加热卷烟烟支的制作方法
1.本发明涉及加热卷烟技术领域,尤其涉及一种加热卷烟烟支。
背景技术:
2.加热卷烟以非燃烧的加热方式代替传统的燃烧热裂解释放烟气,加热温度在200-350℃之间,热裂解产生的有害物质较传统卷烟减少很多。在大力提倡“健康”的今天,加热卷烟等新型烟草制品成为烟草行业主要的研究方向。
3.目前的加热卷烟根据发烟段薄片的形态主要分为有序加热卷烟和无序加热卷烟两种类型,对于有序加热卷烟,相对较低的孔隙率会影响加热烟具对烟支的加热效率,以内芯加热烟具来看,热量被更多地集中在加热针附近而较少向外围扩散;另一方面,有序加热卷烟在插入内芯加热烟具时也会出现薄片被加热针顶到发烟段外的情况,对热扩散效率也会产生影响。无序加热卷烟虽然有了较高的孔隙率,热量分布更加均匀,但无序薄片在卷制时相对困难,也容易出现烟支端部落丝的情况,影响抽吸体验。
4.因此,亟需一种加热卷烟烟支。
技术实现要素:
5.本发明的目的是提供一种加热卷烟烟支,以解决上述现有技术中的问题,能够在保持薄片的连续性同时提升孔隙率、提高热扩散效率。
6.本发明提供了一种加热卷烟烟支,其中,包括:
7.发烟段和过滤段,其中,所述发烟段由再造烟叶薄片卷制而成,所述再造烟叶薄片包括一整张或多张再造烟叶薄片,并且各所述再造烟叶薄片上具有若干个未切断的完整的可褶皱和/或可卷曲的剪切痕迹。
8.如上所述的加热卷烟烟支,其中,优选的是,所述剪切痕迹由一条或多条曲线组成,或者所述剪切痕迹由多条直线组成。
9.如上所述的加热卷烟烟支,其中,优选的是,所述剪切痕迹的形状为u形或凵形。
10.如上所述的加热卷烟烟支,其中,优选的是,所述剪切痕迹的长度小于所述发烟段的长度的两倍,并且所述剪切痕迹的宽度小于再造烟叶薄片的宽度。
11.如上所述的加热卷烟烟支,其中,优选的是,所述剪切痕迹的长度在2mm与50mm之间,所述剪切痕迹的宽度在0.3mm与10mm之间。
12.如上所述的加热卷烟烟支,其中,优选的是,单个所述剪切痕迹位于一张再造烟叶薄片的任何位置,若干个所述剪切痕迹呈单层或多层排列,并且若干个所述剪切痕迹呈直线排列、交错排列或随机分布。
13.如上所述的加热卷烟烟支,其中,优选的是,由具有剪切痕迹的所述再造烟叶薄片卷制成所述发烟段时,所述再造烟叶薄片的卷制方向满足不含所述剪切痕迹的区域正对外部朝向卷制。
14.如上所述的加热卷烟烟支,其中,优选的是,所述剪切痕迹为经过机械、和/或真
空、和/或风力处理的剪切痕迹,以使所述剪切痕迹与所述再造烟叶薄片互相分离且每个所述剪切痕迹可褶皱和/或可卷曲。
15.如上所述的加热卷烟烟支,其中,优选的是,所述发烟段还包括在所述再造烟叶薄片上加工时所产生的碎末。
16.本发明提供一种加热卷烟烟支,通过剪切痕迹保持了薄片的连续性,便于生产且不容易产生端部落丝,而且剪切痕迹可褶皱和/或可卷曲,可以提高再造烟叶薄片的孔隙率,进而提高发烟段的传热效率,综合提升产品质量和抽吸体验;通过碎末,可以进一步提高再造烟叶薄片的孔隙率,进而提高发烟段的传热效率,综合提升产品质量和抽吸体验。
附图说明
17.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步描述,其中:
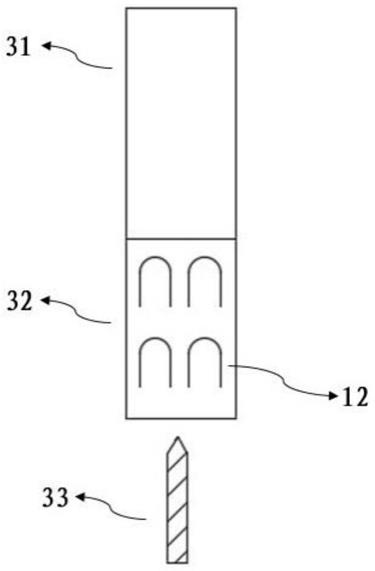
18.图1为本发明提供的加热卷烟烟支实施例的结构示意图;
19.图2为本发明提供的加热卷烟烟支实施例的可褶皱和/或可卷曲的剪切痕迹的示意图;
20.图3为本发明提供的加热卷烟烟支实施例的直线排列的u形剪切痕迹的示意图;
21.图4为本发明提供的加热卷烟烟支实施例的交错排列的凵形剪切痕迹的示意图;
22.图5为本发明提供的加热卷烟烟支实施例的随机排列的u形剪切痕迹和凵形剪切痕迹的示意图;
23.图6为本发明提供的加热卷烟烟支的一种实施例的不规则剪切痕迹的长宽示意图;
24.图7为本发明提供的加热卷烟烟支的另一种实施例的不规则剪切痕迹的长宽示意图。
25.附图标记说明:
26.11-再造烟叶薄片12-u形剪切痕迹
27.13-凵形剪切痕迹14-不规则剪切痕迹投影
28.15-直线折线剪切痕迹投影16-弧形曲线剪切痕迹投影
29.17-剪切痕迹21-第一最小长方形
30.22-第二最小长方形23-第三最小长方形
31.31-过滤段32-发烟段33-加热针
具体实施方式
32.现在将参照附图来详细描述本公开的各种示例性实施例。对示例性实施例的描述仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。本公开可以以许多不同的形式实现,不限于这里所述的实施例。提供这些实施例是为了使本公开透彻且完整,并且向本领域技术人员充分表达本公开的范围。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、材料的组分、数字表达式和数值应被解释为仅仅是示例性的,而不是作为限制。
33.本公开中使用的“第一”、“第二”:以及类似的词语并不表示任何顺序、数量或者重
要性,而只是用来区分不同的部分。“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。“上”、“下”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
34.在本公开中,当描述到特定部件位于第一部件和第二部件之间时,在该特定部件与第一部件或第二部件之间可以存在居间部件,也可以不存在居间部件。当描述到特定部件连接其它部件时,该特定部件可以与所述其它部件直接连接而不具有居间部件,也可以不与所述其它部件直接连接而具有居间部件。
35.本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用字典中定义的术语应当被解释为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非这里明确地这样定义。
36.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
37.如图1-图5所示,本发明实施例提供了一种加热卷烟烟支,其包括:发烟段32和过滤段31,其中,所述发烟段32由再造烟叶薄片卷制而成,所述再造烟叶薄片包括一整张或多张再造烟叶薄片11,并且各所述再造烟叶薄片11上具有若干个未切断的完整的可褶皱和/或可卷曲的剪切痕迹17(如图2所示)。
38.其中,过滤段31可以由单个部件组成,也可以由多个不同的部件组合而成。部件可以为实现烟气降温、烟气过滤、提供支撑、提供香味补充等功能中的一种或若干种部件,需要说明的是,本发明对部件的材料和内部结构不作具体限定。
39.剪切痕迹17的分布位置满足在后续剪切烟支时,再造烟叶薄片不会被分成两个独立部分,在满足这样的前提下对再造烟叶薄片进行剪切,得到剪切痕迹。在具体实现中,所述剪切痕迹17可以通过压辊压制而成。
40.对于一张再造烟叶薄片来讲,剪切加工处理可以只形成1个剪切痕迹17,也可以形成多个剪切痕迹17,本发明对此不作具体限定。
41.进一步地,对于任何一张再造烟叶薄片而言,剪切痕迹17的形状可以是多种多样的。本发明在一些实施方式中,所述剪切痕迹由一条或多条曲线组成,优选地,所述剪切痕迹的形状为u形或凵形。本发明在另一些实施方式中,所述剪切痕迹由多条直线组成,优选地,所述剪切痕迹的形状为凵形。更进一步地,单个所述剪切痕迹位于一张再造烟叶薄片的任何位置,若干个所述剪切痕迹呈单层或多层排列,并且若干个所述剪切痕迹呈直线排列、交错排列或随机分布。
42.如图3-图5所示,大方框表示一张再造烟叶薄片11,方框内的黑色线代表剪切痕迹,图3示出了直线排列的u形剪切痕迹12,图4示出了交错排列的凵形剪切痕迹13,图5示出了随机排列的u形剪切痕迹12和凵形剪切痕迹13。需要说明的是,本发明对剪切痕迹的形状、数量和相对位置关系不作具体限定。
43.进一步地,剪切痕迹的大小应满足在后续的加工过程中不引起再造烟叶薄片产生额外的断裂,再造烟叶薄片经过压辊加工出剪切痕迹、形成褶皱等一系列处理后收束卷制成薄片基棒,再经过一次或多次分切与复合最终制成成品烟支。这需要将薄片基棒分切成较短的小段,除去在这个过程中引起的必要的再造烟叶薄片的断裂外,剪切痕迹的大小不
应因分切引起额外的断裂,破坏再造烟叶薄片的连续性。具体而言,所述剪切痕迹17整体的长度小于所述发烟段32的长度的两倍,所述剪切痕迹17整体的长度在2mm到50mm之间,优选地在3mm与7mm之间,例如为5mm。并且所述剪切痕迹17整体的宽度小于再造烟叶薄片11的最大宽度。所述剪切痕迹17在烟支整体横向上的长度在0.3mm到10mm之间,优选地在0.5mm与2mm之间,例如为1mm。需要说明的是,本发明对剪切痕迹在烟支整体径向及横向上的长度不作具体限定。对于具有不规则形状的曲线剪切痕迹,在再造烟叶薄片平铺的条件下,取得剪切痕在平面上的投影。以将投影全部包含在一个平面内为前提,可以在该平面上画出许多个长方形,显而易见的是在这些长方形中存在一个最小的画法,以最小画法画出的长方形的长度和宽度定义为这个不规则形状剪切痕迹的长度和宽度。因此,对于具有不规则形状的曲线剪切痕迹,以能够全部包围住剪切痕迹在平面上投影的最小的长方形来确认剪切痕迹的长度和宽度。
44.图6示出了不规则剪切痕迹投影14,图中的长方形为能够将不规则剪切痕迹投影14全部包含在内的最小的长方形,即图6还示出了包围不规则剪切痕迹投影14的第一最小长方形21,这个不规则痕迹的长和宽就是图6中第一最小长方形21的长和宽。图7示出了直线折线剪切痕迹投影15、弧形曲线剪切痕迹投影16、包围直线折线剪切痕迹投影15的第二最小长方形22和包围弧形曲线剪切痕迹投影16的第三最小长方形23,直线折线剪切痕迹投影15的长和宽就是图7中第二最小长方形22的长和宽,弧形曲线剪切痕迹投影16的长和宽就是图7中第三最小长方形23的长和宽。
45.进一步地,如图6所示,所述剪切痕迹为经过机械、和/或真空、和/或风力处理的剪切痕迹,以使所述剪切痕迹可褶皱和/或可卷曲。在具体实现中,对剪切痕迹进行额外的加工处理,以实现剪切部分的褶皱或卷曲,使得剪切部分离开再造烟叶薄片,实现剪切部分与薄片之间的部分分离。其中,加工处理方式可以是引入机械结构对剪切痕迹进行外力处理,也可以是引入真空装置抽吸,或引入风力吹起。在具体实现中,机械和/或真空、和/或风力处理的过程可以在施加剪切痕迹之前进行,也可以在施加剪切痕迹之后进行,本发明对此不作限定。
46.进一步地,由具有剪切痕迹的所述再造烟叶薄片卷制成所述发烟段时,所述再造烟叶薄片的卷制方向满足不含所述剪切痕迹的区域正对外部朝向卷制。本发明在其他实施方式中,再造烟叶薄片的卷制方向可以朝向任何方向,本发明对此不作具体限定。
47.更进一步地,所述发烟段还包括在所述再造烟叶薄片上施加剪切痕迹时所产生的碎末,碎末混在薄片间,可以影响气流通路,引起气流扰动产生湍流,进而提升传热效率。本发明在其他实施方式中,施加剪切痕迹时产生的碎末也可以不随再造烟叶薄片一同卷制成烟支。即施加剪切痕迹时产生的碎末可以选择性地随再造烟叶薄片一同卷制成烟支。
48.进一步地,由具有剪切痕迹的所述再造烟叶薄片卷制成所述发烟段时,所述再造烟叶薄片的卷制方向满足不含所述剪切痕迹的区域正对外部朝向卷制,这样可以保证将该加热卷烟烟支插入内芯加热烟具时,未被剪切的部分会先与加热针33接触。如果从u形的底端向顶端方向进加热针33,翘起来的薄片会阻挡加热针;反之从u形的顶端向底端方向进加热针,翘起来的薄片不会阻挡加热针,而且由于薄片是连续的整体,这样也不会将薄片顶到脱离发烟段。
49.由此,相对于现有技术而言,本发明实施例提供一种加热卷烟烟支,通过剪切痕迹
保持了薄片的连续性,便于生产且不容易产生端部落丝,而且剪切痕迹可褶皱和/或可卷曲,可以提高再造烟叶薄片的孔隙率,进而提高发烟段的传热效率,综合提升产品质量和抽吸体验;通过碎末,可以进一步提高再造烟叶薄片的孔隙率,进而提高发烟段的传热效率,综合提升产品质量和抽吸体验。
50.至此,已经详细描述了本公开的各实施例。为了避免遮蔽本公开的构思,没有描述本领域所公知的一些细节。本领域技术人员根据上面的描述,完全可以明白如何实施这里公开的技术方案。
51.虽然已经通过示例对本公开的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本公开的范围。本领域的技术人员应该理解,可在不脱离本公开的范围和精神的情况下,对以上实施例进行修改或者对部分技术特征进行等同替换。本公开的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1