一种加料装置的余料回收监控装置的制作方法
1.本技术涉及机械制造技术领域,更具体地,涉及一种加料装置的余料回收监控装置。
背景技术:
2.烟草的制丝车间在加香加料生产中使用的sj型加料、加香机。在其加料装置中,余料回收阀门为手动阀门,若操作人员在完成余料回收后未能及时关闭手动阀门,或者生产过程中有其他人员经过时意外挂扯手动阀门导致阀门打开,如果不能及时发现和处理,均会导致香糖料的泄漏和浪费。
技术实现要素:
3.本技术提供一种加料装置的余料回收监控装置,能够在通过手动阀门泄漏时进行声光报警并自动闭合余料回收管路,避免泄漏造成的浪费。
4.本技术提供了一种加料装置的余料回收监控装置,加料装置包括加料罐,加料罐的本体上设有余料回收管,余料回收管上设有手动阀,余料回收监控装置包括传感器、plc控制器、报警装置以及电磁阀;传感器安装在余料回收管上,并且传感器设置在手动阀的远离本体的一侧,传感器检测手动阀的余料泄漏量;电磁阀安装在余料回收管上,并且电磁阀设置在手动阀的靠近本体的一侧;plc控制器与传感器信号连接,报警装置和电磁阀分别与plc控制器信号连接;plc控制器接收到传感器的漏料信号后向报警装置发送报警指令,并向电磁阀发送闭合指令。
5.优选地,传感器为光电传感器。
6.优选地,传感器为对射型光电传感器。
7.优选地,报警装置为声光报警装置。
8.优选地,声光报警装置包括灯光报警模块以及声音报警模块。
9.优选地,灯光报警模块为黄色灯光报警模块。
10.优选地,声音报警模块为蜂鸣器报警模块。
11.优选地,余料回收监控装置还包括第一开关,第一开关与报警装置连接,第一开关开启或关闭plc控制器与灯光报警模块和/或plc控制器与声音报警模块之间的信号连接。
12.优选地,余料回收监控装置还包括第二开关,第二开关与电磁阀连接,第二开关开启或关闭电磁阀与plc控制器之间的信号连接。
13.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
14.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
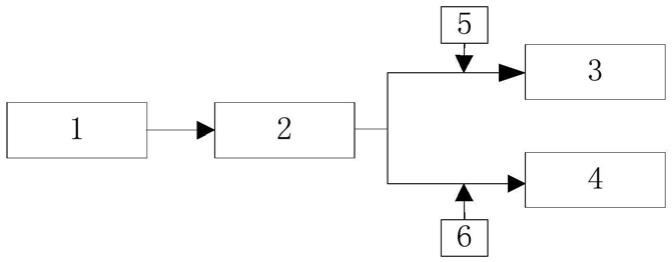
15.图1为本技术提供的加料装置的余料回收监控装置的结构示意图。
16.图中标示如下:
[0017]1‑
传感器2
‑
plc控制器3
‑
报警装置
[0018]4‑
电磁阀5
‑
第一开关6
‑
第二开关
具体实施方式
[0019]
现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
[0020]
以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
[0021]
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
[0022]
在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
[0023]
本技术提供了一种加料装置的余料回收监控装置,能够在实际生产中起到有效的提醒和防控作用,对于制丝重点环节的加香加料给予更加有力的保障,解决生产中因失误导致香糖料泄漏大量浪费的问题。
[0024]
需要说明的是,本技术的加料装置的余料回收监控装置不仅适用于烟草制丝领域,还适用于其他技术领域。
[0025]
本技术中,加料装置包括加料罐,加料罐的本体上设有余料回收管,余料回收管上设有手动阀。
[0026]
如图1所示,本技术的余料回收监控装置包括传感器1、plc控制器2、报警装置3以及电磁阀4。
[0027]
传感器1安装在余料回收管上,并且传感器1设置在手动阀的远离加料罐的本体的一侧。余料经过传感器时,传感器可以检测到余料的存在,判定为余料泄漏。
[0028]
电磁阀4安装在余料回收管上,并且电磁阀4设置在手动阀的靠近加料罐的本体的一侧。
[0029]
也就是说,余料回收管上,自加料罐的本体至余料回收管的另一端,依次设置电磁阀4、手动阀以及传感器1。
[0030]
plc控制器2与传感器1信号连接,报警装置3和电磁阀4分别与plc 控制器2信号连接。
[0031]
当传感器1检测到余料泄漏后,向plc控制器2发送漏料信号,plc 控制器2接收到传感器1的漏料信号后向报警装置3发送报警指令,并向电磁阀4发送闭合指令。电磁阀闭合后,余料无法从电磁阀经过,因此切断了漏料通道,避免漏料带来的经济损失。报警装置接收到plc控制器的报警指令后进行报警,使得操作人员及时知晓加料装置出现了漏料现象,方便及时维修设备。
[0032]
优选地,传感器为光电传感器。
[0033]
更优选地,传感器为对射型光电传感器。
[0034]
优选地,报警装置为声光报警装置,声光报警装置包括灯光报警模块以及声音报警模块。
[0035]
更优选地,灯光报警模块为黄色灯光报警模块,声音报警模块为蜂鸣器报警模块。
[0036]
在实际生产中,操作人员需要通过余料回收管进行加料罐中余料的回收,在该过程中,上述的余料回收监控装置中的传感器也会检测到余料的存在,由此导致报警和电磁阀闭合。
[0037]
基于上述原因,优选地,本技术的余料回收监控装置还包括第一开关 5和第二开关6。
[0038]
第一开关5与报警装置3连接,第一开关用于开启或关闭plc控制器 2与灯光报警模块和/或plc控制器与声音报警模块之间的信号连接。也就是说,第一开关5用于关闭报警装置的声音和/或灯光。在操作人员在现场进行正常的余料回收的情况下,仅仅关闭报警装置的声音或灯光是可行的。优选地,第一开关5同时关闭报警装置的声音和灯光。在正常的余料回收工作结束后,通过手动控制第一开关,开启报警装置3与plc控制器2之间的信号连接,进行正常的漏料监控。
[0039]
第二开关6与电磁阀4连接,第二开关6用于开启或关闭电磁阀4与 plc控制器2之间的信号连接。通过手动控制第二开关6,可以避免电磁阀闭合而阻止余料回收管中的物料流动。在正常的余料回收工作结束后,通过手动控制第二开关,开启电磁阀4与plc控制器2之间的信号连接,进行正常的漏料监控。
[0040]
本技术通过完善加料装置的预警控制机制,进一步提升设备的保障能力,通过自动检测发出报警信号的方式来保障生产,避免生产中意外情况的发生导致香糖料的浪费。
[0041]
虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1