一种在线填充香珠的加热不燃烧烟草烟支成型工艺和成型系统的制作方法
1.本发明属于烟草检测技术领域,涉及一种加热不燃烧的烟草烟支的成型工艺和成型系统,尤其涉及一种在线填充香珠的加热不燃烧烟草烟支成型工艺和成型系统。
背景技术:
[0002]“加热不燃烧”是新型烟草中比较火热的产品,它的原理是利用加热设备对烟草进行低温烘烤,而不发生燃烧。物体燃烧会产生许多新的成分,比如常见的塑料、纸张、煤炭等物品,形态和味道都非常稳定,一旦燃烧后就会释放出黑烟以及刺鼻的气味,而这些成分在未燃烧时是没有的。日常吸烟也是一样的道理,吸烟者将烟草点燃,然后吸取燃烧产生的烟雾,在摄取了尼古丁的同时,也将烟草燃烧后产生的几千种物质一同吸入体内,而这些燃烧后所产生的物质对吸烟者的身体会造成很大的伤害。利用加热设备对特制的烟草进行加热烘烤,并将温度控制在低于燃点的范围内,这样既可以烘烤出烟草中的尼古丁以及各种芳香物质,又避免了由于燃烧所产生的有害物质。低温不燃烧设备拥有着与香烟最接近的口感和味道,又有着烟草独特的香气,同时也避免了绝大多数由于高温燃烧所产生的有毒有害物质。加热不燃烧烟草一经问世,就受到了广泛烟民的关注。同时在加热不燃烧卷烟中加香作为增香补香的新途径,所添加的香料必须通过载体加入至烟草制品中,通过抽吸将香气释放出来,在现有技术中,烟草科技者将滤嘴作为补充主流烟气芳香气味的载体予以开发,主要通过胶囊法、香线法、吸附剂法等方式在滤嘴材料中施加香精香料制备不同口味卷烟。这些方法制备的卷烟产品均存在香味释放不均匀,每口抽吸所释放的香气量不均匀的问题。如专利cn201921774226.1中公开了一种用于加热不燃烧非烟制品、烟草制品及管体结构,该管体结构包括管体、非烟发烟体或烟草发烟体、发烟体阻隔塞、胶囊定位体、非烟或烟用装有香料的胶囊、过滤体,所述管体结构轴向第一端至第二端之间依次排列有非烟发烟体或烟草发烟体、发烟体阻隔塞、胶囊定位体、非烟或烟用装有香料的胶囊、过滤体。但是,该加热不燃烧非烟制品仍然降温效果不明显,而且抽吸力度比较集中,烟气分布不均匀等问题。
[0003]
因此,如何找到一种更为适宜的工艺,解决现有的加热不染烟草烟支存在的上述问题,已成为业内诸多一线研究人员亟待解决的问题之一。
技术实现要素:
[0004]
有鉴于此,本发明要解决的技术问题在于提供一种加热不燃烧的烟草烟支的成型工艺和成型系统,特别是一种在线填充香珠的加热不燃烧烟草烟支成型工艺和成型系统。本发明设计的新型烟草烟支烟枪成型工艺结合新型烟草烟支成型设备,能够实现生产过程中在线填充香珠,在一定程度上能够保证包含香珠的新型烟草烟支的生产效率及烟支的外观质量,同时香珠能够起到降温增香的作用,增加消费者的抽吸体验。
[0005]
本发明提供了一种加热不燃烧的烟草烟支的成型工艺,包括以下步骤:
[0006]
1)将经过分切系统分切后的烟草、中空棒、纸管及滤嘴,按依次排列在烟枪布带上,由布带将其包裹牵引前进,然后经香珠在线填充系统在填充位置放入香珠后,进入烟支成型工艺;
[0007]
所述填充位置为中空棒与纸管之间;
[0008]
2)在上述烟支成型工艺中,进行消隙处理时,香珠进入所述纸管的内腔,烟草、中空棒、纸管及滤嘴紧密连接,随后再进入烟支复合成型工艺中,经水松纸包裹成型后,得到加热不燃烧的烟草烟支。
[0009]
优选的,所述中空棒与纸管之间具有间隙;
[0010]
所述中空板与纸管之间的间隙的距离大于等于香珠的直径。
[0011]
优选的,所述香珠在线填充系统包括可升降的香珠在线填充系统;
[0012]
所述烟枪布带中的中空棒和纸管,在前进至香珠在线填充系统下方时,香珠在线填充系统下降至中空棒和纸管之间的间隙上方或间隙处,释放香珠。
[0013]
优选的,所述烟草、中空棒、纸管及滤嘴中的两个或多个之间具有间隙;
[0014]
所述香珠在线填充系统包括盛有香珠的漏斗;
[0015]
所述放入香珠后,烟枪布带上烟草、中空棒、纸管及滤嘴的排布不变。
[0016]
优选的,所述香珠的直径小于纸管的内腔直径;
[0017]
所述香珠的直径大于中空棒的中空腔的内径;
[0018]
所述包裹成型后还包括分切步骤。
[0019]
优选的,所述香珠进入所述纸管的内腔具体为:
[0020]
香珠在中空棒的推动下,进入纸管的内腔;
[0021]
所述香珠包括具有降温增香作用的香珠。
[0022]
本发明还提供了一种加热不燃烧的烟草烟支的成型系统,包括:
[0023]
卷烟机;
[0024]
所述卷烟机中包括烟枪;
[0025]
所述烟枪包括烟枪布带;
[0026]
所述烟枪布带上设置有烟草段、中空棒段、纸管段以及滤嘴段;
[0027]
所述中空棒段与纸管段之间设置有可升降的香珠填充装置。
[0028]
优选的,所述香珠填充装置包括盛有香珠的漏斗;
[0029]
所述香珠填充装置具有可联动控制的开启关闭装置;
[0030]
所述香珠填充装置位于烟枪布带的上方。
[0031]
优选的,所述成型系统还包括烟支成型装置;
[0032]
所述烟支成型装置与所述卷烟机相连接;
[0033]
所述成型系统还包括烟支复合成型装置;
[0034]
所述烟支复合成型装置与所述烟支成型装置相连接。
[0035]
优选的,所述成型系统还包括分切装置;
[0036]
所述分切装置与所述烟支复合成型装置相连接。
[0037]
本发明提供了一种加热不燃烧的烟草烟支的成型工艺,包括以下步骤,首先将经过分切系统分切后的烟草、中空棒、纸管及滤嘴,按依次排列在烟枪布带上,由布带将其包裹牵引前进,然后经香珠在线填充系统在填充位置放入香珠后,进入烟支成型工艺;所述填
充位置为中空棒与纸管之间;然后在上述烟支成型工艺中,进行消隙处理时,香珠进入所述纸管的内腔,烟草、中空棒、纸管及滤嘴紧密连接,随后再进入烟支复合成型工艺中,经水松纸包裹成型后,得到加热不燃烧的烟草烟支。与现有技术相比,本发明提供了一种滚珠型降温管新型烟草烟支烟枪成型工艺,结合新型烟草烟支的成型系统,在烟枪内实现滚珠填入纸管内腔的工艺,其中滚珠为降温材料及加香材料的混合制品,起到降温补香的作用,在一定程度上解决新型加热不燃烧烟草制品烟气含水量高、烟气通道短而导致的主流烟气温度较高的问题,同时在一定程度上进行香气补充,提升消费者抽吸体验。
[0038]
本发明提供的含有特定的烟枪结构的系统,结合在烟枪部分在线填充香珠的新型烟草烟支成型工艺,得到了该在线填充香珠的生产工艺,在传统新型烟草生产设备上实现在线填充香珠。本发明设计的在线填充香珠的新型烟草烟支烟枪成型工艺结合烟草烟支成型设备,能够实现生产过程中在线填充香珠,在一定程度上能够保证包含香珠的新型烟草烟支的生产效率及烟支的外观质量,同时香珠能够起到降温增香的作用,增加消费者的抽吸体验。
附图说明
[0039]
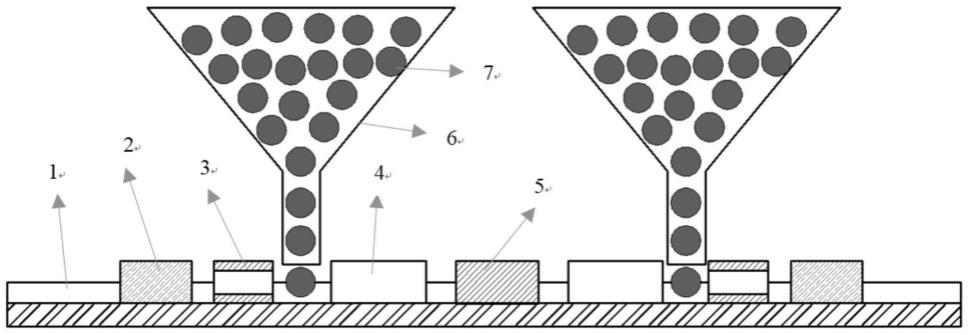
图1为本发明提供的在线填充香珠的加热不燃烧烟草烟支成型系统的工艺流程示意简图;
[0040]
图2为本发明制备的烟支产品的外观图。
[0041]
图3为本发明制备的烟支产品的断面图。
[0042]
图4为本发明制备的烟支产品的剖面图。
具体实施方式
[0043]
为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为了进一步说明本发明的特征和优点,而不是对发明权利要求的限制。
[0044]
本发明所有原料,对其来源没有特别限制,在市场上购买的或按照本领域技术人员熟知的常规方法制备的即可。
[0045]
本发明所有原料,对其纯度没有特别限制,本发明优选采用分析纯或烟草领域内使用的常规纯度。
[0046]
本发明提供了一种加热不燃烧的烟草烟支的成型工艺,包括以下步骤:
[0047]
1)将经过分切系统分切后的烟草、中空棒、纸管及滤嘴,按依次排列在烟枪布带上,由布带将其包裹牵引前进,然后经香珠在线填充系统在填充位置放入香珠后,进入烟支成型工艺;
[0048]
所述填充位置为中空棒与纸管之间;
[0049]
2)在上述烟支成型工艺中,进行消隙处理时,香珠进入所述纸管的内腔,烟草、中空棒、纸管及滤嘴紧密连接,随后再进入烟支复合成型工艺中,经水松纸包裹成型后,得到加热不燃烧的烟草烟支。
[0050]
本发明首先将经过分切系统分切后的烟草、中空棒、纸管及滤嘴,按依次排列在烟枪布带上,由布带将其包裹牵引前进,然后经香珠在线填充系统在填充位置放入香珠后,进
入烟支成型工艺。
[0051]
在本发明中,所述填充位置优选为中空棒与纸管之间。
[0052]
在本发明中,所述中空棒与纸管之间优选具有间隙。
[0053]
在本发明中,所述中空板与纸管之间的间隙的距离优选大于等于香珠的直径。
[0054]
在本发明中,所述香珠在线填充系统优选包括可升降的香珠在线填充系统。
[0055]
在本发明中,所述烟枪布带中的中空棒和纸管,优选在前进至香珠在线填充系统下方时,香珠在线填充系统下降至中空棒和纸管之间的间隙上方或间隙处,释放香珠。
[0056]
在本发明中,所述烟草、中空棒、纸管及滤嘴中的两个或多个之间优选具有间隙。
[0057]
在本发明中,所述香珠在线填充系统优选包括盛有香珠的漏斗。
[0058]
在本发明中,优选所述放入香珠后,烟枪布带上烟草、中空棒、纸管及滤嘴的排布不变。
[0059]
在本发明中,所述香珠的直径优选小于纸管的内腔直径。
[0060]
在本发明中,所述香珠的直径优选大于中空棒的中空腔的内径。
[0061]
本发明最后在上述烟支成型工艺中,进行消隙处理时,香珠进入所述纸管的内腔,烟草、中空棒、纸管及滤嘴紧密连接,随后再进入烟支复合成型工艺中,经水松纸包裹成型后,得到加热不燃烧的烟草烟支。
[0062]
在本发明中,所述包裹成型后还优选包括分切步骤。
[0063]
在本发明中,所述香珠进入所述纸管的内腔具体优选为:
[0064]
香珠在中空棒的推动下,进入纸管的内腔。
[0065]
在本发明中,所述香珠优选包括具有降温增香作用的香珠。
[0066]
本发明提供了一种加热不燃烧的烟草烟支的成型系统,包括:
[0067]
卷烟机;
[0068]
所述卷烟机中包括烟枪;
[0069]
所述烟枪包括烟枪布带;
[0070]
所述烟枪布带上设置有烟草段、中空棒段、纸管段以及滤嘴段;
[0071]
所述中空棒段与纸管段之间设置有可升降的香珠填充装置。
[0072]
在本发明中,所述香珠填充装置优选包括盛有香珠的漏斗。
[0073]
在本发明中,所述香珠填充装置优选具有可联动控制的开启关闭装置。
[0074]
在本发明中,所述香珠填充装置优选位于烟枪布带的上方。
[0075]
在本发明中,所述成型系统还优选包括烟支成型装置。
[0076]
在本发明中,所述烟支成型装置优选与所述卷烟机相连接。
[0077]
在本发明中,所述成型系统还优选包括烟支复合成型装置。
[0078]
在本发明中,所述烟支复合成型装置优选与所述烟支成型装置相连接。
[0079]
在本发明中,所述成型系统还优选包括分切装置。
[0080]
在本发明中,所述分切装置优选与所述烟支复合成型装置相连接。
[0081]
本发明为完整和细化整体成型工艺,更好的提高包含香珠的新型烟草烟支的生产效率及烟支的外观质量,进一步提升消费者的抽吸体验,上述加热不燃烧的烟草烟支的成型工艺和成型系统具体可以为以下内容:
[0082]
本发明提高的新型烟草烟支成型工艺结合含有烟枪结构的成型系统,是一种在烟
枪部分在线填充香珠的新型烟草烟支成型工艺,其工艺如图1所示。
[0083]
参见图1,图1为本发明提供的在线填充香珠的加热不燃烧烟草烟支成型系统的工艺流程示意简图。其中,1为烟枪布带,2为烟草段,3为中空棒段,4为纸管段4,5为滤嘴段,6为料斗,7为香珠。
[0084]
具体的,烟草段2、中空棒段3、纸管段4及滤嘴段5经分切系统分切后按规律排列在烟枪布带1上,由布带将其包裹牵引前进,此时每段由于成型工艺导致中间有一定距离,当排布好的各烟支组成部分进入香珠的在线填充系统后,料斗6下降至填充位置,出料口打开,同时释放一颗香珠7在中空棒段3及纸管段4中间的布带上,释放香珠7后料斗6升起,料斗6的升降与布带1的前进速度互相配合,结合烟支各组成部分的分切系统的传送速度控制各段之间的间隙,与烟支组成各部分互不干扰,能够准确将香珠7放入指定区间而不打乱烟支组成部分的排布。香珠7随布带与烟支各组成部分一起进入烟支成型机的消隙系统,消隙系统的作用是将烟支各组成部分之间的间隙消除使其紧密排列在一起从而进入成型部分包覆水松纸,粘接成完整的烟支。在消隙系统的作用下烟支各组成部分相互靠拢直至紧密连接在一起,在中空棒段3与纸管段4相互靠拢,香珠7因为直径比中空棒段3的内径大而不会进入其内腔,香珠7在中空棒段3的推动下进入纸管段4的内腔,同时各部分紧密连接进入烟支复合成型部分,经水松纸包裹成型后形成包含香珠的新型烟草烟支,再经过分切系统后形成产品。
[0085]
本发明上述步骤提供了一种在线填充香珠的加热不燃烧烟草烟支成型工艺和成型系统。本发明提供的滚珠型降温管新型烟草烟支烟枪成型工艺,结合新型烟草烟支的成型系统,在烟枪内实现滚珠填入纸管内腔的工艺,其中滚珠为降温材料及加香材料的混合制品,起到降温补香的作用,在一定程度上解决新型加热不燃烧烟草制品烟气含水量高、烟气通道短而导致的主流烟气温度较高的问题,同时在一定程度上进行香气补充,提升消费者抽吸体验。
[0086]
本发明提供的含有特定的烟枪结构的系统,结合在烟枪部分在线填充香珠的新型烟草烟支成型工艺,得到了该在线填充香珠的生产工艺,在传统新型烟草生产设备上实现在线填充香珠。本发明设计的在线填充香珠的新型烟草烟支烟枪成型工艺结合烟草烟支成型设备,能够实现生产过程中在线填充香珠,在一定程度上能够保证包含香珠的新型烟草烟支的生产效率及烟支的外观质量,同时香珠能够起到降温增香的作用,增加消费者的抽吸体验。
[0087]
为了进一步说明本发明,以下结合实施例对本发明提供的一种加热不燃烧的烟草烟支的成型工艺和成型系统进行了详细描述,但是应当理解,这些实施例是在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制,本发明的保护范围也不限于下述的实施例。
[0088]
实施例1
[0089]
在线填充香珠的烟草烟支成型系统的工艺流程如图1所示。
[0090]
采用本发明提供的烟草烟支成型工艺和系统进行烟支试生产。
[0091]
烟草段2、中空棒段3、纸管段4及滤嘴段5经分切系统分切后按规律排列在烟枪布带1上,由布带将其包裹牵引前进,此时每段由于成型工艺导致中间有一定距离,当排布好
的各烟支组成部分进入香珠的在线填充系统后,料斗6下降至填充位置,出料口打开,同时释放一颗香珠7在中空棒段3及纸管段4中间的布带上,释放香珠7后料斗6升起,料斗6的升降与布带1的前进速度互相配合,结合烟支各组成部分的分切系统的传送速度控制各段之间的间隙,与烟支组成各部分互不干扰,能够准确将香珠7放入指定区间而不打乱烟支组成部分的排布。香珠7随布带与烟支各组成部分一起进入烟支成型机的消隙系统,消隙系统的作用是将烟支各组成部分之间的间隙消除使其紧密排列在一起从而进入成型部分包覆水松纸,粘接成完整的烟支。在消隙系统的作用下烟支各组成部分相互靠拢直至紧密连接在一起,在中空棒段3与纸管段4相互靠拢,香珠7因为直径比中空棒段3的内径大而不会进入其内腔,香珠7在中空棒段3的推动下进入纸管段4的内腔,同时各部分紧密连接进入烟支复合成型部分,经水松纸包裹成型后形成包含香珠的新型烟草烟支,再经过分切系统后形成产品。
[0092]
对本发明实施例1制备的烟支产品进行检测。
[0093]
参看图2,图2为本发明制备的烟支产品的外观图。
[0094]
参看图3,图3为本发明制备的烟支产品的断面图。
[0095]
参看图4,图4为本发明制备的烟支产品的剖面图。
[0096]
由图2~4可以看出,采用本发明提供的滚珠型降温管新型烟草烟支烟枪成型工艺和成型系统,完全合格的实现了在烟枪内滚珠填入纸管内腔的要求,烟支外观规整,烟支各段结合紧密,确保了烟支的外观质量。
[0097]
本发明提供的在线填充香珠的烟草烟支烟枪成型工艺结合烟草烟支成型设备,实现了生产过程中在线填充香珠的要求,只需在原有的新型烟草烟支生产设备上增加一套香珠加料装置,基本上能够实现不降速生产。
[0098]
试生产结果表明,烟支生产速度可以达到3500支/min,基本能够达到原有的烟支生产速度,在之后的生产工艺和系统进一步磨合后,生产速度还有望进一步提高。
[0099]
以上对本发明提供的一种在线填充香珠的加热不燃烧烟草烟支成型工艺和成型系统进行了详细的介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想,包括最佳方式,并且也使得本领域的任何技术人员都能够实践本发明,包括制造和使用任何装置或系统,和实施任何结合的方法。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。本发明专利保护的范围通过权利要求来限定,并可包括本领域技术人员能够想到的其他实施例。如果这些其他实施例具有不是不同于权利要求文字表述的结构要素,或者如果它们包括与权利要求的文字表述无实质差异的等同结构要素,那么这些其他实施例也应包含在权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1