发明的目的在于解决现有技术中在每个工序段安排操作人员监督设备运行从而造成人工成本浪费以及威胁操作人员的人身健康的技术问题。本发明提供了一种制丝系统,可控制各设备运转,且能够实时判断各制丝设备的状态及,实现制丝工艺的稳定进行。
4.基于此,本发明的实施方式公开了一种制丝系统,包括:
5.制丝模块,用于对烟叶进行加工处理;
6.参数采集模块,用于采集制丝模块的运行参数并将运行参数输出;
7.制丝管理模块,分别与制丝模块和参数采集模块连接,用于接收运行参数并根据运行参数控制制丝模块工作;
8.诊断模块,与参数采集模块连接,用于接收参数采集模块输出的运行参数,并根据运行参数判断制丝模块的状态。
9.采用上述技术方案,通过设置参数采集模块、制丝管理模块和诊断模块,根据参数采集模块检测到的各设备的运行参数,判断各设备的状态以及控制各设备运转,实现制丝工艺的稳定进行。
10.根据本发明的另一具体实施方式,制丝模块包括:
11.松散回潮单元,与制丝管理模块连接,用于在制丝管理模块的控制下对烟叶进行松散回潮;
12.加料加香单元,设置于松散回潮单元的下游,加料加香单元与制丝管理模块连接,用于在制丝管理模块的控制下对松散回潮后的烟叶进行加料加香处理;
13.切丝单元,设置于加料加香单元的下游,切丝单元与制丝管理模块连接,用于在制丝管理模块的控制下对加料加香后输出的烟叶进行切丝;
14.烘丝单元,设置于切丝单元的下游,烘丝单元与制丝管理模块连接,用于在制丝管理模块的控制下对切丝后的烟叶进行烘干;
15.贮丝单元,设置于烘丝单元的下游,贮丝单元与制丝管理模块连接,用于在制丝管理模块的控制下对烘干的烟丝进行贮存。
16.根据本发明的另一具体实施方式,参数采集模块包括:
17.水分仪,数量为两个,分别设置于烘丝单元的入口和出口处,各水分仪均与制丝管理模块连接,用于检测流入和流出烘丝单元的烟丝的水分值,并将检测到的水分值输出至制丝管理模块;
18.制丝管理模块根据接收到的水分值控制烘丝单元的烘干温度和烘干时间。
19.根据本发明的另一具体实施方式,贮丝单元为贮柜;参数采集模块还包括:
20.检测单元,设置于贮柜内,与制丝管理模块连接,用于检测贮柜内的烟丝余量,当检测到贮柜内的烟丝余量低于预设值时,发出检测信号至制丝管理模块;
21.制丝管理模块根据检测信号控制贮丝单元是否允许进料。
22.根据本发明的另一具体实施方式,加料加香单元包括多个料罐,且加料加香单元上设置有加料点;参数采集模块还包括:
23.料液扫描单元,靠近加料点设置,用于在操作人员将料罐放置于加料点后,对待加入料罐中的料液进行扫描以获取料液的牌号并输出;
24.报警单元,与制丝管理模块连接;
25.制丝管理模块还用于接收料液扫描单元输出的牌号,并将牌号与目标料液牌号进行比对;若两者相同,则发出向料罐加料的指示信息;若两者不同,则控制报警单元进行报警。
26.根据本发明的另一具体实施方式,制丝系统还包括:
27.生产管理模块,与制丝管理模块连接,用于输出作业指令至制丝管理模块,制丝管理模块还用于根据作业指令控制制丝模块运行。
28.根据本发明的另一具体实施方式,制丝系统还包括:
29.输出模块,与参数采集模块连接,用于接收并显示运行参数。
附图说明
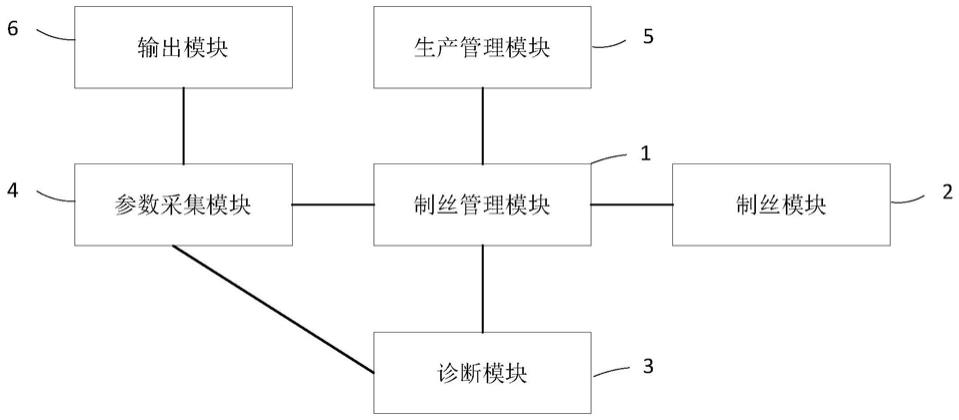
30.图1示出本发明一具体实施方式提供的制丝系统的结构框图。
具体实施方式
31.以下由特定的具体实施例说明本发明的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。虽然本发明的描述将结合较佳实施例一起介绍,但这并不代表此发明的特征仅限于该实施方式。恰恰相反,结合实施方式作发明介绍的目的是为了覆盖基于本发明的权利要求而有可能延伸出的其它选择或改造。为了提供对本发明的深度了解,以下描述中将包含许多具体的细节。本发明也可以不使用这些细节实施。此外,为了避免混乱或模糊本发明的重点,有些具体细节将在描述中被省略。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
32.应注意的是,在本说明书中,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
33.在本实施例的描述中,需要说明的是术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
34.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
35.如图1所示,本发明提供了一种制丝系统,包括:
36.制丝模块2,用于对烟叶进行加工处理;
37.参数采集模块4,用于采集制丝模块2的运行参数并将运行参数输出;
38.制丝管理模块1,分别与参数采集模块4和制丝模块2连接,用于接收运行参数并根据运行参数控制制丝模块2工作;
39.诊断模块3,与参数采集模块4连接,用于接收参数采集模块4输出的运行参数,并根据运行参数判断制丝模块2的状态。
40.本方案通过设置参数采集模块4、制丝管理模块1和诊断模块3,根据参数采集模块4检测到的各设备的运行参数,判断各设备的状态以及控制各设备运转,实现制丝工艺的稳定进行。
41.示例性地,制丝系统还可以包括与制丝管理模块1连接的生产管理模块5,生产管理模块5用于制定当日生产计划并输出作业指令至制丝管理模块1,制丝管理模块1根据作业指令控制制丝模块2运行。
42.具体地,生产管理模块5可实现生产计划、生产数据、工艺、配方、设备管理等多项管理功能,能够与企业生产管理系统建立双向传输通道,协助企业生产管理系统完成相关的工作。
43.生产管理层的设备通过以太网交换信息,接受企业生产管理系统下发的生产计划、调度和工艺指标等信息指导生产。生产管理模块5基于企业生产管理系统的框架,作为企业生产管理系统的一个子系统来实现上述功能,生产管理模块5需具备与企业生产管理系统网络连接功能,并建立与企业生产管理系统的双向传输通道。通过数据管理系统的统计分析,对采集的信息进行归类、整理和综合分析,向下对生产过程作统一的调度,并对各个生产环节、现场关键设备及工艺点进行监视、控制和管理,以实现生产管理、工艺管理、质量管理等目的;向上作为企业生产管理系统一个子系统,为企业及时了解生产过程、制定战略决策提供重要依据。制丝集控系统在管理层要求向上与企业生产管理系统相连,确保集控系统管理层可在企业生产管理系统的统一调度下自动接收生产调度指令和工艺技术要求,也可脱离企业生产管理系统完全独立运行。
44.进一步地,制丝管理模块1主要完成对生产过程的实时监视与控制,同时接收参数采集模块4采集到的生产数据、报警数据、过程数据供生产管理模块5使用。系统首先通过管理网络从生产管理模块5中获取和生产过程相关的配方信息、工艺标准信息、生产计划信息和作业任务信息,然后通过监控网络将生产指令信息、控制参数信息下达到各个制丝模块2配制的控制系统中,控制各制丝模块2完成生产过程。另外系统将实时采集到的各类数据通过管理网络传送到数据库服务器,供生产管理模块5和其他协同业务系统使用。
45.具体地,制丝管理模块1可包括四层架构,分别为应用层、平台层、数据服务层和通讯服务层。其中,数据服务层由实时数据库、业务数据库和数据服务构成。实时数据库通过数据服务为制丝管理模块1提供设备控制层中的实时io点和过程数据采集信息,同时向web应用提供实时数据信息。业务数据库通过数据服务向制丝管理模块1提供生产管理模块5或厂级mes系统制定的计划数据、生产任务数据、生产模型数据、工艺标准数据和其他文档数
据信息。通讯服务层位于应用层、生产管理模块5、厂级mes系统和数据服务层之间,主要完成底层i/o通讯、数据采集和与其它业务系统的数据交换等功能。
46.具体地,制丝管理模块1可以采用西门子winccv7.4搭建,制丝管理模块1主要由监控计算机、i/o服务器、实时数据库服务器、监控web服务器、工程师站及网络监控站组成。所有i/o通讯点同时存在于2台互为冗余的i/o服务器上并提供给各监控计算机,在一台i/o服务器出现故障时通讯能够快速地切换至另一台i/o服务器。实时数据库服务器采集最原始的生产过程数据,为后续的数据加工及处理提供基础保证。监控web服务器部署监控发布程序,用于将过程监控画面发布到厂级网上。
47.示例性的,诊断模块3包括:人机交互界面、经验库、综合库、知识获取、推理机、解释器。
48.其中,经验库可用于存放工艺、设备专家提供的知识和经验。通过推理机和解释器对一般用户的问题进行求解,对于一般问题可通过知识获取直接从经验库中获取问题解决方案。经验库中的内容能够通过不断维护来提高系统的性能。具体地,推理机针对当前问题的条件或已知信息,反复匹配知识库中的规则,获得新的结论,以得到问题求解结果。在这里,推理方式可以有正向和反向推理两种。正向推理是从前件匹配到结论,反向推理则先假设一个结论成立,看它的条件有没有得到满足。即,推理机可采用专家解决问题的思维方式工作,知识库就是通过推理机来实现其价值的。
49.人机界面是系统与用户进行交流时的界面。通过该界面,用户输入基本信息、回答系统提出的相关问题,并输出推理结果及相关的解释等。
50.综合数据库专门用于存储推理过程中所需的原始数据、中间结果和最终结论,往往是作为暂时的存储区。解释器能够根据用户的提问,对结论、求解过程做出说明。
51.知识获取是由专业工程师通过标准化模板对经验进行分类整理存储至经验库,扩充和维护经验库内容。用户通过人机界面对知识获取进行相关内容的读取和查阅。
52.诊断模块3通过与制丝管理模块1、设备运行实时状态实现协同,当设备出现故障时,根据参数采集模块4采集到的设备运行参数判断故障原因,自动在终端显示故障相关知识与维护维修经验。
53.诊断模块3还能够在工艺控制出现异常时,根据异常情况判断异常原因,并在终端显示相关知识与调整措施,对工艺控制指标进行改善。
54.示例性的,制丝模块2包括:
55.松散回潮单元,与制丝管理模块1连接,用于在制丝管理模块1的控制下对烟叶进行松散回潮;
56.加料加香单元,设置于松散回潮单元的下游,加料加香单元与制丝管理模块1连接,用于在制丝管理模块1的控制下对松散回潮后的烟叶进行加料加香处理;
57.切丝单元,设置于加料加香单元的下游,切丝单元与制丝管理模块1连接,用于在制丝管理模块1的控制下对加料加香后输出的烟叶进行切丝;
58.烘丝单元,设置于切丝单元的下游,烘丝单元与制丝管理模块1连接,用于在制丝管理模块1的控制下对切丝后的烟叶进行烘干;
59.贮丝单元,设置于烘丝单元的下游,贮丝单元与制丝管理模块1连接,用于在制丝管理模块1的控制下对烘干的烟丝进行贮存。
60.具体地,制丝管理模块1具有配方管理功能,在制丝管理模块1接收到生产管理模块5下发的作业指令后,制丝管理模块1将接收的作业指令中的配方数据存储到监控计算机内,同时通过监控网络将配方数据转换后下载到plc中。配方数据主要包括工艺配方数据和参数配方数据。制丝管理模块1设置有配方参数记录功能,系统自动在数据库中记录设备参数的修改,当发生数据库中记录参数与plc中参数不一致时,系统进行提示报警,当出现参数丢失时,能够快速的恢复plc中的参据,保证配方数据的一致性。
61.通过接合生产管理模块5中的配方管理实现配方数据从数据服务器到监控计算机到plc的一体化统一管理。
62.示例性的,参数采集模块4包括:
63.水分仪,数量为两个,分别设置于烘丝单元的入口和出口处,各水分仪均与制丝管理模块1连接,用于检测流入和流出烘丝单元的烟丝的水分值,并将检测到的水分值输出至制丝管理模块1;
64.制丝管理模块1根据接收到的水分值控制烘丝单元的烘干温度和烘干时间。
65.具体地,制丝管理模块1中存储有烘干机运行的各种类型参数,可根据流入烘干机的烟料的水分值设定合适的烘干温度和烘干时间。
66.示例性的,贮丝单元为贮柜;参数采集模块4还包括:
67.检测单元,设置于贮柜内,与制丝管理模块1连接,用于检测贮柜内的烟丝余量,当检测到贮柜内的烟丝余量低于预设值时,发出检测信号至制丝管理模块1;
68.制丝管理模块1根据检测信号控制贮丝单元是否允许进料。
69.采用上述方案可以避免因贮柜重复进料,造成柜内物料过多从而引起设备故障的现象发生。
70.具体地,可在贮柜的底部分别设置检测器,当贮柜内无物料时,检测器向贮柜的控制器输出检测信号。
71.进一步地,判断贮柜是否为空,控制器还可以利用贮柜检测器件(光电管、底带计数)或电子秤的流量等各方面条件进行综合判断。另外,对于往空贮柜什么时候写入批牌信息,可以利用电子秤的流量信息作延时处理,甚至可以利用水分仪或测温仪的检测数据来做辅助判断。
72.示例性的,加料加香单元包括多个料罐,且加料加香单元上设置有加料点;参数采集模块4还包括:
73.料液扫描单元,靠近加料点设置,用于在操作人员将料罐放置于加料点后,对待加入料罐中的料液进行扫描以获取料液的牌号并输出;
74.报警单元,与控制单元连接;
75.制丝管理模块1还用于接收料液扫描单元输出的牌号,并将牌号与目标料液牌号进行比对;若两者相同,则发出向料罐加料的指示信息;若两者不同,则控制报警单元进行报警。
76.具体地,制丝管理模块1接收到的作业指令中包括目标料液牌号。在料液由香料厨房配好后,会经人工方式将料罐送至各个加香加料点,并将移动料罐中的料液输送到加香加料设备的固定料罐中,因此当连续生产时,现场往往放置多个香糖料罐,各料罐内可能存有不同的料液,此时需要对移动料罐与固定料罐之间要进行料液牌号的校对。因此可能会
出现将移动料罐中的料液加入到与其牌号不匹配的固定料罐中的情况,影响制丝生产,甚至会造成整批烟丝报废。本方案通过在移动料罐和固定料罐上分别设置电子标签,并在将移动料罐中的料液加入固定料罐之前,利用读取扫描装置分别读取移动罐和固定罐的电子标签,将读取扫描装置将扫描获得的信息上传至制丝管理模块1,以使制丝管理模块1与目标料液牌号进行比对;若两者相同,则发出向料罐加料的指示信息以提醒工作人员加料;若两者不同,则进行报警以提醒工作人员不得进行加料。
77.示例性的,制丝系统还包括输出模块6,与参数采集模块4连接,用于接收并显示运行参数。
78.虽然通过参照本发明的某些优选实施方式,已经对本发明进行了图示和描述,但本领域的普通技术人员应该明白,以上内容是结合具体的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。本领域技术人员可以在形式上和细节上对其作各种改变,包括做出若干简单推演或替换,而不偏离本发明的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1