一种烟丝热加工强度的计算方法与流程
1.本发明属于烟草加工技术领域,具体涉及一种数据采集与仿真分析融合驱动的烟丝热加工强度计算方法。
背景技术:
2.提升叶丝制造过程稳定性、减小批间产品品质波动是目前卷烟制造企业面临的共性问题。随着一些卷烟品牌规模的快速增长,卷烟生产过程中越来越多地存在着多个不同加工点生产统一牌号卷烟产品的情况。
3.一些卷烟加工点所使用的滚筒干燥设备,在生产能力、设备结构与控制方式等方面均存在较大的差异,即使使用相同或近似的滚筒干燥设备,由于异地生产的环境气候条件、蒸汽介质条件等差异,也可能导致多点加工烟丝质量存在差异。
4.现有制丝工艺流程虽然能保证烟丝的出口含水率和出口温度,但烟丝的加工过程中实际经历的含水率和温度变化过程、即热加工强度存在较大差异,而烟丝的热加工强度对成品的性能影响较大。因此,建立烟丝在滚筒干燥过程中的热加工强度计算方法,是定量评价烟丝在同一设备中加工过程稳定性、不同设备中加工过程质量同一性的基础。为此提出本发明。
技术实现要素:
5.本发明提出了一种数据采集与仿真分析融合驱动的烟丝热加工强度计算计算方法,为实现烟丝滚筒干燥过程的均质化加工提供依据,为定量评价烟丝在同一设备中加工过程稳定性、不同设备中加工过程质量同一性提供基础。
6.本发明的计算方法在制丝线滚筒首尾采用温湿度传感器对物料进行测量,在滚筒内难以测量部分采用“有限元+离散元”耦合仿真的方式进行采集,基于采集数据与仿真数据,拟合出烟丝温度-含水率的特征曲线,从而确定加工物料温度含水率积分函数值,以此计算烟草在热加工工序中的热加工强度。
7.本发明的技术方案如下:
8.一种烟丝热加工强度的计算方法,包括如下步骤:在制丝线滚筒入料口和出料口对物料进行温度和含水率进行测量;对数据难以测量的滚筒内采用“有限元+离散元”耦合仿真对部分数据进行分析计算,基于采集数据与仿真数据拟合出烟丝温度-含水率的特征曲线,确定加工物料温度含水率积分函数值;进而计算烟丝在滚筒内的热加工强度。
9.优选地,具体步骤为:
10.(1)在制丝生产线的滚筒入料口(1)和出料口(2)测量入口物料水分值x1、出口物料水分值x
l
、入口物料温度值t1和出口物料温度值t
l
;
11.(2)根据生产线设置的参数,对数据难以测量的滚筒内通过“有限元+离散元”耦合仿真获取物料在滚筒内的位置及对应的物料含水仿真数据序列[x2,x3,...,x
n-1
,xn]和物料温度仿真数据序列[t2,t3,...,t
n-1
,tn],仿真数据序列长度为n-1;
[0012]
(3)将步骤(1)测量值与步骤(2)仿真数据合并,得到物料水分数据序列与物料温度数据序列通过多项式拟合确定烟丝温度t-含水率x的对应关系x=f(t);
[0013]
(4)基于对应关系x=f(t),确定温度x-含水率t积分值,通过物料在滚筒干燥脱水过程中单位脱水量
△
x对应的温度变化率
△
t计算,即得到所述的热加工强度。
[0014]
优选地,所述生产线情况设置的参数包括:滚筒材质参数、滚筒转速、滚筒倾角、筒壁温度、物料密度、物料剪切量、物料静摩擦系数、滚筒静摩擦系数、物料滚动摩擦系数、滚筒滚动摩擦系数。
[0015]
优选地,使用ansys与edem软件设置具体仿真参数与边界条件,通过“有限元+离散元”耦合仿真获取物料含水仿真数据序列和物料温度仿真数据序列。
[0016]
优选地,所述的热加工强度计算公式如下:其中f-1
(x)为x=f(t)的反函数,x1、x
l
分别是烟丝入料口和出料口对物料的含水率,t1是含水率x1时烟丝的温度。
[0017]
本发明在制丝生产线薄板干燥过程现有设备中,在如图1所示的滚筒入料口(1)和出料口(2)可以直接采集到的数据有入口物料水分实际值x1、出口物料水分实际值x
l
、入口物料温度实际值t1和出口物料温度实际值t
l
;所述仿真参数根据实际生产线情况设置滚筒材质、滚筒转速、滚筒倾角、筒壁温度、物料密度、物料剪切量、物料静摩擦系数、滚筒静摩擦系数、物料滚动摩擦系数、滚筒滚动摩擦系数等参数,通过“有限元+离散元”耦合仿真获取物料在滚筒内的位置及对应的含水率[x2,x3,...,x
n-1
,xn]和温度值[t2,t3,...,t
n-1
,tn];将实际值与仿真数据合并,得到物料水分数据序列与物料温度数据序列通过拟合烟丝温度t-含水率x的对应关系x=f(t),可求解完整的含水率序列x=[x1,x2,...,x
l-1
,x
l
]和温度序列t=[t1,t2,...,t
l-1
,t
l
],确定烟丝温度-含水率的特征曲线s(x,t);根据温度含水率对应关系x=f(t)计算计算温度含水率积分值;以物料在滚筒干燥脱水过程中单位脱水量
△
x对应的温度变化率
△
t计算热加工强度。
[0018]
所述“有限元+离散元”耦合仿真过程无需仿真加工的整个过程,其余数据通过对传感器数据和仿真数据的拟合函数求得,计算烟丝温度-含水率的特征曲线s(x,t)只需要部分数据,拟合烟丝温度-含水率的对应曲线只需要部分数据;积分根据拟合函数x=f(t)反求积分所得。
[0019]
所述薄板干燥过程热加工强度采用特征曲线的积分平均值表示,该热加工强度h计算公式如下:其中f-1
(x)为拟合函数x=f(t)的反函数,x1、x
l
分别是烟丝初、末状态下的含水率,t1是含水率x1时烟丝的温度。
[0020]
本发明的有益效果:
[0021]
1、本发明的方法无需对现有热加工设备改造或加装检测传感设备,采用仿真的方式采集滚筒中间加工过程数据,检测成本低。检测采用实际生产线上采集结合耦合仿真的方式进行,所计算热加工强度可以真实有效反映烟丝温湿度变化过程,为烟丝生产的质量
评价提供依据。
附图说明
[0022]
图1为本发明的烟丝加工的滚筒示意图,1表示滚筒入料口,2表示出料口。
[0023]
图2为本发明的烟丝热加工强度的计算方法步骤示意图。
[0024]
图3为本发明的实施例的烟丝热加工强度的技术结果分析示意图。
具体实施方式
[0025]
下面对本发明通过实施例作进一步说明,但不仅限于本实施例。
[0026]
实施例:以云南某烟厂薄板烘丝工序为例,检测及计算该制丝线中烟丝滚筒的热加工强度,具体步骤如下:
[0027]
步骤1:开启薄板干燥制丝线设备,待设备进入稳定状态,叶丝物料进出口流量稳定、出口物料含水率稳定;
[0028]
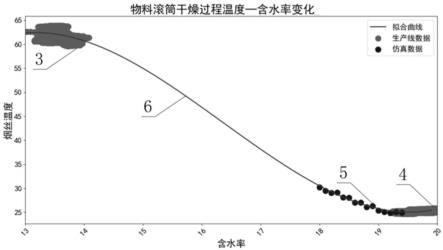
步骤2:在制丝生产线薄板干燥运行过程中,如图2所示,在滚筒的入口(1)与出口(2)处设置传感器,采集入料口物料水分与温度实际值[x1、t1](3)、物料水分与温度实际值[x
l
、t
l
](4),如图3所示;
[0029]
步骤3:根据实际生产情况的设置参数:滚筒材质为sus304不锈钢、滚筒转速11rpm、滚筒倾角3
°
、筒壁温度121℃、物料密度345kg/m3、物料剪切量1.5e7pa、物料静摩擦系数0.7、滚筒静摩擦系数0.3、物料滚动摩擦系数0.3、滚筒滚动摩擦系数0.1等,在ansys与edem软件设置具体仿真参数与边界条件,通过“有限元+离散元”耦合仿真获取物料在滚筒内的位置及对应的物料含水仿真数据序列[x2,x3,...,x
n-1
,xn]和物料温度仿真数据序列[t2,t3,...,t
n-1
,tn](5),如图3所示;
[0030]
步骤4:基于步骤2与步骤3,将实际值与仿真数据合并,得到物料水分数据序列与物料温度数据序列基于采集的数据在保证物料温度含水率一一对应的前提下拟合确定烟丝温度-含水率的对应曲线s(x,t)(6),如图3所示,曲线s(x,t)对应公式t=f-1
(x);通过温度-含水率公式进行积分计算确定温度含水率积分值;
[0031]
步骤5:依据物料在滚筒干燥脱水过程中单位脱水量
△
x对应的温度变化率
△
t求出对应热加工强度h,计算公式如下:其中f-1
(x)为x=f(t)的反函数,x1、x
l
分别是烟丝入料口和出料口对物料的含水率,t1是含水率x1时烟丝的温度;
[0032]
热加工强度h表征了烟丝温度与含水率的变化情况,在实际生产过程中,在获取对应公式的基础上,可实现热加工强度h的实时计算,支撑热加工强度生产状态的评价,为生产过程分析奠定基础。
[0033]
步骤6:选取的云南某烟厂薄板烘丝工序17批生产数据,计算各批次的平均热加工强度如表1所示;热加工强度为[6.279,5.669]。
[0034]
通过7名专家对该17批产品的香气特征(1~36分)、烟气特征(1~45分)、口感特性(1~36分)四个指标进行评价并求平均分,结果如表1所示。由表1的数据可知,热加工强度
在[6.279,5.669]区间内的烘丝设备所生产的烟丝能获得相对较优的感官质量。
[0035]
表1热加工强度与感官质量分析表
[0036][0037]
以上所述仅用来详细介绍本发明的具体实施方式,但本发明提出的技术方案并不受限于上述方法。在不脱离本技术的基本原理的前提下,所熟悉本领域的技术人员对本发明提出的技术做出的等效修改和变化均应涵盖在本发明的权利要求范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1