一种转运夹紧装置和激光打孔系统的制作方法
1.本实用新型涉及激光打孔技术领域,特别涉及一种转运夹紧装置和激光打孔系统。
背景技术:
2.烟棒的纸管一般采用卷绕的方式成型。由于烟棒是空心管,传统烟棒打孔工艺打孔时纸管容易变形,影响产品质量,另外,烟棒打孔工艺加工时,上料、打孔和下料依次进行,必须要上完料之后再进行打孔,然后再下料,如此,导致烟棒打孔工艺效率低。
3.因此,需要提供一种新的打孔装置,以提高烟棒打孔效率。
技术实现要素:
4.本实用新型的目的在于提供一种转运夹紧装置和激光打孔系统,以解决现有的打孔装置在纸管上打孔容易导致纸管变形的问题。
5.为解决上述技术问题,本实用新型提供一种转运夹紧装置,包括:旋转台,设置在所述旋转台上关于旋转台的转动中心中心对称的两组活动夹持组件,所述活动夹持组件包括设置在所述旋转台上的定夹持组件,与所述旋转台滑动连接的动夹持组件,设置在所述旋转台上的用于驱动所述动夹持组件在所述旋转台上滑动的线性驱动件,其中,所述定夹持组件和所述动夹持组件配合用于从烟棒的两端夹紧和释放烟棒。
6.可选的,所述定夹持组件包括固定在旋转台上的定底板,与所述定底板转动连接的成排设置的多个定夹持杆,与所述定底板固定连接的第一旋转驱动件,用于将所述第一旋转驱动件的旋转动力传递给多个所述定夹持杆的第一传动组件;所述动夹持组件包括与所述旋转台滑动连接的动底板,与所述动底板转动连接的成排设置的多个动夹持杆,与所述动底板固定连接的第二旋转驱动件,用于将所述第二旋转驱动件的旋转动力传递给多个所述动夹持杆的第二传动组件,其中,所述第一旋转驱动件和所述第二旋转驱动件驱动所述定夹持杆和所述动夹持杆同步转动。
7.可选的,所述第一旋转驱动件的数量为两个,所述第一传动组件包括两个与所述定底板转动连接的第一主齿轮,两组多个依次排列的与所述定底板转动连接的第一从动轮,以及设置在一组内相邻的两个第一从动轮之间的多个依次排列的且与所述定底板转动连接的第一过渡轮,所述第一旋转驱动件用于驱动所述第一主齿轮转动,两个所述第一主齿轮分别与一排所述第一从动轮两端的第一从动轮啮合,一组内相邻的两个第一从动轮分别与一个第一过渡轮啮合,所述第一从动轮用于驱动所述定夹持杆转动;所述第二旋转驱动件的数量为两个,所述第二传动组件包括两个与所述动底板转动连接的第二主齿轮,两组多个依次排列的与所述动底板转动连接的第二从动轮,以及设置在一组内相邻的两个第二从动轮之间的多个依次排列的且与所述动底板转动连接的第二过渡轮,所述第二旋转驱动件用于驱动所述第二主齿轮转动,两个所述第二主齿轮分别与一排所述第二从动轮两端的第二从动轮啮合,一组内相邻的两个第二从动轮分别与一个第二过渡轮啮合,所述第二
从动轮用于驱动所述动夹持杆转动。
8.可选的,所述第一旋转驱动件的数量为一个,所述第一传动组件包括与所述定底板转动连接的第一主齿轮,多个依次排列的与所述定底板转动连接的第一从动轮,以及设置在相邻的两个第一从动轮之间的多个依次排列的且与所述定底板转动连接的第一过渡轮,所述第一旋转驱动件用于驱动所述第一主齿轮转动,所述第一主齿轮与一排所述第一从动轮一端的一个第一从动轮啮合,相邻的两个第一从动轮分别与一个第一过渡轮啮合,所述第一从动轮用于驱动所述定夹持杆转动;所述第二旋转驱动件的数量为一个,所述第二传动组件包括与所述动底板转动连接的第二主齿轮,多个依次排列的与所述动底板转动连接的第二从动轮,以及设置在相邻的两个第二从动轮之间的多个依次排列的与所述动底板转动连接的第二过渡轮,所述第二旋转驱动件用于驱动所述第二主齿轮转动,所述第二主齿轮与一排所述第二从动轮一端的一个第二从动轮啮合,相邻的两个第二从动轮分别与一个第二过渡轮啮合,所述第二从动轮用于驱动所述动夹持杆转动。
9.本实用新型还提供一种激光打孔系统,包括:上述的转运夹紧装置,以及用于将烟棒输送至所述转运夹紧装置中的一组活动夹持组件的上料装置。
10.可选的,所述上料装置包括第一上料气缸,与所述第一上料气缸的输出端固定连接的第一上料齿板,第二上料气缸,以及与所述第二上料气缸的输出端固定连接的第二上料齿板,所述第一上料齿板设置在所述定夹持组件的一侧,所述第二上料齿板设置在所述动夹持组件的一侧,所述第一上料齿板和所述第二上料齿板配合用于支撑所述烟棒,并在第一上料气缸和第二上料气缸的同步作用下使烟棒上下运动。
11.可选的,还包括用于存储烟棒的料仓,用于对从所述料仓下落的烟棒进行排序的槽轮组件,用于输送经槽轮组件排序后的烟棒的链条输送线,其中,所述上料装置用于将所述链条输送线上的烟棒输送至所述转运夹紧装置。
12.可选的,还包括用于对转运夹紧装置上的烟棒进行打孔的激光打孔装置。
13.可选的,还包括用于接收从所述转运夹紧装置上打孔完毕的烟棒的收料装置。
14.本实用新型提供的一种转运夹紧装置和激光打孔系统,具有以下有益效果:
15.通过线性驱动件驱动与所述旋转台滑动连接的动夹持组件在旋转台上滑动,从而通过相对设置的定夹持组件和动夹持组件配合从烟棒的两端夹紧或者释放烟棒,由于定夹持组件设置在所述旋转台上,动夹持组件与所述旋转台滑动连接,线性驱动件设置在所述旋转台,且两组活动夹持组件设置在所述旋转台上关于旋转台的转动中心中心对称,因此当旋转台转动180
°
后,两组活动夹持组件的位置可互换,如此可将位于旋转台一侧的活动夹持组件用于上料,将位于旋转台另一侧的活动夹持组件用于激光打孔和下料,如此可在旋转台的一侧的活动夹持组件用于上料的同时,旋转台的另一侧的活动夹持组件用于打孔和下料,相较于先上料,再打孔,再下料的装置而言,可提高烟棒打孔的效率。
附图说明
16.图1是本实用新型实施例中转运夹紧装置的结构示意图;
17.图2是本实用新型实施例中转运夹紧装置的俯视图;
18.图3是本实用新型实施例中转运夹紧装置的侧视图;
19.图4是本实用新型实施例中转运夹紧装置中的活动夹持组件的结构示意图;
20.图5是本实用新型实施例中转运夹紧装置中的活动夹持组件中的局部的示意图;
21.图6是本实用新型实施例中烟棒打孔前的结构示意图;
22.图7是本实用新型实施例中烟棒打孔后的结构示意图;
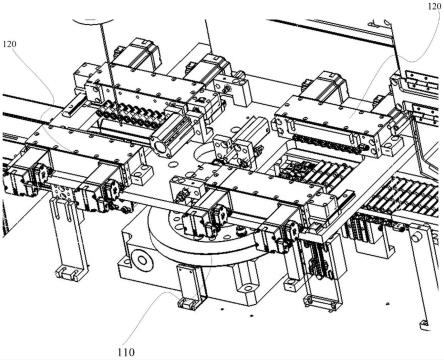
23.图8是本实用新型实施例中激光打孔系统的整体结构示意图;
24.图9是本实用新型实施例中激光打孔系统的局部结构示意图。
25.附图标记说明:
26.100-转运夹紧装置;
27.110-旋转台;
28.120-活动夹持组件;
29.1211-定夹持组件;
30.1221-动夹持组件;1223-动夹持杆;1224-第二旋转驱动件;1225-第二传动组件;1226-第二主齿轮;1227-第二从动轮;1228-第二过渡轮;
31.1231-线性驱动件;
32.200-料仓;
33.300-槽轮组件;
34.400-链条输送线;
35.500-激光打孔装置;
36.600-收料装置;
37.700-烟棒。
具体实施方式
38.以下结合附图和具体实施例对本实用新型提出的转运夹紧装置和激光打孔系统作进一步详细说明。根据下面说明,本实用新型的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施例的目的。
39.参考图1、图2、图3、图4、图5、图6和图7,图1是本实用新型实施例中转运夹紧装置100的结构示意图,图2是本实用新型实施例中转运夹紧装置的俯视图,图3是本实用新型实施例中转运夹紧装置的侧视图,图4是本实用新型实施例中转运夹紧装置中的活动夹持组件的结构示意图,图5是本实用新型实施例中转运夹紧装置中的活动夹持组件中的局部的示意图,图6是本实用新型实施例中烟棒打孔前的结构示意图,图7是本实用新型实施例中烟棒打孔后的结构示意图,本实施例还提供一种转运夹紧装置100,包括:旋转台110,设置在所述旋转台110上关于旋转台110的转动中心中心对称的两组活动夹持组件120,所述活动夹持组件120包括设置在所述旋转台110上的定夹持组件1211,与所述旋转台110滑动连接的动夹持组件1221,设置在所述旋转台110上的用于驱动所述动夹持组件1221在所述旋转台110上滑动的线性驱动件1231,其中,所述动夹持组件1221和所述定夹持组件1211配合用于从烟棒的两端夹紧和释放烟棒700。
40.通过线性驱动件1231驱动与所述旋转台110滑动连接的动夹持组件1221在旋转台110上滑动,从而通过相对设置的定夹持组件和动夹持组件配合从烟棒的两端夹紧或者释放烟棒700,由于定夹持组件1211设置在所述旋转台110上,动夹持组件1221与所述旋转台
110滑动连接,线性驱动件1231设置在所述旋转台110,且两组活动夹持组件120设置在所述旋转台110上关于旋转台110的转动中心中心对称,因此当旋转台110转动180
°
后,两组活动夹持组件120的位置可互换,如此可将位于旋转台110一侧的活动夹持组件120用于上料,将位于旋转台110另一侧的活动夹持组件120用于激光打孔和下料,可在旋转台110的一侧的活动夹持组件120用于上料的同时,旋转台110的另一侧的活动夹持组件120用于打孔和下料,相较于先上料,再打孔,再下料的装置而言,可提高烟棒700打孔的效率。
41.参考图6和图7,烟棒700打孔需要在烟棒700的同一外周面上依次均匀打孔,因此,需要定夹持组件1211和动夹持组件1221配合夹持烟棒700之后可驱动烟棒700转动,以使转运夹紧装置100与激光打孔装置500配合在烟棒700的外周面上均匀打孔。
42.为了实现定夹持组件1211和动夹持组件1221配合夹持烟棒700之后可驱动烟棒700转动的功能,参考图4,所述定夹持组件1211包括固定在旋转台110上的定底板,与所述定底板转动连接的成排设置的多个定夹持杆,与所述定底板固定连接的第一旋转驱动件,用于将所述第一旋转驱动件的旋转动力传递给多个所述定夹持杆的第一传动组件;所述动夹持组件1221包括与所述旋转台110滑动连接的动底板,与所述动底板转动连接的成排设置的多个动夹持杆1223,与所述动底板固定连接的第二旋转驱动件1224,用于将所述第二旋转驱动件1224的旋转动力传递给多个所述动夹持杆1223的第二传动组件1225,其中,所述第一旋转驱动件和所述第二旋转驱动件1224驱动所述定夹持杆和动夹持杆1223同步转动。所述线性驱动件1231用于驱动所述动底板在所述旋转台110上滑动。
43.通过设置第一旋转驱动件,并通过第一传动组件将所述第一旋转驱动件的旋转动力传递给多个所述定夹持杆,多个定夹持杆又与定底板转动连接且成排设置,因此可通过第一传动组件驱动成排设置的多个定夹持杆同步转动;通过设置第二旋转驱动件1224,并通过第二传动组件1225将所述第二旋转驱动件1224的旋转动力传递给多个所述动夹持杆1223,多个动夹持杆1223又与动底板转动连接且成排设置,因此可通过第二传动组件1225驱动成排设置的多个动夹持杆1223同步转动;因为,所述第一旋转驱动件和所述第二旋转驱动件1224驱动所述定夹持杆和动夹持杆1223同步转动,因此所述定夹持杆和动夹持杆1223可同步带动烟棒700转动,且避免烟棒700扭转,保证烟棒700打孔质量。
44.为了进一步提高转运夹紧装置100的工作效率,定夹持组件1211和动夹持组件1221配合夹持烟棒700之后需要使烟棒700一部分旋转,一部分激光打孔,也就是说将单个活动夹持组件120划分为两个工作区,一个工作区激光打孔时,另一个工作区旋转烟棒700。
45.为了实现定夹持组件1211和动夹持组件1221配合夹持烟棒700之后使烟棒700一部分旋转,一部分激光打孔的功能,参考图5,所述第一旋转驱动件的数量为两个,所述第一传动组件包括两个与所述定底板转动连接的第一主齿轮,两组多个依次排列的与所述定底板转动连接的第一从动轮,以及设置在一组内相邻的两个第一从动轮之间的多个依次排列的且与所述定底板转动连接的第一过渡轮,所述第一旋转驱动件用于驱动所述第一主齿轮转动,两个所述第一主齿轮分别与一排所述第一从动轮两端的第一从动轮啮合,一组内相邻的两个第一从动轮分别与一个第一过渡轮啮合,所述第一从动轮用于驱动所述定夹持杆转动。所述第二旋转驱动件1224的数量为两个,所述第二传动组件1225包括两个与所述动底板转动连接的第二主齿轮1226,两组多个依次排列的与所述动底板转动连接的第二从动轮1227,以及设置在一组内相邻的两个第二从动轮1227之间的多个依次排列的且与所述动
底板转动连接的第二过渡轮1228,所述第二旋转驱动件1224用于驱动所述第二主齿轮1226转动,两个所述第二主齿轮1226分别与一排所述第二从动轮1227两端的第二从动轮1227啮合,一组内相邻的两个第二从动轮1227分别与一个第二过渡轮1228啮合,所述第二从动轮1227用于驱动所述动夹持杆1223转动。
46.具体的,如图5所示,一组所述第一从动轮的数量为五个,设置在一组内相邻的两个第一从动轮之间的多个依次排列的第一过渡轮的数量为四个,位于最左侧的第一从动轮与一个第一主齿轮啮合,两个第一旋转驱动件可分别驱动定夹持杆转动。一组所述第二从动轮1227的数量为五个,设置在一组内相邻的两个第二从动轮1227之间的多个依次排列的第二过渡轮1228的数量为四个,位于最左侧的第二从动轮1227与一个第一主齿轮啮合,两个第一旋转驱动件可分别通过第一主齿轮、第一从动齿轮和第一过渡轮驱动两组定夹持杆转动。
47.在其它的实施例中,定夹持组件1211和动夹持组件1221配合夹持烟棒700之后仅具备通过定夹持组件1211和动夹持组件1221驱动烟棒700整体转动的功能,也就是说单个活动夹持组件120仅为一个工作区。具体的,所述第一旋转驱动件的数量为一个,所述第一传动组件包括与所述定底板转动连接的第一主齿轮,多个依次排列的与所述定底板转动连接的第一从动轮,以及设置在相邻的两个第一从动轮之间的多个依次排列的且与所述定底板转动连接的第一过渡轮,所述第一旋转驱动件用于驱动所述第一主齿轮转动,所述第一主齿轮与一排所述第一从动轮一端的一个第一从动轮啮合,相邻的两个第一从动轮分别与一个第一过渡轮啮合,所述第一从动轮用于驱动所述定夹持杆转动。所述第二旋转驱动件1224的数量为一个,所述第二传动组件1225包括与所述动底板转动连接的第二主齿轮1226,多个依次排列的与所述动底板转动连接的第二从动轮1227,以及设置在相邻的两个第二从动轮1227之间的多个依次排列的与所述动底板转动连接的第二过渡轮1228,所述第二旋转驱动件1224用于驱动所述第二主齿轮1226转动,所述第二主齿轮1226与一排所述第二从动轮1227一端的一个第二从动轮1227啮合,相邻的两个第二从动轮1227分别与一个第二过渡轮1228啮合,所述第二从动轮1227用于驱动所述动夹持杆1223转动。
48.本实施例中,所述第一旋转驱动件和第二旋转驱动件1224分别为电机。
49.参考图8和图9,图8是本实用新型实施例中激光打孔系统的整体结构示意图,图9是本实用新型实施例中激光打孔系统的局部结构示意图,本实施例还提供一种激光打孔系统,包括:上述实施例中的转运夹紧装置100,以及用于将烟棒700输送至所述转运夹紧装置100中的一组活动夹持组件120的上料装置,所述上料装置靠近所述活动夹持组件120设置。
50.具体的,所述上料装置包括第一上料气缸,与所述第一上料气缸的输出端固定连接的第一上料齿板,第二上料气缸,以及与所述第二上料气缸的输出端固定连接的第二上料齿板,所述第一上料齿板设置在所述定夹持组件1211的一侧,所述第二上料齿板设置在所述动夹持组件1221的一侧,所述第一上料齿板和所述第二上料齿板配合用于支撑所述烟棒700,并在第一上料气缸和第二上料气缸的同步作用下使烟棒700上下运动,当烟棒700向上运动后,可使转运夹紧装置100的动夹持组件1221和定夹持组件1211配合用于夹紧烟棒。
51.所述激光打孔系统还包括用于存储烟棒700的料仓200,用于对从所述料仓200下落的烟棒700进行排序的槽轮组件300,用于输送经槽轮组件300排序后的烟棒700的链条输送线400,其中,所述上料装置用于将所述链条输送线400上的烟棒700输送至所述转运夹紧
装置100。
52.所述激光打孔系统还包括用于对转运夹紧装置100上的烟棒700进行打孔的激光打孔装置500,所述激光打孔装置500靠近一组活动夹持组件120设置,所述激光打孔装置500靠近的一组活动夹持组件120与所述上料装置靠近的一组所述活动夹持组件120相对设置。
53.激光打孔装置500由co2激光器、扩束镜、红光指示、振镜、透镜组成。
54.co2激光器是核心光源,功率是150w-650w。
55.co2激光器波长应为9300-11000nm。
56.所述激光打孔系统还包括用于接收从所述转运夹紧装置100上打孔完毕的烟棒700的收料装置600。
57.所述烟棒700的材质为醋酸纤维,厚度为0.1-1mm。
58.所述激光打孔系统的工作过程如下:
59.步骤s100,将烟棒700放置在料仓200中,通过槽轮组件300对从所述料仓200下落的烟棒700进行排序,并通过链条输送线400输送经槽轮组件300排序后的烟棒700。
60.步骤s200,通过上料装置将烟棒700输送至所述转运夹紧装置100中。具体的,第一上料气缸和第二上料气缸的同步作用下使第一上料齿板和第二上料齿板同步向上运动,将链条输送线400上的烟棒700托举起来,并将烟棒700托举至预定高度。
61.步骤s300,通过所述线性驱动件1231驱动所述动夹持组件1221在所述旋转台110上滑动,使得动夹持组件1221和定夹持组件1211之间的间距变小,定夹持组件1211上的定夹持杆和动夹持组件1221上的动夹持杆1223配合插入烟棒700的两端的孔内,从而通过定夹持组件和动夹持组件配合从烟棒的两端夹紧烟棒700。
62.步骤s400,上料装置下降。具体的,第一上料气缸和第二上料气缸的同步作用下使第一上料齿板和第二上料齿板同步向下运动。
63.步骤s500,旋转台110旋转180
°
。
64.步骤s600,将靠近激光打孔装置500一侧的活动夹持组件120中的烟棒700分为两组,一组进行激光打孔,另外一组进行旋转,然后再对旋转的一组烟棒700进行打孔,对打孔的一组进行旋转,直至在烟棒700的外周面上打孔完毕。之后通过所述线性驱动件1231驱动所述动夹持组件1221在所述旋转台110上滑动,使靠近激光打孔装置500一侧的活动夹持组件120中的动夹持组件1221和定夹持组件1211之间的间距变大,使得定夹持杆和动夹持杆从烟棒两端的孔内脱离,实现烟棒700落料,并使烟棒700落入收料装置600中。同时,对靠近上料装置一侧的活动夹持组件120重复步骤s200至步骤s400。
65.步骤s700,旋转台110再次旋转180
°
。
66.上述描述仅是对本实用新型较佳实施例的描述,并非对本实用新型范围的任何限定,本实用新型领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1