具有管状元件的气溶胶生成制品的制作方法
本发明涉及一种气溶胶生成制品,所述气溶胶生成制品包括气溶胶生成基质并且适于在加热时产生可吸入气溶胶。
背景技术:
1、其中将气溶胶生成基质如含烟草的基质加热而非燃烧的气溶胶生成制品是本领域已知的。通常,在这样的加热式吸烟制品中,通过将热量从热源传递到物理地分离的气溶胶生成基质或材料来生成气溶胶,所述气溶胶生成基质或材料可定位成与热源接触、在热源的内部、周围或下游。在使用气溶胶生成制品期间,挥发性化合物通过从热源的热传递而从气溶胶生成基质中释放,并且夹带在通过气溶胶生成制品抽吸的空气中。当所释放的化合物冷却时,所述化合物冷凝形成气溶胶。
2、许多现有技术文献公开了用于消耗气溶胶生成制品的气溶胶生成装置。这样的装置包括例如电加热式气溶胶生成装置,其中通过将热从气溶胶生成装置的一个或多个电加热器元件传递到加热式气溶胶生成制品的气溶胶生成基质来生成气溶胶。例如,已经提出了包括内部加热片的电加热的气溶胶生成装置,所述内部加热片适于插入到气溶胶生成基质中。作为替代方案,由wo 2015/176898提出了可感应加热的气溶胶生成制品,其包括气溶胶生成基质和布置在气溶胶生成基质内的感受器元件。
3、其中含烟草的基质被加热而不燃烧的气溶胶生成制品呈现了常规吸烟制品所未遇到的许多挑战。例如,可能期望限制气溶胶生成基质在气溶胶生成制品内的移动,同时仍确保足够的气流水平可以穿过气溶胶生成基质和气溶胶生成制品。尤其期望限制气溶胶生成基质的潜在移动,因为这可以例如通过帮助增加气溶胶生成基质与加热器元件之间的相互作用的一致性来帮助提高从一个制品到另一个制品的性能的一致性。这可尤其适用于适于接收加热器叶片的气溶胶生成制品,因为插入加热器叶片的动作可以另外增加气溶胶生成基质的移位的可能性。
4、wo 2013/098405提出包括气溶胶生成基质的紧下游的支承元件。支承元件呈过滤材料的环形管的形式提供,通常称为中空醋酸管。支承元件被构造成在气溶胶生成装置的加热叶片插入气溶胶生成基质期间,抵抗气溶胶生成基质的下游移动。中空支承元件内的空白空间提供用于气溶胶从气溶胶生成基质朝向气溶胶生成制品的口端流动的开口。
5、然而,一些支承元件例如中空醋酸管可能不期望地过滤从气溶胶生成基质释放的一些挥发性化合物。此外,一些支承元件可能不为气溶胶生成制品提供期望的rtd特性。诸如中空醋酸管的现有技术支承元件也可能是昂贵的,或者制造成本昂贵且复杂。现有技术的支承元件,例如中空醋酸管,可能也不理想地适合于其中将感受器元件布置在气溶胶生成基质内的气溶胶生成制品。例如,因为现有技术的支承元件可能不理想地适合于由感受器元件产生的温度。
技术实现思路
1、因此,将期望提供适于实现上述期望结果中的至少一个的新的并且改进的气溶胶生成制品。此外,将期望提供一种这样的气溶胶生成制品,其可高效并且高速地制造,优选地具有令人满意的rtd和从一个制品到另一个制品的低rtd可变性。
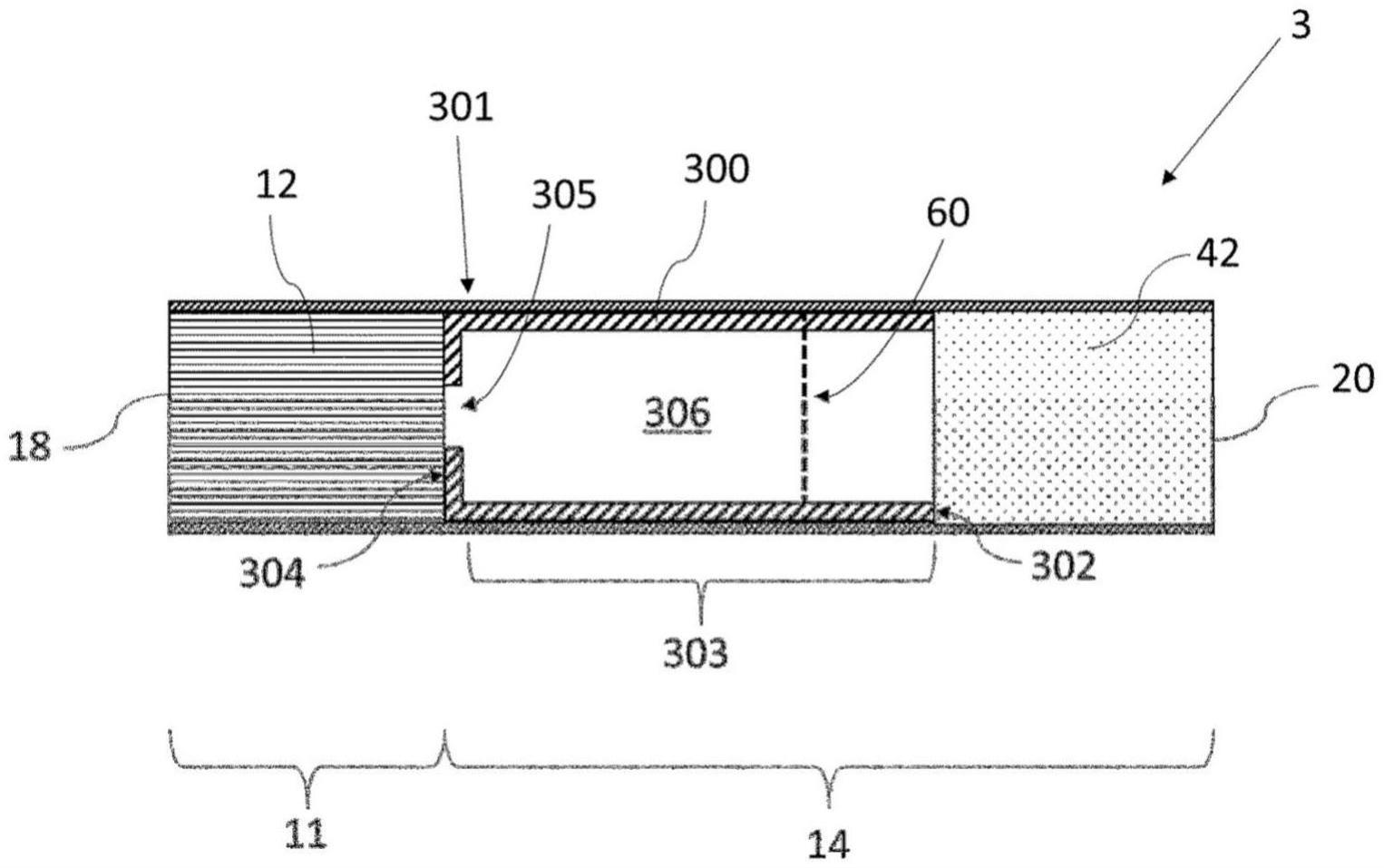
2、本公开涉及一种气溶胶生成制品。气溶胶生成制品可包括以条的形式组装的多个元件。所述多个元件可包括第一元件,该第一元件包括气溶胶生成基质。多个元件可包括定位于第一元件上游或下游的管状元件。管状元件可包括限定腔的管状本体。腔可以从管状本体的第一端延伸到管状本体的第二端。管状元件还可包括折叠端部分,该折叠端部分在管状本体的第一端处形成第一端壁。第一端壁可以界定用于在管状元件的腔与外部之间的气流的开口。第一端壁可与气溶胶生成基质相邻。
3、根据本发明的第一方面,提供了一种气溶胶生成制品,所述气溶胶生成制品包括以条的形式组装的多个元件,所述元件包括:包括气溶胶生成基质的第一元件;以及定位于所述第一元件的上游或下游的管状元件,所述管状元件包括:管状本体,所述管状本体限定从所述管状本体的第一端延伸到所述管状本体的第二端的腔;以及折叠端部分,所述折叠端部分在所述管状本体的第一端处形成第一端壁,所述第一端壁界定用于在所述管状元件的腔与外部之间的气流的开口。第一端壁可与气溶胶生成基质相邻。
4、根据本发明的第二方面,提供了一种气溶胶生成制品,所述气溶胶生成制品包括以条的形式组装的多个元件,所述元件包括:包括气溶胶生成基质的第一元件;以及定位于所述第一元件的上游或下游的管状元件,所述管状元件包括:管状本体,所述管状本体限定从所述管状本体的第一端延伸到所述管状本体的第二端的腔;以及折叠端部分,所述折叠端部分在所述管状本体的第一端处形成第一端壁,所述第一端壁界定用于在所述管状元件的腔与外部之间的气流的开口;并且其中所述气溶胶生成制品进一步包括限定至少所述管状元件的外部包装物。
5、外部包装物可限定气溶胶生成制品的外表面。外部包装物还可以包围第一元件。外部包装物可包围以条的形式组装的气溶胶生成制品的多个元件中的所有元件。如下文所述,外部包装物可以是接装包装物。包围管状元件的外部包装物可以是纸包装物或非纸包装物。用于本发明的特定实施例中的合适的纸包装物是本领域已知的并包括但不限于:香烟纸;和过滤器滤嘴段包装物。用于本发明的特定实施例中的合适的非纸包装物是本领域已知的并包括但不限于均质化烟草材料的片材。在某些优选实施例中,包装物可由包括多个层的层压材料形成。优选地,包装物由铝共层压片材形成。在气溶胶生成基质应被点燃而不是以预期方式加热的情况下,使用包括铝的共层压片材有利地防止外部包装物的燃烧。
6、根据本发明的第三方面,提供了一种气溶胶生成制品,所述气溶胶生成制品包括以条的形式组装的多个元件,所述元件包括:包括气溶胶生成基质的第一元件;以及完全定位于所述第一元件的上游或完全定位于所述第一元件下游的管状元件,所述管状元件包括:管状本体,所述管状本体限定从所述管状本体的第一端延伸到所述管状本体的第二端的腔;以及折叠端部分,所述折叠端部分在所述管状本体的第一端处形成第一端壁,所述第一端壁界定用于在所述管状元件的腔与外部之间的气流的开口。
7、术语“气溶胶生成制品”在本文中用于表示其中气溶胶生成基质被加热以产生可吸入气溶胶并将其递送给消费者的制品。如本文所用,术语“气溶胶生成基质”表示能够在加热时释放挥发性化合物以生成气溶胶的基质。
8、当用户向香烟的一个端部施加火焰并通过另一个端部抽吸空气时,常规香烟将被点燃。由火焰和通过香烟抽吸的空气中的氧气提供的局部热使得香烟的端部被点燃,并且所形成的燃烧生成可吸入烟气。相比之下,在加热式气溶胶生成制品中,通过加热例如烟草的风味生成基质来生成气溶胶。已知的加热式气溶胶生成制品包括例如电加热式气溶胶生成制品及其中通过从可燃燃料元件或热源向物理上分开的气溶胶形成材料的热传递而生成气溶胶的气溶胶生成制品。例如,根据本发明的气溶胶生成制品在包括电加热式气溶胶生成装置的气溶胶生成系统中具有特定应用,所述电加热式气溶胶生成装置具有适于被插入到气溶胶生成基质条中的内部加热器叶片。在现有技术中(例如,在欧洲专利申请ep0822670中)描述了这种类型的气溶胶生成制品。
9、如本文所使用的,术语“气溶胶生成装置”是指包括加热器元件的装置,所述加热器元件与气溶胶生成制品的气溶胶生成基质相互作用以生成气溶胶。
10、如本文所用,术语“条”用于表示具有大体上圆形、卵形或椭圆形横截面的大致为圆柱形的元件。
11、如本文中所用,术语“纵向”是指对应于气溶胶生成制品的主纵向轴线的方向,该方向在气溶胶生成制品的上游端与下游端之间延伸。如本文中所用,术语“上游”和“下游”描述气溶胶生成制品的元件或元件的部分相对于气溶胶在使用过程中输送通过气溶胶生成制品的方向的相对位置。
12、在使用过程中,空气在纵向方向上被抽吸穿过气溶胶生成制品。术语“横向”是指垂直于纵向轴线的方向。除非另有说明,否则对气溶胶生成制品或气溶胶生成制品的部件的“横截面”的任何提及均指横向横截面。
13、术语“长度”表示气溶胶生成制品的部件在纵向方向上的尺寸。例如,其可用来表示包括气溶胶生成基质的第一元件或中空管状元件在纵向方向上的尺寸。
14、如本文所用,术语“管状元件”用于表示大体上细长的元件,该细长元件沿着其纵向轴线限定内腔或气流通路。特别地,术语“管状”将在下文中用于参考具有管状本体的管状元件,该管状本体具有基本圆柱形横截面并且限定至少一个气流导管,所述气流导管在管状本体的上游端与管状本体的下游端之间建立不间断的流体连通。然而,应当理解,管状本体的备选几何形状(例如,备选横截面形状)可能是可能的。
15、如本文所用,术语“细长”是指元件的长度尺寸大于其宽度尺寸或其直径尺寸,例如是其宽度尺寸或其直径尺寸的两倍或更多。
16、在本发明的上下文中,管状元件的管状本体提供非限制性流动通道。这意味着管状元件的管状本体部分提供可忽略的抽吸阻力(rtd)水平。因此,流动通道应不含将阻碍空气在纵向方向上流动的任何部件。优选地,流动通道基本上是空的。在这种情况下,管状元件的管状本体限定空腔。
17、本发明的管状元件提供用于气溶胶生成制品的改进部件。通过从限定腔的管状本体(该腔从管状本体的第一端延伸到管状本体的第二端)形成管状元件,相对大比例的管状元件可以是空的并且允许不受阻碍的气流。当管状元件在气溶胶生成基质的下游时,这可有助于改善气溶胶的冷却和成核。此外,这样的配置还可有助于最小化从气溶胶生成基质释放的任何化合物的过滤,特别是当与现有技术的中空醋酸管相比时。
18、通过使管状元件设置有在管状本体的第一端处形成第一端壁的折叠端部分,管状元件可被配置为通过第一端壁的大小和形状的配置具有期望的rtd。特别地,管状元件及其第一端壁可以高效且高速地制造,具有令人满意的rtd和不同制品之间的低rtd可变性。此外,管状元件及其第一端壁的配置意味着rtd可以定位于管状元件的特定纵向位置处,而不是沿着管状元件的长度连续地分布。
19、在管状元件的第一端壁与气溶胶生成基质相邻的情况下,第一端壁可提供能够限制气溶胶生成基质的移动的屏障。这种布置还可以有利地使空气和气溶胶中的一者或两者能够流过开口进入腔中。
20、由管状元件的第一端壁提供的屏障可以比由中空醋酸管的端部提供的屏障更有效,因为第一端壁比中空醋酸管的端部可变形的程度能够更小。管状元件的构造还可更适合于承受由加热叶片或感受器元件产生的温度。
21、术语“相邻”在本文中关于管状元件和第一元件使用时表示管状元件在组装元件条中邻近第一元件纵向地定位。特别地,该术语表示在纵向方向上在第一元件与管状元件之间没有布置其它组装条元件。
22、第一元件和管状元件可以彼此相邻并且彼此接触。例如,管状元件的第一端壁可以与气溶胶生成基质相邻并且与气溶胶生成基质接触。
23、第一元件和管状元件可以彼此相邻但不彼此接触,因为小间隙的空白空间使第一元件在气溶胶生成制品的纵向方向上与管状元件分离。例如,管状元件的第一端壁可以与气溶胶生成基质相邻但不与气溶胶生成基质接触。间隙可为2毫米或更小。间隙可为1毫米或更小。
24、第一元件可被称为气溶胶生成元件。
25、管状元件可完全定位于第一元件的上游。在这样的实施例中,管状元件可被称为上游管状元件。
26、管状元件可完全定位于第一元件的下游。在这样的实施例中,管状元件可被称为下游管状元件。
27、气溶胶生成制品可包括两个管状元件,一个管状元件是完全定位于第一元件下游的第一管状元件,而另一个管状元件是完全定位于第一元件上游的第二管状元件。第一管状元件和第二管状元件可各自具有上文或下文关于本发明的管状元件描述的任何特征或特征组合。
28、例如,管状元件可以是第一管状元件,其位于气溶胶形成基质的下游,其中第一管状元件的第一端壁与气溶胶生成基质的下游端相邻。在这样的实施例中,气溶胶生成制品还可包括第二管状元件。第二管状元件可以位于第一元件的上游。第二管状元件可以包括:管状本体,所述管状本体限定从管状本体的第一端延伸到管状本体的第二端的腔;以及折叠端部分,所述折叠端部分在管状本体的第一端处形成第一端壁,第一端壁界定用于在第二管状元件的腔与外部之间的气流的开口。第二管状元件的第一端壁可与气溶胶生成基质的上游端相邻。因此,在这样的实施例中,包含气溶胶生成基质的第一元件可夹在第一和第二管状元件之间,其中每个管状元件具有折叠端部分,该折叠端部分提供与第一元件的上游端或下游端相邻的相应的端壁。在这样的实施例中,第二管状元件可被称为上游管状元件,第一管状元件可被称为下游管状元件。
29、第二管状元件还可包括折叠端部分,该折叠端部分在其管状本体的第二端处形成第二端壁。第二管状元件的第二端壁可以界定用于在第二管状元件的腔与外部之间的气流的开口。由第二管状元件的第二端壁界定的开口可以小于由第二管状元件的第一端壁界定的开口。例如,由第二管状元件的第二端壁界定的开口的尺寸可以在由第二管状元件的第一端壁界定的开口的尺寸的约20%与约80%之间。由第二管状元件的第二端壁界定的开口的尺寸可以在由第二管状元件的第一端壁界定的开口的尺寸的约40%与约60%之间,更优选地可以在由第二管状元件的第一端壁界定的开口的尺寸的约45%与约55%之间。
30、一般来说,在本发明的管状元件包括各自具有相应开口的两个端壁的情况下,由管状元件的第二端壁界定的开口的尺寸可以在由管状元件的第一端壁界定的开口的尺寸的约20%与约80%之间。
31、第二管状元件可以是气溶胶生成制品的最上游部件。例如,气溶胶生成制品的上游端可以由第二管状元件的上游端限定。
32、如以下将更详细地描述的,气溶胶生成制品还可以包括在沿着管状元件的位置处的通风区。在气溶胶生成制品包含上文所描述的第一管状元件和第二管状元件的情况下,通风区优选地沿着第一管状元件定位。
33、第一端壁可以与气溶胶生成制品的纵向方向大致成横向地延伸。第一端壁可以与管状本体的纵向方向大致成横向地延伸。
34、第一端壁可以部分地延伸到管状本体的腔中,并且与管状本体的内表面形成小于90度的角度,更优选地与管状本体的内表面形成小于80度的角度,甚至更优选地与管状本体的内表面形成小于70度的角度。这可以通过确保在制造管状元件期间将折叠力施加到管状元件以使得管状元件的第一端部分的至少一部分被推入管状本体的腔中来实现。这样的布置可有利地增加第一端壁在已制造管状元件之后相对于管状本体保持静止的可能性。特别地,这样的布置可有助于克服形成管状元件的材料中的任何天然弹性,使得管状元件的折叠端部分在制造之后不太可能朝向其预折叠状态恢复。
35、由第一端壁界定的开口可以是第一端壁中的唯一开口。该开口可以设置在管状元件的大体径向中心位置中。第一端壁可以是大致环形的。
36、第一端壁可从管状元件上的折叠点延伸并且朝向管状元件的径向中心位置延伸。折叠点可大体上对应于管状元件的管状本体的第一端。
37、优选地,至少管状元件的形成第一端壁的第一部分是基本上空气不可渗透的。换句话说,优选地,第一端壁是基本上无孔的。优选地,第一端壁不包含任何穿孔。形成第一端壁的材料可具有小于2000coresta单元的孔隙度。形成第一端壁的材料可具有小于1000coresta单元的孔隙度。形成第一端壁的材料可具有小于500coresta单元的孔隙度。
38、在第一元件包括在气溶胶生成基质内的感受器元件的情况下,第一壁中的开口可以大体上与感受器元件的径向位置对准。这可以有利地帮助保持管状元件的第一端壁与第一元件的感受器之间的距离。保持该距离可有助于减轻感受器元件对管状元件的第一端壁进行的任何不期望的加热。
39、本公开还包括形成本发明的用于气溶胶生成制品的管状元件的方法。该方法可包括提供管状元件前体的步骤,该管状元件前体包括:管状本体,所述管状本体限定从管状本体的第一端延伸到管状本体的第二端的腔;以及第一端部分,所述第一端部分与管状本体的第一端相邻且与管状本体的第一端一体地形成。该方法还包括以下步骤:向管状元件前体施加折叠力以使第一端部分围绕与管状本体的第一端对应的折叠点弯曲或折叠,施加的折叠力使得管状元件的第一端部分的至少一部分延伸到管状本体的腔中。该方法还可包括以下步骤:释放折叠力,使得管状元件的第一端部分沿着其折叠路径部分地恢复,并到达这样的位置,在该位置中第一端部分基本上横向于管状本体的纵向方向延伸,从而在管状本体的第一端处形成第一端壁,其中第一端壁界定用于在管状元件的腔与外部之间的气流的开口。
40、本公开还包括用于气溶胶生成制品的管状元件。管状元件可包括:管状本体,所述管状本体限定从管状本体的第一端延伸到管状本体的第二端的空腔;第一折叠端部分,所述第一折叠端部分在管状本体的第一端处形成第一端壁,第一端壁界定用于在管状元件的空腔与外部之间的气流的第一开口;以及第二折叠端部分,所述第二折叠端部分在管状本体的第二端处形成第二端壁,第二端壁界定用于在管状元件的空腔与外部之间的气流的第二开口。管状元件可包括在上文或下文关于本发明的气溶胶生成制品的管状元件描述的任何特征或特征组合,或者与该任何特征或特征组合结合。
41、管状元件的外径优选地大致等于气溶胶生成制品的外径。在第一元件形成为条的情况下,管状元件的外径优选地大致等于第一元件的外径。
42、管状元件可具有6毫米与10毫米之间、例如7毫米与9毫米之间或7.5毫米与8.5毫米之间的外径。在优选实施例中,管状元件具有7.8毫米+/-10%的外径。
43、优选地,管状元件具有至少约5.5毫米的等效内径。更优选地,管状元件具有至少约6毫米的等效内径。甚至更优选地,管状元件具有至少约7毫米的等效内径。术语“等效内径”在本文中用于表示具有由中空管状段内部限定的气流管道的横截面的相同表面积的圆的直径。气流导管的横截面可以具有任何合适的形状。然而,如以上简要描述的,圆形横截面是优选的,即,中空管状段实际上是圆柱形管。在这种情况下,中空管状段的等效内径与圆柱形管的内径有效地重合。
44、中空管状段的等效内径优选地小于约10毫米。更优选地,中空管状段的等效内径小于约9.5毫米、甚至更优选地小于9毫米。
45、优选地,管状元件具有至少约0.1毫米、更优选至少约0.2毫米的壁厚。
46、优选地,管状元件具有小于约1.5毫米、优选小于约1.25毫米的壁厚。在优选实施例中,管状元件具有小于约1毫米的壁厚。
47、因此,管状元件优选地具有约0.1毫米与约1.5毫米之间、或约0.2毫米与约1.25毫米之间、或约0.5毫米与约1毫米之间的壁厚。
48、为管状元件提供这样的壁厚可有助于改善管状本体对塌缩或变形的抵抗,同时仍使得第一端壁能够由管状元件的折叠端部分形成。
49、管状元件的壁厚可以与管状本体和第一端壁中的一个或两个的壁厚相同。
50、管状元件的长度可以与管状本体的长度基本上相同。
51、优选地,管状元件具有至少约10毫米、更优选至少约15毫米的长度。
52、优选地,管状元件具有小于约30毫米、优选小于约25毫米、甚至更优选小于约20毫米的长度。
53、管状元件可具有约10毫米至约30毫米、优选约15毫米至约25毫米、更优选约15毫米至约20毫米的长度。例如,在一个特别优选的实施例中,管状元件具有18毫米的长度。在管状元件定位在气溶胶生成基质下游而其中管状元件的第一端壁与气溶胶生成基质的下游端相邻的实施例中,这样的长度可以是特别优选的。
54、管状元件可具有约5毫米至约20毫米、优选约8毫米至约15毫米、更优选约10毫米至约13毫米的长度。例如,在一个特别优选的实施例中,管状元件具有12毫米的长度。在管状元件定位在气溶胶生成基质上游而其中管状元件的第一端壁与气溶胶生成基质的上游端相邻的实施例中,这样的长度可以是特别优选的。
55、优选地,管状元件适于生成在大约0毫米h2o(约0pa)至大约20毫米h2o(约100pa)之间、更优选地在大约0毫米h2o(约0pa)至大约10毫米h2o(约100pa)之间的rtd。
56、管状元件优选地由例如纸、纸板或硬纸板的纸质材料形成。管状元件可以由多层重叠的纸层形成,如多层平行卷绕的纸层或多层螺旋卷绕的纸层。由多层重叠纸层形成管状元件可有助于改善管状本体对塌缩或变形的抵抗,同时仍使得第一端壁能够由管状元件的折叠端部分形成。
57、管状元件可以包括至少两个纸层。管状元件可以包括少于十一层的纸层。
58、在管状元件由纸质材料形成的情况下,纸质材料可具有至少约90克/平方米的基重。纸质材料可具有小于约300克/平方米的基重。纸质材料可具有约100克/平方米至约200克/平方米的基重。为管状元件提供这样的壁基重可有助于改善管状本体对塌缩或变形的抵抗,同时仍使得第一端壁能够由管状元件的折叠端部分形成。
59、管状元件的第一端壁可包括疏水性区域,该疏水性区域包含共价结合到第一端壁的疏水性基团。在管状元件包括第二端壁的情况下,第二端壁也可包括疏水性区域。
60、在另一方面,疏水性区域的水接触角为至少约90度或至少约100度,并且科布(cobb)测量值(在60秒时)为约40g/m2或更小,或约35g/m2或更小。
61、疏水性区域可以通过包括下述步骤的方法制备:将包含脂肪酸卤化物的液体组合物施加到第一端壁的表面并将该表面保持在约120摄氏度至约180摄氏度的温度下。脂肪酸卤化物与疏水性区域中的材料的原生基团原位反应,从而导致脂肪酸酯的形成。
62、术语“疏水的”指表面显示出防水特性。测定这点的一种有用的方法是测量水接触角。“水接触角”是当液体/蒸汽界面遇到固体表面时,照常规测量的穿过液体的角度。它经由杨氏方程定量固体表面被液体的可湿性。
63、该疏水性区域具有小于约40g/m2、小于约35g/m2、小于约30g/m2或小于约25g/m2的科布吸水率(iso535:1991)值(在60秒时)。
64、疏水性区域具有至少约90度、至少约95度、至少约100度、至少约110度、至少约120度、至少约130度、至少约140度、至少约150度、至少约160度、或至少约170度的水接触角。疏水性通过利用tappi t558om-97测试进行测定,并且结果呈现为界面接触角且以“度”报道,并且范围可为接近零度到接近180度。当接触角未连同术语疏水的一起指定时,水接触角为至少90度。
65、根据本公开,提供了一种用于在加热时生成可吸入气溶胶的气溶胶生成制品。气溶胶生成制品包括第一元件,该第一元件包括气溶胶生成基质和管状元件。气溶胶生成制品包括在气溶胶生成基质的下游的位置处的下游区段。下游区段可以包括一个或多个下游元件,例如管状元件。
66、下游区段可以包括烟嘴元件。烟嘴元件可以一直延伸到气溶胶生成制品的口端。
67、烟嘴元件可以一直延伸到气溶胶生成基质的下游端。在烟嘴元件从气溶胶生成基质的下游端一直延伸到气溶胶生成制品的口端的情况下,烟嘴元件可以是气溶胶生成制品的下游区段中的唯一元件。作为替代方案,当管状元件设置在气溶胶生成基质的下游时,烟嘴元件可以位于第一管状元件的下游。在这样的实施例中,烟嘴元件可以一直延伸到管状元件的下游端。换句话说,烟嘴元件位于管状元件的紧下游。举例来说,烟嘴元件可邻接管状元件的下游端。
68、烟嘴元件可优选地位于气溶胶生成制品的下游端或口端处。烟嘴元件优选地包括用于过滤由气溶胶生成基质生成的气溶胶的至少一个烟嘴过滤器区段。例如,烟嘴元件可包括纤维过滤材料的一个或多个节段。合适的纤维过滤材料将是技术人员已知的。特别优选地,至少一个烟嘴过滤器段包括由醋酸纤维素丝束形成的醋酸纤维素过滤器段。
69、烟嘴元件可以由单个烟嘴过滤器段构成。在备选实施方案中,烟嘴元件包括以邻接端对端关系与彼此轴向对准的两个或更多个烟嘴过滤器段。
70、烟嘴元件可包括口端腔。口端腔可由设在烟嘴的下游端处的中空管状元件限定。替代地,口端腔可以由口端处的气溶胶生成制品的外部包装物限定。
71、烟嘴元件可任选地包括调味剂,其可以任何合适形式提供。例如,烟嘴元件可包括调味剂的一个或多个胶囊、珠或颗粒,或一条或多条载有风味物的丝或细丝。
72、优选地,烟嘴元件具有低颗粒过滤效率。
73、优选地,烟嘴由纤维过滤材料的区段形成。
74、优选地,烟嘴元件由滤嘴段包装物限定。优选地,烟嘴元件是不通风的,使得空气不沿着烟嘴元件进入气溶胶生成制品。
75、烟嘴元件优选地借助于接装包装物连接到气溶胶生成制品的相邻上游部件中的一个或多个,例如一个或多个管状元件。
76、优选地,烟嘴元件具有小于约25毫米h2o的rtd。更优选地,烟嘴元件具有小于约20毫米h2o的rtd。甚至更优选地,烟嘴元件具有小于约15毫米h2o的rtd。
77、约10毫米h2o至约15毫米h2o的rtd值是特别优选的,因为具有一个此类rtd的烟嘴元件预期对气溶胶生成制品的总体rtd的贡献最小,基本上不对递送给消费者的气溶胶施加过滤作用。
78、优选地,烟嘴元件具有大致等于气溶胶生成制品外径的外径。烟嘴元件可具有约5毫米与约10毫米之间、或约6毫米与约8毫米之间的外径。在优选的实施方案中,烟嘴元件具有大约7.2毫米的外径。
79、烟嘴元件可以具有至少约10毫米、更优选至少约11毫米、更优选至少约12毫米的长度。烟嘴元件可以具有小于约25毫米、更优选小于约20毫米、更优选小于约15毫米的长度。
80、烟嘴元件可以具有约10毫米至约25毫米、更优选地约10毫米至约20毫米、甚至更优选地约10毫米至约15毫米的长度。烟嘴元件可以具有约11毫米至约25毫米、更优选地约11毫米至约20毫米、甚至更优选地约11毫米至约15毫米的长度。烟嘴元件可以具有约12毫米至约25毫米、更优选地约12毫米至约20毫米、甚至更优选地约12毫米至约20毫米的长度。
81、在优选实施例中,烟嘴元件具有大约12毫米的长度。
82、在气溶胶生成制品中提供相对长的烟嘴元件可以允许包括胶囊,或可以允许制品在使用者施加唇部的位置处更刚性,或者可以允许这两者。
83、气溶胶生成制品可以包括在沿着下游区段的位置处的通风区。在下游区段包括管状元件的情况下,通风区可以设置在沿着管状元件的位置处。
84、本发明的管状元件可包括在沿着管状元件的管状本体的位置处的通风区。通风区的特征在下文关于气溶胶生成制品进行描述。然而,应当理解,它们也可以直接应用于管状元件本身。
85、通风区可以定位成距管状元件的折叠端部分约5毫米与约15毫米之间。通风区可以定位成距管状元件的折叠端部分至少2毫米,更优选地距管状元件的折叠端部分至少3毫米,甚至更优选地距管状元件的折叠端部分至少5毫米。
86、通风区可以定位成距管状元件的折叠端部分小于20毫米,更优选地距管状元件的折叠端部分小于15毫米,甚至更优选地距管状元件的折叠端部分小于10毫米。
87、在管状元件是位于气溶胶形成基质下游的第一管状元件的情况下,通风区优选地位于第一管状元件的下游区段中。优选地,通风区定位成距第一管状元件的下游端约1毫米与约10毫米之间,更优选地距第一管状元件的下游端约2毫米与约8毫米之间,甚至更优选地距第一管状元件的下游端约3毫米与约6毫米之间。
88、优选地,通风区定位成距第一管状元件的下游端至少1毫米,更优选地,通风区定位成距第一管状元件的下游端至少2毫米,甚至更优选地,通风区定位成距第一管状元件的下游端至少3毫米。
89、优选地,通风区定位成距第一管状元件的下游端小于10毫米,更优选地,通风区定位成距第一管状元件的下游端小于8毫米,甚至更优选地,通风区定位成距第一管状元件的下游端小于6毫米。
90、通风区可包括穿过通风元件的周壁的多个穿孔,该通风元件可以是管状元件。优选地,通风区包括至少一个周向穿孔行,通风区可包括两个周向穿孔行。例如,穿孔可在气溶胶生成制品的制造期间在生产线上形成。优选地,每行周向穿孔包括8到30个穿孔。
91、根据本发明的气溶胶生成制品可具有至少约5%的通风水平。
92、在整个本说明书中,术语“通风水平”用于表示经由通风区(通风气流)进入气溶胶生成制品中的气流与气溶胶气流和通风气流的总和的体积比。通风水平越大,递送给消费者的气溶胶流的稀释度越高。
93、气溶胶生成制品通常可以具有至少约10%、优选地至少约15%、更优选地至少约20%的通风水平。
94、在优选实施方案中,气溶胶生成制品具有至少约25%的通风水平。气溶胶生成制品优选地具有小于约60%的通风水平。气溶胶生成制品可具有小于或等于约45%的通风水平。更优选地,气溶胶生成制品具有小于或等于约40%的通风水平,甚至更优选小于或等于约35%的通风水平。
95、在特别优选的实施方案中,气溶胶生成制品具有约30%的通风水平。气溶胶生成制品可具有约20%到约60%、优选约20%到约45%、更优选约20%到约40%的通风水平。气溶胶生成制品可具有约25%到约60%、优选约25%到约45%、更优选约25%到约40%的通风水平。在另外的实施例中,气溶胶生成制品具有约30%至约60%、优选约30%至约45%、更优选约30%至约40%的通风水平。
96、在一些特别优选的实施例中,气溶胶生成制品具有约28%至约42%的通风水平。在一些特别优选的实施例中,气溶胶生成制品具有约30%的通风水平。
97、其中气溶胶生成制品包括气溶胶生成基质下游的第一管状元件并且在沿着第一管状元件的位置处设置有通风区的实施例可提供许多优点。例如,并且在不希望受理论束缚的情况下,本发明人已发现,由较冷的外部空气经由通风区进入第一管状元件所引起的温度下降可对气溶胶颗粒的成核和生长具有有利的影响。
98、由含有各种化学物质的气体混合物形成气溶胶取决于成核、蒸发和冷凝以及聚结之间的微妙相互作用,同时考虑蒸汽浓度、温度以及速度场的变化。所谓的经典成核理论基于以下假设:气相中的分子的一部分足够大,以足够概率(例如,一半的概率)长时间保持相干。这些分子代表瞬态分子聚集体中的某种临界、阈值分子簇,这意味着平均而言,较小的分子簇可能会很快分解成气相,而较大的簇平均而言可能会生长。此类临界簇被认为是关键的成核核心,由于蒸气中的分子的冷凝,液滴预计将从该核心生长。假设刚成核的原始液滴以一定的原始直径出现,然后可能生长几个数量级。这一过程通过快速冷却周围蒸汽而引起冷凝得到促进并加强。就此而言,应当记住,蒸发和冷凝是同一机制的两个方面,即气液质量传递。虽然蒸发涉及从液滴到气相的净质量传递,但冷凝是从气相到液滴相的净质量传递。蒸发(或冷凝)将使液滴收缩(或生长),但不会改变液滴的数量。
99、在这种可能因聚结现象而更加复杂化的情境下,冷却的温度和速率在确定系统如何响应方面起着关键作用。一般来讲,不同的冷却速率可导致与液相(液滴)形成有关的显著不同的时间行为,因为成核过程通常是非线性的。在不希望受理论束缚的情况下,假设冷却可导致液滴数量浓度的快速增加,随后是这种生长的强烈、短暂的增加(成核爆发)。这种成核爆发在较低温度下似乎更为显著。此外,似乎更高的冷却速率可能有利于更早开始成核。相比之下,冷却速率的降低似乎对气溶胶液滴最终达到的最终尺寸具有有利的影响。
100、因此,外部空气经由通风区进入第一管状元件所引起的快速冷却可有利地用于促进气溶胶液滴的成核和生长。然而,同时,外部空气进入第一管状元件具有稀释递送给消费者的气溶胶流的直接缺点。
101、本发明人已惊讶地发现,当通风水平在上述范围内时,对气溶胶的稀释效应(其可通过特别是测量对气溶胶生成基质中所包括的气溶胶形成剂(如甘油)的递送的影响来评估)有利地最小化。特别地,已发现25%与50%之间并且甚至更优选28%与42%之间的通风水平产生尤其令人满意的甘油递送值。同时,提高了成核的程度以及因此尼古丁和气溶胶形成剂(例如甘油)的递送。
102、本发明人已惊讶地发现,由将通风空气引入制品中引起的快速冷却所促进的增强成核的有利效应如何能够显著抵消不太期望的稀释效应。因而,用根据本公开的气溶胶生成制品一致地实现令人满意的气溶胶递送值。
103、这对于“短”气溶胶生成制品尤其有利,例如其中包括气溶胶生成基质的第一元件的长度小于约40毫米、优选小于25毫米、甚至更优选小于20毫米的气溶胶生成制品,或其中气溶胶生成制品的总体长度小于约70毫米、优选小于约60毫米、甚至更优选小于50毫米的气溶胶生成制品。如将理解,在此类气溶胶生成制品中,几乎没有时间和空间用于气溶胶的形成和气溶胶的微粒相变得可用于递送给消费者。
104、此外,因为通风的第一管状元件可以被配置为对气溶胶生成制品的总体rtd基本上没有贡献,因此在这样的气溶胶生成制品中,通过调整包括气溶胶生成基质的第一元件的长度和密度,或形成烟嘴一部分的过滤材料节段的长度和任选的长度和密度,或设在包括气溶胶生成基质的第一元件上游的元件的长度和密度,可有利地精细调节制品的总体rtd。因此,具有预定rtd的气溶胶生成制品可一致并且高精度地制造,使得即使在存在通风的情况下也可为消费者提供令人满意的rtd水平。
105、此外,本发明人已发现,当将通风提供到管状元件中时,可以实现来自气溶胶生成基质的热空气与来自通过通风孔抽吸的通风的新鲜空气的增强混合,该管状元件具有折叠端部分,该折叠端部分在管状本体的第一端处形成第一端壁,其中第一端壁界定用于在管状元件的腔与外部之间的气流的开口。特别地,并且在不希望受理论束缚的情况下,据认为由第一端壁产生的部分气流限制与存在来自通风的进入空气的组合可特别有效地促进通过气溶胶形成基质抽吸的热空气与通过通风孔抽吸的新鲜空气的混合。
106、气溶胶生成基质还可包括在气溶胶生成基质的上游的位置处的上游区段。上游区段可包括一个或多个上游元件,例如根据本发明的管状元件。上游区段可包括在气溶胶生成基质条紧上游布置的上游元件。上游元件可以是根据本发明的管状元件,例如上文所描述的第二管状元件。
107、包含气溶胶生成基质的第一元件还可包括位于气溶胶生成基质内的感受器元件。感受器元件可以是细长的感受器元件。感受器元件可以在气溶胶生成基质内纵向地延伸。感受器元件被配置为与气溶胶生成基质热接触。
108、如本文所使用,术语“感受器元件”是指可以将电磁能量转换成热量的材料。当位于波动电磁场中时,感受器元件中引起的涡电流导致感受器元件的发热。当细长感受器元件定位成与气溶胶生成基质热接触时,气溶胶生成基质由感受器元件加热。
109、当用于描述感受器元件时,术语“细长”意思是感受器元件的长度尺寸大于其宽度尺寸或其厚度尺寸,例如比其宽度尺寸或其厚度尺寸大两倍。
110、感受器元件基本上纵向布置在条内。这意味着长形的感受器元件的长度尺寸被布置成近似平行于条的纵向方向,例如平行于条的纵向方向的加或减10度内。在优选实施方案中,细长感受器元件可以位于条内的径向中心位置且沿着条的纵轴延伸。
111、优选地,感受器元件一直延伸到第一元件的下游端。感受器元件可以一直延伸到第一元件的上游端。在特别优选的实施例中,感受器元件具有与第一元件基本相同的长度,并且从第一元件的上游端延伸到第一元件的下游端。
112、感受器元件优选的呈销、条、条带或叶片的形式。
113、感受器元件优选地具有约5毫米至约15毫米、例如约6毫米至约12毫米、或者约8毫米至约10毫米的长度。
114、感受器元件的长度与气溶胶生成制品基质的总体长度的比率可为约0.2至约0.35。
115、优选地,感受器元件的长度与气溶胶生成制品基质的总体长度之间的比率为至少约0.22、更优选地至少约0.24、甚至更优选地至少约0.26。感受器元件的长度与气溶胶生成制品基质的总体长度之间的比率优选地小于约0.34、更优选地小于约0.32、甚至更优选地小于约0.3。
116、感受器元件的长度与气溶胶生成制品基质的总体长度之间的比率可以为约0.22至约0.34、更优选地为约0.24至约0.34、甚至更优选地为约0.26至约0.34。感受器元件的长度与气溶胶生成制品基质的总体长度之间的比率可以为约0.22至约0.32、更优选地为约0.24至约0.32、甚至更优选地为约0.26至约0.32。在另外的实施方案中,感受器元件的长度与气溶胶生成制品基质的总体长度之间的比率优选地为约0.22至约0.3、更优选地为约0.24至约0.3、甚至更优选地为约0.26至约0.3。
117、在特别优选的实施方案中,感受器元件的长度与气溶胶生成制品基质的总体长度的比率为约0.27。
118、感受器元件优选地具有约1毫米至约5毫米的宽度。
119、感受器元件通常可以具有约0.01毫米至约2毫米,例如约0.5毫米至约2毫米的厚度。感受器元件可以具有约10微米至约500微米,更优选地约10微米至约100微米的厚度。
120、如果感受器元件具有恒定的横截面,例如圆形横截面,则其具有约1毫米至约5毫米的优选宽度或直径。
121、如果感受器元件具有条带或叶片的形式,则条带或叶片优选地具有矩形形状,所述矩形形状具有优选为约2毫米至约8毫米的宽度,更优选为约3毫米至约5毫米的宽度。举例来说,呈条带或叶片形式的感受器元件可以具有约4毫米的宽度。
122、如果感受器元件具有条带或叶片的形式,则条带或叶片优选地具有矩形形状和约0.03毫米至约0.15毫米的厚度,更优选为约0.05毫米至约0.09毫米的厚度。举例来说,呈条带或叶片形式的感受器元件可以具有约0.07毫米的厚度。
123、在优选实施方案中,细长感受器元件呈条带或叶片形式,优选地具有矩形形状,并且具有约55微米至约65微米的厚度。
124、更优选地,细长感受器元件具有约57微米至约63微米的厚度。甚至更优选地,细长感受器元件具有约58微米至约62微米的厚度。在特别优选的实施方案中,细长感受器元件具有约60微米的厚度。
125、优选地,细长感受器元件具有与气溶胶生成基质的长度相同或比其更短的长度。优选地,细长感受器元件具有与气溶胶生成基质相同的长度。
126、感受器元件可以由能够经感应加热到足以从气溶胶生成基质生成气溶胶的温度的任何材料形成。优选感受器元件包括金属或碳。
127、优选的感受器元件可包括铁磁性材料或由铁磁性材料组成,例如铁磁合金、铁素体铁,或铁磁性钢或不锈钢。合适的感受器元件可为铝或包括铝。优选的感受器元件可由400系列不锈钢形成,所述不锈钢例如410级或420级或430级不锈钢。当定位于具有类似频率和场强值的电磁场内时,不同材料将消耗不同数量的能量。
128、因此,感受器元件的例如材料类型、长度、宽度和厚度等参数可全部被更改以在已知电磁场内实现所要电力耗散。优选感受器元件可以被加热到超过250摄氏度的温度。
129、合适的感受器元件可包括非金属芯体,其具有安置在非金属芯体上的金属层,例如形成于陶瓷芯体的表面上的金属迹线。感受器元件可具有外保护层,例如囊封感受器元件的陶瓷保护层或玻璃保护层。感受器元件可以包括由玻璃、陶瓷或惰性金属形成的保护涂层,该保护涂层形成在感受器元件材料的芯上。
130、感受器元件布置成与气溶胶生成基质热接触。因此,当感受器元件加热时,气溶胶生成基质被加热并形成气溶胶。优选地,感受器元件布置成与气溶胶生成基质直接物理接触,例如在气溶胶生成基质内。
131、感受器元件可以是多材料感受器元件,并且可以包括第一感受器元件材料和第二感受器元件材料。第一感受器元件材料设置成与第二感受器元件材料紧密物理接触。第二感受器元件材料优选地具有低于500摄氏度的居里温度。第一感受器元件材料优选地主要用于在感受器元件放在波动电磁场中时加热感受器元件。可使用任何合适的材料。例如,第一感受器元件材料可以是铝,或者可以是含铁材料,诸如不锈钢。第二感受器元件材料优选地主要用于指示感受器元件何时达到特定温度,该温度是第二感受器元件材料的居里温度。第二感受器元件材料的居里温度可以用于在操作期间调节整个感受器元件的温度。因此,第二感受器元件材料的居里温度应该低于气溶胶生成基质的燃点。用于第二感受器元件材料的合适材料可以包括镍和某些镍合金。
132、通过提供具有至少第一感受器元件材料和第二感受器元件材料的感受器元件,其中第二感受器元件材料具有居里温度并且第一感受器元件材料不具有居里温度,或者第一感受器元件材料和第二感受器元件材料具有彼此不同的第一居里温度和第二居里温度,气溶胶生成基质的加热和加热的温度控制可以分离。第一感受器元件材料优选地是具有500摄氏度以上的居里温度的磁性材料。从加热效率的观点来看,期望第一感受器元件材料的居里温度在感受器元件应该能够加热到的任何最高温度以上。第二居里温度可优选地选择为低于400摄氏度、优选低于380摄氏度,或低于360摄氏度。优选的是,第二感受器元件材料是所选的具有与期望的最高加热温度基本上相同的第二居里温度的磁性材料。也就是说,优选的是,第二居里温度与感受器元件应当加热到的温度大致相同以便从气溶胶生成基质生成气溶胶。第二居里温度可例如在200摄氏度至400摄氏度的范围内,或在250摄氏度与360摄氏度之间。第二感受器元件材料的第二居里温度可例如选择为使得在由所处温度等于第二居里温度的感受器元件加热后,气溶胶生成基质的总体平均温度不超出240摄氏度。
133、如上所述,本发明的气溶胶生成制品包括气溶胶生成基质条。气溶胶生成基质可为固体气溶胶生成基质。
134、在某些优选的实施例中,气溶胶生成基质包括均质化植物材料,优选均质化烟草材料。
135、如本文中所用,术语“均质化植物材料”涵盖由植物颗粒的附聚形成的任何植物材料。例如,用于本发明的气溶胶生成基质的均质化烟草材料的片材或幅材可通过聚结烟草材料的颗粒而形成,所述烟草材料的颗粒通过粉碎、磨碎或碾碎植物材料以及任选的烟草叶片和烟草叶梗中的一种或多种而获得。均质化植物材料可通过流延、挤出、造纸工艺或本领域已知的其他任何合适的工艺来生产。
136、可以任何合适的形式提供均质化植物材料。例如,均质化植物材料可为一个或多个片材的形式。如本文所使用,术语“片材”描述宽度和长度基本上大于其厚度的片状元件。均质化植物材料可为多个丸粒或颗粒的形式。均质化植物材料可为多个细条、条带或碎片的形式。如本文所用,术语“细条”描述细长元件材料,其长度基本上大于其宽度和厚度。术语“细条”应被认为包括具有类似形式的条带、碎片和任何其它均质化植物材料。均质化植物材料的细条可由均质化植物材料的片材形成,例如通过切割或切碎,或通过其他方法,例如通过挤出方法。
137、由于在气溶胶生成基质的形成期间均质化植物材料片材的分裂或裂开,例如由于卷曲,细条可在气溶胶生成基质内原位形成。气溶胶生成基质内的均质化植物材料细条可彼此分离。气溶胶生成基质内的均质化植物材料的至少一些细条可沿着细条的长度至少部分地连接到相邻的一个或多个细条。例如,相邻的细条可通过一根或多根纤维连接。这可发生在例如由于在气溶胶生成基质的生产期间均质化植物材料的片材的分裂而形成细条的情况下,如上所述。
138、优选地,气溶胶生成基质呈均质化植物材料的一个或多个片材的形式。均质化植物材料的一个或多个片材可通过流延工艺生产。均质化植物材料的一个或多个片材可通过造纸工艺生产。如本文中所述的一个或多个片材可各自单独地具有介于100微米和600微米之间,优选地介于150微米和300微米之间,并且最优选地介于200微米和250微米之间的厚度。单独厚度是指单独的片材的厚度,而组合厚度是指构成气溶胶生成基质的所有片材的总厚度。例如,如果气溶胶生成基质由两个单独的片材形成,则组合厚度为两个单独的片材的厚度的总和或在两个片材堆叠在气溶胶生成基质中的情况下为两个片材的测量厚度。
139、如本文所述的一个或多个片材可各自单独地具有约100g/m2至约300g/m2的每平方米克重。
140、本文所述的一个或多个片材可各自单独地具有约0.3g/cm3至约1.3g/cm3,优选约0.7g/cm3至约1.0g/cm3的密度。
141、在其中气溶胶生成基质包括均质化植物材料的一个或多个片材的实施例中,所述片材优选地呈一个或多个聚集片材的形式。如本文中所用,术语“聚集”表示均质化植物材料片材被卷绕、折叠或以其他方式压缩或收缩成基本上横向于棒或条的圆柱轴线。
142、均质化植物材料的一个或多个片材可相对于其纵向轴线横向地聚集,并用包装物限定以形成连续的条或棒。
143、均质化植物材料的一个或多个片材可有利地卷曲或类似地处理。如本文中所用,术语“卷曲”表示片材具有多个基本上平行的隆脊或波纹。备选地或除了卷曲之外,可对均质化植物材料的一个或多个片材进行凸印、凹印、穿孔或以其他方式变形以在该片材的一侧或两侧上提供纹理。
144、优选地,均质化植物材料的每个片材可卷曲,使得其具有基本上平行于棒的圆柱体轴线的多个脊或波纹。这种处理有利地促进了均质化植物材料的卷曲片材的聚集以形成棒。优选地,可将均质化植物材料的一个或多个片材聚集。可理解,均质化植物材料的卷曲片材可备选地或另外具有多个基本平行的脊或波纹,所述脊或波纹与所述棒的圆柱轴线成锐角或钝角设置。片材可卷曲到一定程度,使得片材的完整性在多个平行的脊或波纹处被破坏,引起材料分离,并导致形成均质化植物材料的碎片、细条或条带。
145、可将均质化植物材料的一个或多个片材切割成如上所述的细条。气溶胶生成基质可以包括多个均质化植物材料细条。细条可用来形成棒。通常,这些细条的宽度为约5毫米,或约4毫米,或约3毫米,或约2毫米或更小。细条的长度可大于约5毫米,在约5毫米与约15毫米之间,约8毫米至约12毫米,或约12毫米。优选地,细条具有彼此基本上相同的长度。细条的长度可由制造工艺决定,由此将条切割成较短的棒,并且细条的长度对应于棒的长度。细条可能是易碎的,这可能导致断裂,尤其是在运输期间。在这种情况下,一些细条的长度可小于棒的长度。
146、多个细条优选地沿着气溶胶生成基质的长度与纵向轴线对准地基本上纵向延伸。优选地,多个细条因此基本上彼此平行地对齐。
147、均质化植物材料可包括以干重计至多约95重量%的植物颗粒。优选地,均质化植物材料包括以干重计至多约90重量%的植物颗粒,更优选至多约80重量%的植物颗粒,更优选至多约70重量%的植物颗粒,更优选至多约60重量%的植物颗粒,更优选至多约50重量%的植物颗粒。
148、例如,均质化植物材料可包括以干重计约2.5重量%与约95重量%之间的植物颗粒,或约5重量%与约90重量%之间的植物颗粒,或约10重量%与约80重量%之间的植物颗粒,或约15重量%与约70重量%之间的植物颗粒,或约20重量%与约60重量%之间的植物颗粒,或约30重量%与约50重量%之间的植物颗粒。
149、均质化植物材料可以是包含烟草颗粒的均质化烟草材料。用于此类实施例的均质化烟草材料的片材可具有以干重计至少约40重量%、更优选地以干重计至少约50重量%、更优选地以干重计至少约70重量%并且最优选地以干重计至少约90重量%的烟草含量。
150、术语“烟草颗粒”描述烟草属的任何植物成员的颗粒。术语“烟草颗粒”包括磨碎的或粉碎的烟草叶片、磨碎的或粉碎的烟草叶梗、烟草尘、烟草细屑和在烟草的处理、操作和运输过程中形成的其他颗粒状烟草副产物。在优选的实施例中,烟草颗粒基本上全部源自烟草叶片。相比之下,分离的尼古丁和尼古丁盐是源自烟草的化合物,但对于本发明的目的而言不被认为是烟草颗粒,并且不包括在颗粒状植物材料的百分比中。
151、烟草颗粒可由一种或多种烟草植物制备。任何类型的烟草都可在共混物中使用。可使用的烟草类型的实例包括但不限于晒烟、烤烟、白肋烟草、马里兰烟草(marylandtobacco)、东方烟草(orientaltobacco)、弗吉尼亚烟草(virginiatobacco)和其他特殊烟草。
152、烤烟是一种烘烤烟草的方法,尤其是与弗吉尼亚烟草一起使用。在烘烤过程中,加热的空气循环通过密集包装的烟草。在第一阶段期间,烟叶变黄并枯萎。在第二阶段期间,叶子的叶片被完全干燥。在第三阶段,叶梗被完全干燥。
153、白肋烟在许多烟草共混物中起着重要的作用。白肋烟草具有与众不同的风味和香气,并且还具有吸收大量加料(casing)的能力。
154、东方烟草是一种具有小叶片和高芳香品质的烟草。然而,东方烟草的风味比例如白肋烟草的风味更温和。因此,通常在烟草共混物中使用相对小比例的东方烟草。
155、kasturi、madura和jatim都是可使用的晒烟的亚型。优选地,kasturi烟草和烤烟可用于混合物中以产生烟草颗粒。因此,颗粒状植物材料中的烟草颗粒可包括kasturi烟草和烟熏烟草的混合物。
156、烟草颗粒可具有基于干重计至少约2.5重量%的尼古丁含量。更优选地,烟草颗粒可具有以干重计至少约3重量%、甚至更优选至少约3.2重量%、甚至更优选至少约3.5重量%、最优选至少约4重量%的尼古丁含量。
157、均质化植物材料可以包括烟草颗粒与非烟草植物调味剂颗粒的组合。优选地,非烟草植物风味物颗粒选自以下中的一种或多种:姜颗粒、迷迭香颗粒、桉树颗粒、丁香颗粒和八角颗粒。优选地,在此类实施例中,均质化植物材料包括以干重计至少约2.5重量%的非烟草植物风味物颗粒,其中植物颗粒的其余部分为烟草颗粒。优选地,均质化植物材料包括以干重计至少约4重量%的非烟草植物风味物颗粒,更优选至少约6重量%的非烟草植物风味物颗粒,更优选至少约8重量%的非烟草植物风味物颗粒,并且更优选至少约10重量%的非烟草植物风味物颗粒。优选地,均质化植物材料包括至多约20重量%的非烟草植物风味物颗粒,更优选至多约18重量%的非烟草植物风味物颗粒,更优选至多约16重量%的非烟草植物风味物颗粒。
158、形成均质化植物材料的颗粒状植物材料中非烟草植物风味物颗粒和烟草颗粒的重量比可取决于使用期间由气溶胶生成基质产生的气溶胶的期望的风味物特征和组成而变化。优选地,均质化植物材料包括以干重计,至少1:30重量比的非烟草植物风味物颗粒与烟草颗粒,更优选至少1:20重量比的非烟草植物风味物颗粒与烟草颗粒,更优选至少1:10重量比的非烟草植物风味物颗粒与烟草颗粒,并且最优选至少1:5重量比的非烟草植物风味物颗粒与烟草颗粒。
159、均质化植物材料可以包含大麻颗粒。术语“大麻颗粒”是指大麻植物的颗粒,例如大麻物种、印度大麻(cannabissativa)、印度斑麻(cannabisindica)和莠草大麻(cannabisruderalis)。
160、均质化植物材料优选地包括以干重计不大于95重量%的颗粒状植物材料。因此,颗粒状植物材料通常与一种或多种其他组分组合以形成均质化植物材料。
161、均质化植物材料还可包括粘合剂以改变所述颗粒状植物材料的机械性质,其中所述粘合剂在如本文中所述的制造期间包括在所述均质化植物材料中。合适的外源粘合剂是本领域技术人员已知的,包括但不限于:树胶,例如瓜尔豆胶、黄原胶、阿拉伯胶和刺槐豆胶;纤维素粘合剂,例如羟丙基纤维素、羧甲基纤维素、羟乙基纤维素、甲基纤维素和乙基纤维素;多糖,例如淀粉;有机酸,例如藻酸;有机酸的共轭碱盐,例如海藻酸钠、琼脂和果胶;以及它们的组合。优选地,粘合剂包括瓜尔胶。
162、粘合剂可以基于均质化植物材料的干重计约1重量%至约10重量%的量存在,优选以基于均质化植物材料的干重计约2重量%至约5重量%的量存在。
163、均质化植物材料可进一步包括一种或多种脂质以便于挥发性组分(例如,气溶胶形成剂、姜辣素和尼古丁)的扩散,其中脂质在如本文所述的制造期间被包括在均质化植物材料中。包括在均质化植物材料中的合适脂质包括但不限于:中链甘油三酯、可可脂、棕榈油、棕榈仁油、芒果油、乳木果油、大豆油、棉籽油、椰子油、氢化椰子油、小烛树蜡、巴西棕榈蜡、虫胶、向日葵蜡、向日葵油、米糠和revela;以及它们的组合。
164、均质化植物材料还可包含ph改性剂。
165、均质化植物材料还可包含纤维以改变均质化植物材料的机械性质,其中所述纤维在如本文所述的制造期间被包括在均质化植物材料中。用于包括在均质化植物材料中的合适的外源纤维是本领域已知的,并且包括由非烟草材料和非生姜材料形成的纤维,包括但不限于:纤维素纤维;软木纤维;硬木纤维;黄麻纤维以及它们的组合。也可加入源自烟草和/或生姜的外源纤维。加入到均质化植物材料中的任何纤维不被认为形成如上定义的“颗粒状植物材料”的一部分。在包含在均质化植物材料中之前,纤维可以通过本领域已知的合适的方法进行处理,包括但不限于:机械制浆;精制;化学制浆;漂白;硫酸盐制浆;及其组合。纤维通常具有大于其宽度的长度。
166、合适的纤维通常具有大于400微米并且小于或等于4毫米、优选在0.7毫米至4毫米范围中的长度。优选地,纤维以基于基质的干重计约2重量%至约15重量%,最优选约4重量%的量存在。
167、均质化植物材料还可以包括一种或多种气溶胶形成剂。在挥发时,气溶胶形成剂可在气溶胶中传送在加热时从气溶胶生成基质释放的其他挥发的化合物如尼古丁和调味剂。包括在均质化植物材料中的合适的气溶胶形成剂是本领域已知的,并且包括但不限于:多元醇,诸如三甘醇,丙二醇,1,3-丁二醇和甘油;多元醇的酯,诸如甘油单、二或三乙酸酯;和一元、二元或多元羧酸的脂肪族酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。
168、均质化植物材料可具有以干重计约5重量%与约30重量%之间,例如以干重计约10重量%与约25重量%之间,或以干重计约15重量%与约20重量%之间的气溶胶形成剂含量。
169、例如,如果基质旨在用于具有加热元件的电操作气溶胶生成系统的气溶胶生成制品中,则其可优选地包括以干重计约5重量%与约30重量%之间的气溶胶形成剂含量。如果基质旨在用于具有加热元件的电操作气溶胶生成系统的气溶胶生成制品中,则气溶胶形成剂优选为甘油。
170、均质化植物材料可具有以干重计约1重量%至约5重量%的气溶胶形成剂含量。例如,如果基质旨在用于气溶胶生成制品,其中气溶胶形成剂保持在与基质分开的贮存器中,则基质可具有大于1%且小于约5%的气溶胶形成剂含量。在这样的实施例中,气溶胶形成剂在加热时挥发,并且气溶胶形成剂的流与气溶胶生成基质接触,以便将来自气溶胶生成基质的风味物夹带在气溶胶中。
171、均质化植物材料可具有约30重量%至约45重量%的气溶胶形成剂含量。这种相对高水平的气溶胶形成剂特别适合于预期在低于275摄氏度的温度下加热的气溶胶生成基质。在此类实施例中,均质化植物材料优选进一步包括以干重计约2重量%与约10重量%之间的纤维素醚和以干重计约5重量%与约50重量%之间的附加纤维素。已发现,当用于具有30重量%与45重量%之间的气溶胶形成剂含量的气溶胶生成基质时,纤维素醚和附加纤维素的组合的使用提供了特别有效的气溶胶递送。
172、合适的纤维素醚包括但不限于甲基纤维素、羟丙基甲基纤维素、乙基纤维素、羟乙基纤维素、羟丙基纤维素、乙基羟乙基纤维素和羧甲基纤维素(cmc)。在特别优选的实施例中,纤维素醚为羧甲基纤维素。
173、如本文中所用,术语“附加纤维素”涵盖并入到均质化植物材料中的任何纤维素材料,其不源自在均质化植物材料中提供的非烟草植物颗粒或烟草颗粒。因此,除了非烟草植物材料或烟草材料之外,附加纤维素并入均质化植物材料中,作为与非烟草植物颗粒或烟草颗粒内固有地提供的任何纤维素分开并且不同的纤维素来源。附加纤维素通常源自与非烟草植物颗粒或烟草颗粒不同的植物。优选地,附加纤维素呈惰性纤维素材料的形式,所述惰性纤维素材料是感觉上惰性的,并且因此基本上不影响由气溶胶生成基质生成的气溶胶的感官特性。例如,附加纤维素优选是无味和无臭材料。
174、附加纤维素可包括纤维素粉末、纤维素纤维或其组合。
175、气溶胶形成剂可在气溶胶生成基质中充当湿润剂。
176、限定均质化植物材料条的包装物可为纸包装物或非纸包装物。用于本发明的特定实施例中的合适的纸包装物是本领域已知的并包括但不限于:香烟纸;和过滤器滤嘴段包装物。用于本发明的特定实施例中的合适的非纸包装物是本领域已知的并包括但不限于均质化烟草材料的片材。在某些优选实施例中,包装物可由包括多个层的层压材料形成。优选地,包装物由铝共层压片材形成。在气溶胶生成基质应被点燃而不是以预期方式加热的情况下,使用包括铝的共层压片材有利地防止气溶胶生成基质的燃烧。
177、在一些优选实施例中,气溶胶生成基质包含凝胶组合物,所述凝胶组合物包含生物碱化合物或大麻素化合物,或者生物碱化合物和大麻素化合物两者。在特别优选的实施例中,气溶胶生成基质包含凝胶组合物,所述凝胶组合物包含尼古丁。
178、优选地,凝胶组合物包含生物碱化合物或大麻素化合物,或生物碱化合物和大麻素化合物两者;气溶胶形成剂;以及至少一种胶凝剂。优选地,至少一种胶凝剂形成固体介质,并且甘油分散在固体介质中,其中生物碱或大麻素分散在甘油中。优选地,凝胶组合物为稳定的凝胶相。
179、有利地,包括尼古丁的稳定的凝胶组合物在储存或从制造商向消费者运送时提供可预测的组合物形式。包括尼古丁的稳定的凝胶组合物基本上保持其形状。包括尼古丁的稳定的凝胶组合物在储存或从制造商向消费者运送时基本上不释放液相。包括尼古丁的稳定的凝胶组合物可提供简单的耗材设计。该耗材可不必设计为容纳液体,因此可考虑更广泛的材料和容器构造。
180、可将本文描述的凝胶组合物与气溶胶生成装置组合从而以在常规吸烟方式吸入速率或气流速率范围中的吸入速率或气流速率向肺提供尼古丁气溶胶。气溶胶生成装置可连续地加热凝胶组合物。消费者可进行多次吸入或“抽吸”,其中每次“抽吸”都会递送一定量的尼古丁气溶胶。当优选地以连续方式加热时,凝胶组合物能够将高尼古丁/低总颗粒物(tpm)气溶胶递送至消费者。
181、短语“稳定的凝胶相”或“稳定的凝胶”是指当暴露于各种环境条件时基本上保持其形状和质量的凝胶。当暴露于标准温度和压力,同时相对湿度从约10%改变至约60%时,稳定的凝胶可基本上不会释放(发汗)或吸收水分。例如,当暴露于标准温度和压力,同时相对湿度从约10%改变至约60%时,稳定的凝胶可基本上保持其形状和质量。
182、该凝胶组合物可包括生物碱化合物或大麻素化合物,或者生物碱化合物和大麻素化合物两者。该凝胶组合物可包括一种或多种生物碱。该凝胶组合物可包括一种或多种大麻素。该凝胶组合物可包括一种或多种生物碱和一种或多种大麻素的组合。
183、术语“生物碱化合物”是指包含一个或多个碱性氮原子的一类天然存在的有机化合物中的任何一种。通常,生物碱在胺型结构中包含至少一个氮原子。生物碱化合物分子中的这个或另一个氮原子可在酸碱反应中用作碱。大多数生物碱化合物的氮原子中的一个或多个作为环状系统的一部分,例如杂环。在自然界中,生物碱化合物主要存在于植物中,在某些开花植物科中尤为常见。然而,一些生物碱化合物存在于动物物种和真菌中。在本公开中,术语“生物碱化合物”是指天然来源的生物碱化合物和合成制造的生物碱化合物。
184、凝胶组合物可优选地包括选自尼古丁、阿纳他滨以及它们的组合的生物碱化合物。
185、优选地,凝胶组合物包括尼古丁。
186、术语“尼古丁”是指尼古丁和尼古丁衍生物,如游离碱尼古丁、尼古丁盐等。
187、术语“大麻素化合物”是指存在于大麻植物即大麻(cannabis sativa)、印度大麻(cannabis indica)和野生大麻(cannabis ruderalis)的一部分中的天然存在的化合物中的任何一种。大麻素化合物尤其集中在雌花序中。大麻植物中天然存在的大麻素化合物包括大麻二酚(cbd)和四氢大麻酚(thc)。在本公开中,术语“大麻素化合物”用于描述天然来源的大麻素化合物和合成制造的大麻素化合物。
188、凝胶可包括选自大麻二酚(cbd)、四氢大麻酚(thc)、四氢大麻酚酸(thca)、大麻二酚酸(cbda)、大麻酚(cbn)、大麻萜酚(cbg)、大麻色原烯(cbc)、大麻环酚(cbl)、次大麻酚(cbv)、四氢次大麻酚(thcv)、次大麻二酚(cbdv)、次大麻环萜酚(cbcv)、大麻肝素(cbgv)、大麻萜酚单甲醚(cbgm)、大麻艾尔松(cbe)、大麻二吡喃环烷(cbt)以及它们的组合的大麻素化合物。
189、凝胶组合物可优选地包括选自大麻二酚(cbd)、thc(四氢大麻酚)以及它们的组合的大麻素化合物。
190、凝胶可优选地包括大麻二酚(cbd)。
191、凝胶组合物可含有尼古丁和大麻二酚(cbd)。
192、凝胶组合物可含有尼古丁、大麻二酚(cbd)和thc(四氢大麻酚)。
193、凝胶组合物优选地包括约0.5重量%至约10重量%的生物碱化合物,或约0.5重量%至约10重量%的大麻素化合物,或总量为约0.5重量%至约10重量%的生物碱化合物和大麻素化合物两者。凝胶组合物可包括约0.5重量%至约5重量%的生物碱化合物,或约0.5重量%至约5重量%的大麻素化合物,或总量为约0.5重量%至约5重量%的生物碱化合物和大麻素化合物两者。优选地,凝胶组合物包括约1重量%至约3重量%的生物碱化合物,或约1重量%至约3重量%的大麻素化合物,或总量为约1重量%至约3重量%的生物碱化合物和大麻素化合物两者。凝胶组合物可优选地包括约1.5重量%至约2.5重量%的生物碱化合物,或约1.5重量%至约2.5重量%的大麻素化合物,或总量为约1.5重量%至约2.5重量%的生物碱化合物和大麻素化合物两者。凝胶组合物可优选地包括约2重量%的生物碱化合物,或约2重量%的大麻素化合物,或总量为约2重量%的生物碱化合物和大麻素化合物两者。凝胶制剂的生物碱化合物组分可为凝胶制剂中最易挥发的组分。在一些方面,水可为凝胶制剂中最易挥发的组分,并且凝胶制剂的生物碱化合物组分可为凝胶制剂中第二易挥发的组分。凝胶制剂的大麻素化合物组分可为凝胶制剂中最易挥发的组分。在一些方面,水可为凝胶制剂中最易挥发的组分,并且凝胶制剂的生物碱化合物组分可为凝胶制剂中第二易挥发的组分。
194、优选地,凝胶组合物中含有尼古丁。尼古丁可游离碱形式或盐形式加入组合物中。凝胶组合物包括约0.5重量%至约10重量%的尼古丁,或约0.5重量%至约5重量%的尼古丁。优选地,凝胶组合物包括约1重量%至约3重量%的尼古丁,或约1.5重量%至约2.5重量%的尼古丁,或约2重量%的尼古丁。凝胶制剂的尼古丁组分可为凝胶制剂中最易挥发的组分。在一些方面,水可为凝胶制剂中最易挥发的组分,并且凝胶制剂的尼古丁组分可为凝胶制剂中第二易挥发的组分。
195、该凝胶组合物优选地包括气溶胶形成剂。理想地,气溶胶形成剂在相关的气溶胶生成装置的工作温度下基本上抵抗热降解。合适的气溶胶形成剂包括但不限于:多元醇,诸如三乙二醇、1,3-丁二醇和丙三醇;多元醇的酯,诸如丙三醇单、二或三乙酸酯;以及单、二或聚羧酸的脂肪族酯,诸如十二烷二酸二甲酯和十四烷二酸二甲酯。多元醇或其混合物可为三乙二醇、1,3-丁二醇、丙三醇(甘油或丙烷-1,2,3-三醇)或聚乙二醇中的一种或多种。气溶胶形成剂优选地为甘油。
196、该凝胶组合物可包括大部分气溶胶形成剂。该凝胶组合物可包括水和气溶胶形成剂的混合物,其中气溶胶形成剂形成凝胶组合物的大部分(按重量计)。气溶胶形成剂可形成凝胶组合物的至少约50重量%。气溶胶形成剂可形成凝胶组合物的至少约60重量%或至少约65重量%或至少约70重量%。气溶胶形成剂可形成凝胶组合物的约70重量%至约80重量%。气溶胶形成剂可形成凝胶组合物的约70重量%至约75重量%。
197、该凝胶组合物可包括大部分甘油。该凝胶组合物可包括水和甘油的混合物,其中甘油形成凝胶组合物的大部分(以重量计)。甘油可形成凝胶组合物的至少约50重量%。甘油可形成凝胶组合物的至少约60重量%或至少约65重量%或至少约70重量%。甘油可形成凝胶组合物的约70重量%至约80重量%。甘油可形成凝胶组合物的约70重量%至约75重量%。
198、凝胶组合物优选地包括至少一种胶凝剂。优选地,凝胶组合物包括总量在约0.4重量%至约10重量%范围中的胶凝剂。更优选地,该组合物包括在约0.5重量%至约8重量%范围中的胶凝剂。更优选地,该组合物包括在约1重量%至约6重量%范围中的胶凝剂。更优选地,该组合物包括在约2重量%至约4重量%范围中的胶凝剂。更优选地,该组合物包括在约2重量%至约3重量%范围中的胶凝剂。
199、术语“胶凝剂”是指当以约0.3重量%的量添加到50重量%水/50重量%甘油的混合物中时,均质地形成导致凝胶的固体介质或支承基体的化合物。胶凝剂包括但不限于氢键交联胶凝剂和离子交联胶凝剂。
200、胶凝剂可包括一种或多种生物聚合物。生物聚合物可由多糖形成。
201、生物聚合物包括例如结冷胶(天然、低酰基结冷胶、高酰基结冷胶,优选低酰基结冷胶)、黄原胶、藻酸盐(藻酸)、琼脂、瓜尔胶等。组合物可优选地包括黄原胶。组合物可包括两种生物聚合物。组合物可包括三种生物聚合物。组合物可包括基本上等重量的两种生物聚合物。组合物可包括基本上等重量的三种生物聚合物。
202、优选地,凝胶组合物包括至少约0.2重量%的氢键交联胶凝剂。凝胶组合物优选地包括至少约0.2重量%的离子交联胶凝剂。最优选地,凝胶组合物包括至少约0.2重量%的氢键交联胶凝剂和至少约0.2重量%的离子交联胶凝剂。凝胶组合物可包括约0.5重量%至约3重量%的氢键交联胶凝剂和约0.5重量%至约3重量%的离子交联胶凝剂,或约1重量%至约2重量%的氢键交联胶凝剂和约1重量%至约2重量%的离子交联胶凝剂。氢键交联胶凝剂和离子交联胶凝剂可在凝胶组合物中以按重量基本上等量存在。
203、术语“氢键交联胶凝剂”是指经由氢键形成非共价交联键或物理交联键的胶凝剂。氢键是分子之间的静电偶极-偶极吸引类型,而不是与氢原子的共价键。它是由共价键合到极负电性原子(诸如n、o或f原子)上的氢原子与另一个极负电性原子之间的吸引力产生的。
204、氢键交联胶凝剂可包括半乳甘露聚糖、明胶、琼脂糖或魔芋胶或琼脂中的一种或多种。氢键交联胶凝剂可优选地包括琼脂。
205、凝胶组合物优选地包括在约0.3重量%至约5重量%范围中的氢键交联胶凝剂。优选地,组合物包括在约0.5重量%至约3重量%范围中的氢键交联胶凝剂。优选地,组合物包括在约1重量%至约2重量%范围中的氢键交联胶凝剂。
206、凝胶组合物可包括在约0.2重量%至约5重量%范围中的半乳甘露聚糖。优选地,半乳甘露聚糖可在约0.5重量%至约3重量%的范围中。优选地,半乳甘露聚糖可在约0.5重量%至约2重量%的范围中。优选地,半乳甘露聚糖可在约1重量%至约2重量%的范围中。
207、凝胶组合物可包括在约0.2重量%至约5重量%范围中的明胶。优选地,明胶可在约0.5重量%至约3重量%的范围中。优选地,明胶可在约0.5重量%至约2重量%的范围中。优选地,明胶可在约1重量%至约2重量%的范围中。
208、凝胶组合物可包括在约0.2重量%至约5重量%范围中的琼脂糖。优选地,琼脂糖可在约0.5重量%至约3重量%的范围中。优选地,琼脂糖可在约0.5重量%至约2重量%的范围中。优选地,琼脂糖可在约1重量%至约2重量%的范围中。
209、凝胶组合物可包括在约0.2重量%至约5重量%范围中的魔芋胶。优选地,魔芋胶可在约0.5重量%至约3重量%的范围中。优选地,魔芋胶可在约0.5重量%至约2重量%的范围中。优选地,魔芋胶可在约1重量%至约2重量%的范围中。
210、凝胶组合物可包括在约0.2重量%至约5重量%范围中的琼脂。优选地,琼脂可在约0.5重量%至约3重量%的范围中。优选地,琼脂可在约0.5重量%至约2重量%的范围中。优选地,琼脂可在约1重量%至约2重量%的范围中。
211、术语“离子交联胶凝剂”是指通过离子键形成非共价交联键或物理交联键的胶凝剂。离子交联涉及通过非共价相互作用的聚合物链缔合。当相反电荷的多价分子彼此静电吸引而形成交联聚合物网络时,就会形成交联网络。
212、离子交联胶凝剂可包括低酰基结冷胶、果胶、κ-角叉菜胶、ι-角叉菜胶或藻酸盐。离子交联胶凝剂可优选地包括低酰基结冷胶。
213、凝胶组合物可包括在约0.3重量%至约5重量%范围中的离子交联胶凝剂。优选地,组合物包括在约0.5重量%至约3重量%范围中的离子交联胶凝剂。优选地,组合物包括在约1重量%至约2重量%范围中的离子交联胶凝剂。
214、凝胶组合物可包括在约0.2重量%至约5重量%范围中的低酰基结冷胶。优选地,低酰基结冷胶可在约0.5重量%至约3重量%的范围中。优选地,低酰基结冷胶可在约0.5重量%至约2重量%的范围中。优选地,低酰基结冷胶可在约1重量%至约2重量%的范围中。
215、凝胶组合物可包括在约0.2重量%至约5重量%范围中的果胶。优选地,果胶可在约0.5重量%至约3重量%的范围中。优选地,果胶可在约0.5重量%至约2重量%的范围中。优选地,果胶可在约1重量%至约2重量%的范围中。
216、凝胶组合物可包括在约0.2重量%至约5重量%范围中的κ-角叉菜胶。优选地,κ-角叉菜胶可在约0.5重量%至约3重量%的范围中。优选地,κ-角叉菜胶可在约0.5重量%至约2重量%的范围中。优选地,κ-角叉菜胶可在约1重量%至约2重量%的范围中。
217、凝胶组合物可包括在约0.2重量%至约5重量%范围中的ι-角叉菜胶。优选地,ι-角叉菜胶可在约0.5重量%至约3重量%的范围中。优选地,ι-角叉菜胶可在约0.5重量%至约2重量%的范围中。优选地,ι-角叉菜胶可在约1重量%至约2重量%的范围中。
218、凝胶组合物可包括在约0.2重量%至约5重量%范围中的藻酸盐。优选地,藻酸盐可在约0.5重量%至约3重量%的范围中。优选地,藻酸盐可在约0.5重量%至约2重量%的范围中。优选地,藻酸盐可在约1重量%至约2重量%的范围中。
219、凝胶组合物可约3:1至约1:3的比例包括氢键交联胶凝剂和离子交联胶凝剂。优选地,凝胶组合物可约2:1至约1:2的比例包括氢键交联胶凝剂和离子交联胶凝剂。优选地,凝胶组合物可约1:1的比例包括氢键交联胶凝剂和离子交联胶凝剂。
220、凝胶组合物还可包括增粘剂。与氢键交联胶凝剂和离子交联胶凝剂结合的增粘剂似乎出人意料地支持固体介质并维持凝胶组合物,即使当凝胶组合物包括高水平的甘油时。
221、术语“增粘剂”是指当以0.3重量%的量均质地加入25℃、50重量%水/50重量%甘油的混合物中时,增加粘度而不会导致凝胶形成、该混合物保持或保留流体的化合物。优选地,增粘剂是指当以0.3重量%的量均质地加入25℃、50重量%水/50重量%甘油的混合物中时,以0.1s-1的剪切速率使粘度增加至至少50cps、优选至少200cps、优选至少500cps、优选至少1000cps,而不会导致凝胶形成、该混合物保持或保留流体的化合物。优选地,增粘剂是指当以0.3重量%的量均质地加入25℃、50重量%水/50重量%甘油的混合物中时,以0.1s-1的剪切速率使粘度增加为是加入前的至少2倍、或至少5倍、或至少10倍、或至少100倍,而不会导致凝胶形成、该混合物保持或保留流体的化合物。
222、可使用布鲁克菲尔德rvt粘度计在25℃下以每分钟6转(rpm)的转速旋转盘式rv#2主轴来测量本文中所述的粘度值。
223、凝胶组合物优选地包括在约0.2重量%至约5重量%范围中的增粘剂。优选地,组合物包括在约0.5重量%至约3重量%范围中的增粘剂。优选地,组合物包括在约0.5重量%至约2重量%范围中的增粘剂。优选地,组合物包括在约1重量%至约2重量%范围中的增粘剂。
224、增粘剂可包括黄原胶、羧甲基纤维素、微晶纤维素、甲基纤维素、阿拉伯胶、瓜尔胶、λ-角叉菜胶或淀粉中的一种或多种。增粘剂可优选地包括黄原胶。
225、凝胶组合物可包括在约0.2重量%至约5重量%范围中的黄原胶。优选地,黄原胶可在约0.5重量%至约3重量%的范围中。优选地,黄原胶可在约0.5重量%至约2重量%的范围中。优选地,黄原胶可在约1重量%至约2重量%的范围中。
226、凝胶组合物可包括在约0.2重量%至约5重量%范围中的羧甲基纤维素。优选地,羧甲基纤维素可在约0.5重量%至约3重量%的范围中。优选地,羧甲基纤维素可在约0.5重量%至约2重量%的范围中。优选地,羧甲基纤维素可在约1重量%至约2重量%的范围中。
227、凝胶组合物可包括在约0.2重量%至约5重量%范围中的微晶纤维素。优选地,微晶纤维素可在约0.5重量%至约3重量%的范围中。优选地,微晶纤维素可在约0.5重量%至约2重量%的范围中。优选地,微晶纤维素可在约1重量%至约2重量%的范围中。
228、凝胶组合物可包括在约0.2重量%至约5重量%范围中的甲基纤维素。优选地,甲基纤维素可在约0.5重量%至约3重量%的范围中。优选地,甲基纤维素可在约0.5重量%至约2重量%的范围中。优选地,甲基纤维素可在约1重量%至约2重量%的范围中。
229、凝胶组合物可包括在约0.2重量%至约5重量%范围中的阿拉伯胶。优选地,阿拉伯胶可在约0.5重量%至约3重量%的范围中。优选地,阿拉伯胶可在约0.5重量%至约2重量%的范围中。优选地,阿拉伯胶可在约1重量%至约2重量%的范围中。
230、凝胶组合物可包括在约0.2重量%至约5重量%范围中的瓜尔胶。优选地,瓜尔胶可在约0.5重量%至约3重量%的范围中。优选地,瓜尔胶可在约0.5重量%至约2重量%的范围中。优选地,瓜尔胶可在约1重量%至约2重量%的范围中。
231、凝胶组合物可包括在约0.2重量%至约5重量%范围中的λ-角叉菜胶。优选地,λ-角叉菜胶可在约0.5重量%至约3重量%的范围中。优选地,λ-角叉菜胶可在约0.5重量%至约2重量%的范围中。优选地,λ-角叉菜胶可在约1重量%至约2重量%的范围中。
232、凝胶组合物可包括在约0.2重量%至约5重量%范围中的淀粉。优选地,淀粉可在约0.5重量%至约3重量%的范围中。优选地,淀粉可在约0.5重量%至约2重量%的范围中。优选地,淀粉可在约1重量%至约2重量%的范围中。
233、凝胶组合物还可包括二价阳离子。优选地,二价阳离子包括钙离子,诸如溶液中的乳酸钙。例如,二价阳离子(诸如钙离子)可帮助形成包括胶凝剂诸如离子交联胶凝剂的组合物的凝胶。离子效应可帮助凝胶形成。二价阳离子可以约0.1重量%至约1重量%的范围或约0.5重量%存在于凝胶组合物中。
234、凝胶组合物还可包括酸。酸可包括羧酸。羧酸可包括酮基团。优选地,羧酸可包括具有小于约10个碳原子或小于约6个碳原子或小于约4个碳原子的酮基,诸如乙酰丙酸或乳酸。优选地,羧酸具有三个碳原子(诸如乳酸)。乳酸甚至比类似的羧酸令人惊讶地改善了凝胶组合物的稳定性。羧酸可帮助凝胶形成。在存储期间,羧酸可减少凝胶组合物中生物碱化合物浓度或大麻素化合物浓度的变化,或生物碱化合物浓度和大麻素化合物两者的变化。在存储期间,羧酸可减少凝胶组合物中尼古丁浓度的变化。
235、凝胶组合物可包括在约0.1重量%至约5重量%范围中的羧酸。优选地,羧酸可在约0.5重量%至约3重量%的范围中。优选地,羧酸可在约0.5重量%至约2重量%的范围中。优选地,羧酸可在约1重量%至约2重量%的范围中。
236、凝胶组合物可包括在约0.1重量%至约5重量%范围中的乳酸。优选地,乳酸可在约0.5重量%至约3重量%的范围中。优选地,乳酸可在约0.5重量%至约2重量%的范围中。优选地,乳酸可在约1重量%至约2重量%的范围中。
237、凝胶组合物可包括在约0.1重量%至约5重量%范围中的乙酰丙酸。优选地,乙酰丙酸可在约0.5重量%至约3重量%的范围中。优选地,乙酰丙酸可在约0.5重量%至约2重量%的范围中。优选地,乙酰丙酸可在约1重量%至约2重量%的范围中。
238、凝胶组合物优选地包括一些水。当凝胶组合物包括一些水时,该凝胶组合物更稳定。优选地,凝胶组合物包括至少约1重量%、或至少约2重量%、或至少约5重量%的水。优选地,凝胶组合物包括至少约10重量%或至少约15重量%的水。
239、优选地,凝胶组合物包括约8重量%与32重量%之间的水。优选地,凝胶组合物包括约15重量%至约25重量%的水。优选地,凝胶组合物包括约18重量%至约22重量%的水。优选地,凝胶组合物包括约20重量%的水。
240、优选地,气溶胶生成基质包括约150mg与约350mg之间的凝胶组合物。
241、优选地,在包含凝胶组合物的实施例中,气溶胶生成基质包括装载有凝胶组合物的多孔介质。装载有凝胶组合物的多孔介质的优点是凝胶组合物保留在多孔介质内,并且这可有助于制造、储存或运输凝胶组合物。其可帮助保持凝胶组合物的期望形状,特别是在制造、运输或使用期间。
242、术语“多孔”在本文中用于指提供多个孔或开口的材料,该多个孔或开口允许空气通过该材料。
243、多孔介质可以是能够容留或保持凝胶组合物的任何合适的多孔材料。理想地,多孔介质可允许凝胶组合物在其内移动。在特定的实施方案中,多孔介质包括天然材料、合成或半合成材料、或其组合。在特定的实施方案中,多孔介质包括片材材料、泡沫或纤维,例如松散的纤维;或其组合。在特定的实施方案中,多孔介质包括织造、非织造或挤出材料、或其组合。优选地,多孔介质包括棉、纸、粘胶纤维、pla或醋酸纤维素、或其组合。优选地,多孔介质包括片材材料,例如棉或醋酸纤维素。在特别优选的实施方案中,多孔介质包括由棉纤维制成的片材。
244、多孔介质可以是卷曲的或切碎的。在优选的实施方案中,多孔介质是卷曲的。在备选的实施方案中,多孔介质包括切碎的多孔介质。卷曲或切碎过程可在装载凝胶组合物之前或之后。
245、使片材卷曲具有改善结构的益处,以允许通路通过该结构。通道穿过卷曲的片材材料有助于装载凝胶、固持凝胶,并且还有助于流体穿过卷曲的片材材料。因此,使用卷曲的片材材料作为多孔介质具有优点。
246、切碎使高表面积与培养基的体积比能够容易地吸收凝胶。
247、在一些实施例中,片材是复合材料。优选地,片材是多孔的。片材可帮助制造包括凝胶的管状元件。片材可帮助将活性剂引入包括凝胶的管状元件。片材可有助于稳定包括凝胶的管状元件的结构。片材可辅助运输或储存凝胶。使用片材可实现或有助于将结构添加到多孔介质中,例如通过使片材卷曲。
248、多孔介质可为线。该线状物可包括例如棉、纸或醋酸丝。线状物也可载有凝胶,如任何其他多孔介质那样。使用线状物作为多孔介质的优点是它可帮助易于制造。
249、线状物可通过任何已知的方式用凝胶装载。线状物可简单地用凝胶涂覆,或者线状物可用凝胶浸渍。在制造中,线状物可用凝胶浸渍并储存准备好用于被包括在管状元件的组装中。
250、优选地,在其中第一元件包含如上所述的凝胶组合物的实施例中,气溶胶生成制品的下游区段包括根据本发明的第一管状元件,其中第一管状元件具有小于10毫米的长度。将这种相对短的管状元件与凝胶组合物组合使用可以优化向消费者递送气溶胶。
251、其中气溶胶生成基质包括如上所述的凝胶组合物的本发明的实施例优选地包括处于包括气溶胶生成基质的第一元件上游的上游元件。在这种情况下,上游元件有利地防止与凝胶组合物的物理接触。上游元件还可有利地补偿rtd的任何潜在降低,例如由于在使用期间在包括气溶胶生成基质的第一元件加热时凝胶组合物蒸发。
252、关于一个实施例或实施方案描述的特征也可以适用于其他实施例和实施方案。
253、下文提供了非限制性示例的非详尽列表。这些实例的特征中的任一个或多个特征可与本文中所描述的另一示例、实施例或方面的任何一个或多个特征组合。
254、ex1.一种用于气溶胶生成制品的管状元件,所述管状元件包括:管状本体,所述管状本体限定从管状本体的第一端延伸到管状本体的第二端的腔;折叠端部分,所述折叠端部分在管状本体的第一端处形成第一端壁,第一端壁界定用于在管状元件的腔与外部之间的气流的开口;以及在沿着所述管状元件的管状本体的位置处的通风区。
255、ex2.根据ex1所述的管状元件,其中所述通风区包括通过所述管状本体的多个穿孔。
256、ex3.根据ex1或ex2所述的管状元件,其中所述通风区定位成距所述管状元件的折叠端部分约5毫米与约15毫米之间。
257、ex4.根据ex1至ex3中任一项所述的管状元件,其中所述通风区包括围绕管状延伸的至少一个周向穿孔行。
258、ex5.根据ex1至ex4中任一项所述的管状元件,其中所述管状元件具有约20%至约70%的通风水平。
259、ex6.根据ex1至ex5中任一项所述的管状元件,其中所述管状元件由纸质材料形成。
260、ex7.根据ex1至ex6中任一项所述的管状元件,其中至少所述管状元件的形成所述第一端壁的第一部分是空气不可渗透的。
261、ex8.根据ex1至ex7中任一项所述的管状元件,其中所述第一端壁部分地延伸到所述管状本体的腔中并且与所述管状本体的内表面形成小于90度的角度。
262、ex9.一种气溶胶生成制品,所述气溶胶生成制品包括:包括气溶胶生成基质的第一元件;以及根据ex1至ex8中任一项所述的管状元件,所述管状元件位于所述第一元件的上游或下游。
263、ex10.根据ex9所述的气溶胶生成制品,其中所述管状元件与所述第一元件相邻。
264、ex11.根据ex10所述的气溶胶生成制品,其中所述管状元件的第一端壁与所述管状元件相邻。
265、ex12.根据ex11所述的气溶胶生成制品,其中所述管状元件的第一端壁与所述气溶胶生成基质接触。
266、ex13.根据ex9至ex12中任一项所述的气溶胶生成制品,其中所述气溶胶生成基质是气溶胶生成基质条,并且其中所述第一元件还包括布置在气溶胶生成基质条内的感受器元件。
267、ex14.根据ex13所述的气溶胶生成制品,其中所述感受器元件是纵向布置在所述气溶胶生成基质内的细长感受器。
268、ex15.根据ex9至ex14中任一项所述的气溶胶生成制品,其中所述管状元件是第一管状元件,并且位于所述气溶胶形成基质的下游,其中所述第一管状元件的第一端壁与所述气溶胶生成基质的下游端相邻。
269、ex16.根据ex15所述的气溶胶生成制品,其中所述通风区位于所述第一管状元件的下游区段中。
270、ex17.根据ex15或ex16所述的气溶胶生成制品,其还包括第二管状元件,所述第二管状元件包括:管状本体,所述管状本体限定从所述管状本体的第一端延伸到所述管状本体的第二端的腔;和折叠端部分,所述折叠端部分在所述管状本体的第一端处形成第一端壁,所述第一端壁界定用于在所述第二管状元件的腔与外部之间的气流的开口,其中所述第二管状元件定位在所述气溶胶生成基质的上游,其中所述第二管状元件的第一端壁与所述气溶胶生成基质的上游端相邻。
271、ex18.根据ex17所述的气溶胶生成制品,其中所述第二管状元件还包括在所述管状本体的第二端处形成第二端壁的折叠端部分,所述第二端壁界定用于在所述第二管状元件的腔与外部之间的气流的开口。
272、ex19.根据ex18所述的气溶胶生成制品,其中由所述第二管状元件的第二端壁界定的开口小于由所述第二管状元件的第一端壁界定的开口。
273、ex20.根据ex17至ex19中任一项所述的气溶胶生成制品,其中所述第二管状元件是所述气溶胶生成制品的最上游部件。
274、ex21.根据ex15至ex20中任一项所述的气溶胶生成制品,其还包括在沿着所述第一管状元件的位置处的通风区。
275、ex22.根据ex15至ex22中任一项所述的气溶胶生成制品,其还包括位于所述第一管状元件下游的烟嘴元件。
276、ex23.根据ex22所述的气溶胶生成制品,其中所述烟嘴元件包括过滤材料节段。
277、ex24.根据ex1至ex23中任一项所述的气溶胶生成制品,其中所述管状本体中的腔是空腔。
278、应当理解,关于一个示例或实施例描述的特征也可以适用于其他示例和实施例。例如,应当理解,迄今为止已关于设备、设备的使用和设备的配置用于执行特定功能的部件中的一个或多个描述的特征也等同于公开操作设备的方法。例如,被配置成卷曲材料带的卷曲装置的公开也等同于用卷曲装置卷曲材料带的方法步骤的公开。
- 还没有人留言评论。精彩留言会获得点赞!