一种烟支在线激光打孔驱动辊集尘清洁装置的制作方法
1.本技术涉及烟草加工技术领域,尤其涉及一种烟支在线激光打孔驱动辊集尘清洁装置。
背景技术:
2.卷烟机的烟支在线打孔过程中,激光的高温使滤嘴丝束燃烧,形成孔洞,在吸食时,空气通过该孔洞和燃烧端同时被吸入,这样就增加了滤棒的通风率,降低了烟支的吸阻,从而达到了降焦减害的目的,特别是细支烟滤嘴端固定数目的孔洞,降低了烟支吸食时的吸阻,提升了烟支吸食的舒适度。
3.但在打孔过程中,由于激光的高温,使滤嘴丝束燃烧,丝束燃烧后形成粉末漂浮在打孔头附近,并附着于烟支传动辊打孔部位表面,当累计高度超过轴径高度时,被打孔烟支位置升高,使打孔深度发生变化,影响了打孔的控制精度,从而需要人工将粉末清除,增加了劳动强度,影响生产节奏。
技术实现要素:
4.本技术的一个目的是提供一种烟支在线激光打孔驱动辊集尘清洁装置的新技术方案,以解决上述问题,在打孔的过程中自动清除附着在辊轴打孔凹槽内的粉末,避免粉末堆积,降低工人劳动强度,保证生产节奏顺畅。
5.根据本技术的第一方面,提供了一种烟支在线激光打孔驱动辊集尘清洁装置,包括激光打孔器和固定支架,所述激光打孔器固定在所述固定支架上,所述烟支在线激光打孔驱动辊集尘清洁装置还包括旋转轴、滚筒、辊轴和刮刀;所述滚筒的周壁上开设有容纳烟支的容纳槽,所述滚筒可旋转的套设在所述旋转轴上;所述辊轴设置在所述滚筒的一侧,所述辊轴的周壁与所述滚筒的周壁之间的间隙小于烟支的直径;所述辊轴上开设有凹槽,所述激光打孔器位于所述辊轴靠近所述滚筒的一侧的上方,且所述激光打孔器的开口方向朝向所述凹槽;所述刮刀的第一端与所述固定支架固定连接,所述刮刀的第二端向所述辊轴的径向延伸,并延伸至所述凹槽内。
6.在一个实施例中,所述刮刀竖直设置,且所述刮刀的第二端位于下方。
7.在一个实施例中,所述刮刀的第二端设有坡口。
8.在一个实施例中,所述坡口位于所述刮刀远离所述滚筒的一侧。
9.在一个实施例中,所述刮刀的第二端与所述凹槽的底壁之间最小间距为0.1毫米至0.2毫米。
10.在一个实施例中,所述刮刀的宽度比所述凹槽的宽度小0.5毫米。
11.在一个实施例中,所述刮刀距离所述凹槽两侧壁的距离相同。
12.在一个实施例中,所述刮刀由钢材制成。
13.在一个实施例中,还包括固定板,所述刮刀通过所述固定板与所述固定支架固定连接。
14.在一个实施例中,所述辊轴上开设有两个所述凹槽,所述刮刀的数量为两个。
15.本技术提供的烟支在线激光打孔驱动辊集尘清洁装置,包括激光打孔器和固定支架,所述激光打孔器固定在所述固定支架上,所述烟支在线激光打孔驱动辊集尘清洁装置还包括旋转轴、滚筒、辊轴和刮刀;所述滚筒的周壁上开设有容纳烟支的容纳槽,所述滚筒可旋转的套设在所述旋转轴上;所述辊轴设置在所述滚筒的一侧,所述辊轴的周壁与所述滚筒的周壁之间的间隙小于烟支的直径;所述辊轴上开设有凹槽,所述激光打孔器位于所述辊轴靠近所述滚筒的一侧的上方,且所述激光打孔器的开口方向朝向所述凹槽;所述刮刀的第一端与所述固定支架固定连接,所述刮刀的第二端向所述辊轴的径向延伸,并延伸至所述凹槽内。本技术中,当辊轴旋转时,刮刀将聚集在凹槽中的粉末刮走,从而避免粉末在凹槽出沉积,保证烟支打孔位置一致,提高打孔精度,同时,本技术中,利用滚筒和辊轴的旋转,刮除粉末,降低了工人的劳动强度,保证生产节奏顺畅。
16.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
17.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
18.图1为本技术实施例提供的烟支在线激光打孔驱动辊集尘清洁装置的滚筒和辊轴配合状态示意图。
19.图2为图1的分解结构示意图。
20.图3为辊轴和刮刀配合状态示意图。
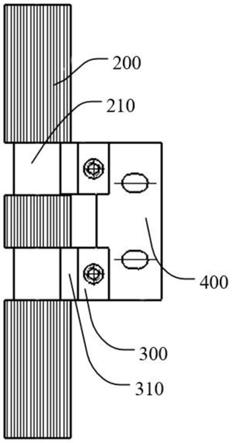
21.图4为辊轴和刮刀配合另一视角的状态示意图。
22.图中标示如下:100-滚筒;110-容纳槽;200-辊轴;210-凹槽;300-刮刀;310-坡口;400-固定板;500-激光打孔器;600-烟支。
具体实施方式
23.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
24.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
25.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
26.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
27.如图1至图4所示,本技术实施例提供的烟支在线激光打孔驱动辊集尘清洁装置,包括激光打孔器500和固定支架,所述激光打孔器500固定在所述固定支架上,所述烟支在线激光打孔驱动辊集尘清洁装置还包括旋转轴、滚筒100、辊轴200和刮刀300;所述滚筒100的周壁上开设有容纳烟支的容纳槽110,所述滚筒100可旋转的套设在所述旋转轴上;所述
辊轴200设置在所述滚筒100的一侧,所述辊轴200的周壁与所述滚筒100的周壁之间的间隙小于烟支600的直径;所述辊轴200上开设有凹槽210,所述激光打孔器500位于所述辊轴200靠近所述滚筒100的一侧的上方,且所述激光打孔器500的开口方向朝向所述凹槽210;所述刮刀300的第一端与所述固定支架固定连接,所述刮刀300的第二端向所述辊轴200的径向延伸,并延伸至所述凹槽210内。
28.本实施例中,所述滚筒100和所述辊轴200均逆时针旋转,所述烟支600落入所述辊轴200与所述滚筒100之间的间隙,被所述激光打孔器500打孔,并随着所述辊轴200与所述滚筒100的旋转,所述烟支600被带入所述容纳槽110中。本领域技术人员可以理解的是,在辊轴200与滚筒100的实际安装过程中,辊轴200的安装高度略高于滚筒100的安装高度,即辊轴200的中心线距离安装基准面的距离大于滚筒100的中心线距离安装基准面的距离,如此设置,可以保证落入辊轴200与滚筒100之间的间隙的烟支600可通过两者之间的旋转带入容纳槽110中。但这样一来,存在激光打孔时,辊轴200遮住激光打孔器500的风险,因此本技术实施例中,在辊轴200上开设有凹槽210,以避让激光线路,如此,激光就可以穿过凹槽210,进而对烟支600进行打孔。在打孔过程中,由于激光的高温,能瞬间穿透烟支600带待打孔部位,并使之形成粉末,此时粉末会聚集在凹槽210中。当辊轴200带动凹槽210经过刮刀300时,刮刀300位于凹槽210中,从而使得刮刀300可以将聚集在凹槽210上的粉末刮除,避免粉末沉积,影响后续烟支600打孔精度。本实施例中,利用刮刀300的旋转,自动清除聚集在凹槽210中的粉末,从而降低工人的劳动强度,保证生产节奏顺畅。
29.在一个实施例中,所述刮刀300竖直设置,且所述刮刀300的第二端位于下方。本实施例中,由于刮刀300是借助固定支架进行安装的,因此如此设置刮刀300的位置,最为方便简单,且可以及时将聚集在凹槽210内的粉末刮除,避免沉积。
30.在一个实施例中,所述刮刀300的第二端设有坡口310。本实施例中,开设坡口310,有利于粉尘沿坡口310下沉,从而避免粉尘聚集在刮刀300与凹槽210之间。
31.在一个实施例中,所述坡口310位于所述刮刀300远离所述滚筒100的一侧。如此设置坡口310的方向,可以保证被刮刀300刮下的粉尘不会再次飘向激光打孔处,保证激光打孔的效率。
32.在一个实施例中,所述刮刀300的第二端与所述凹槽210的底壁之间最小间距为0.1毫米至0.2毫米。本领域技术可以知晓的是,凹槽210的底壁之间最小间距越小越好,但间距越小,对加工精度和运行稳定性越高,从而导致成本越高,因此综合成本与效果考虑,本实施例中凹槽210的底壁之间最小间距越优选为0.1毫米。
33.在一个实施例中,所述刮刀300的宽度比所述凹槽210的宽度小0.5毫米。如此设置,避免刮刀300与凹槽210之间出现干涉,增加设备安全性。
34.在一个实施例中,所述刮刀300的第二端位于所述凹槽210中时,所述刮刀300距离所述凹槽210两侧壁的距离相同。对称设置便于安装加工,且能取得最优的效果。
35.在一个实施例中,所述刮刀300由钢材制成。钢材具有较高的耐磨性和耐高温性能。采用钢材制成,可以提高刮刀300的使用寿命,
36.在一个实施例中,还包括固定板400,所述刮刀300通过所述固定板400与所述旋转轴固定连接。本实施例中,通过固定板400连接刮刀300,不但便于刮刀300的安装,同时还能精确控制刮刀300安装精度。
37.在一个实施例中,所述辊轴200上开设有两个所述凹槽210,所述刮刀300的数量为两个。两个刮刀300和两个凹槽210一一对应设置,如此一来,可以提高生产效率。虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1