一种宽度可调且通道中心等速的分段式提升输送装置的制作方法
1.本实用新型涉及一种棒状物提升输送装置,尤其是一种宽度可调且通道中心等速的分段式提升输送装置,用于将棒状物沿s形路径提升至目标高度,属于烟草加工技术领域。
背景技术:
2.目前在国内棒状物料(如烟支)生产过程中,上游设备生产出来的棒状物经过s形提升输送装置提升后进入下游设备。目前该技术领域使用的方案如专利“一种通道中心等速分段式提升输送装置zl201420551558.4”所述:将s形提升输送通道分为下弯提升输送段、竖直提升输送段、上弯提升输送段,三个提升输送段均以通道中心线速度一致,即以通道中心线等速的方式设计通道两侧输送链板的速度,从而保证棒状物料在经过上、下弯输送通道(中心半径为r)时,仍能保持相同的角速度绕弯段中心旋转,相互之间没有位移,不产生回落、不相互挤压。此种方式最大程度地减少了棒状物在经过s形提升输送通道后不会产生损伤,但却不利于改造。
3.因为烟草加工过程中,会产生不同直径、不同长短、不同软硬的棒状物料,为了完成提升输送,需要匹配不同宽度的输送通道。但上述专利的技术方案在定型之后,弯段提升输送段内外弯的速度比例是确定的,当改造通道宽度后,为了保证“通道中心等速”,需要按新的速比重新设计减速器,为此不得不对箱体、齿轮箱、同步带、链条等进行改造,从而带动改造成本高,难于进行无级调配速比,且误差较大,另外,这样的技术方案难于适应卷烟企业灵活更换品牌的要求。
4.因此,有必要对现有技术加以改进。
技术实现要素:
5.本实用新型旨在提供一种宽度可调且通道中心等速的分段式提升输送装置,以满足不同物料对不同通道宽度的要求,节约成本和时间,保证通道中心等速分段提升。
6.本实用新型通过下列技术方案实现:一种宽度可调且通道中心等速的分段式提升输送装置,包括自上而下依次设置在机箱前面板的由内、外弯输送组件及其间的上弯提升输送通道构成的上弯提升输送机构、由相向且间隔设置的两个竖直提升输送组件及其间的竖直提升通道构成的竖直提升输送机构,由内、外弯输送组件及其间的下弯提升输送通道构成的下弯提升输送机构以及入口水平输送机构,其特征在于上弯提升输送机构、竖直提升输送机构、下弯提升输送机构中的其中一个输送组件通过螺栓及螺母与设置在机箱前面板上的腰孔相连,以便根据需要同步移动上弯提升输送机构、竖直提升输送机构、下弯提升输送机构中的其中一个输送组件,即可实现对应通道宽或窄的调整,满足不同棒状物的提升输送。
7.所述上弯提升输送机构的:
8.上外弯输送组件包括上外弯输送带或链,分别位于该输送带或链两端的传动辊,
其中一端的传动辊与第一电机相连,以便由第一电机12独立驱动上外弯输送带或链移动;
9.上内弯输送组件包括上内弯输送带或链,分别位于该输送带或链两端的传动辊,其中一端的传动辊与第二电机相连,以便由第二电机独立驱动上内弯输送带或链移动;
10.进而带动上弯提升输送通道中的棒状物料进行上弯提升输送。
11.所述竖直提升输送机构的两个竖直提升输送组件均包括对应的竖直提升输送带或链,分别设于竖直提升输送带或链两端的传动辊,其中一端的传动与第三电机相连,以便由第三电机独立驱动对应的竖直提升输送带或链移动,进而带动竖直通道中的棒状物料竖直提升输送。
12.所述下弯提升输送机构的:
13.下内弯输送组件包括下内弯输送带或链,分别位于下内弯输送带或链两端的传动辊,其中一端的传动辊与第四电机相连,以便由第四电机独立驱动下内弯输送带或链移动;
14.下外弯输送组件包括下外弯输送带或链,分别位于下外弯输送带或链两端的传动辊,其中一端的传动辊与第五电机相连,以便由第五电机独立驱动下外弯输送带或链移动;
15.进而带动下弯提升输送通道中的棒状物料进行下弯提升输送。
16.所述入口水平输送机构为常规皮带或链板输送机。
17.本实用新型具有下列优点和效果:采用上述技术方案,实现对应通道宽或窄的调整,满足不同棒状物的提升输送。同时各个独立驱动电机的设置,也方便快速精确地设定驱动电机参数,避免现有技术因使用齿轮链轮带来的误差,满足各种规格棒状物提升输送要求,并同时满足“通道中心等速,内外弯输送时过弯角速度一致”的要求,大大降低提升输送对棒状物造成的损伤,降低成本,缩短改造时间。
附图说明
18.为了更清楚地说明本实用新型实施例,下面将对实施例所需要的附图作简单介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
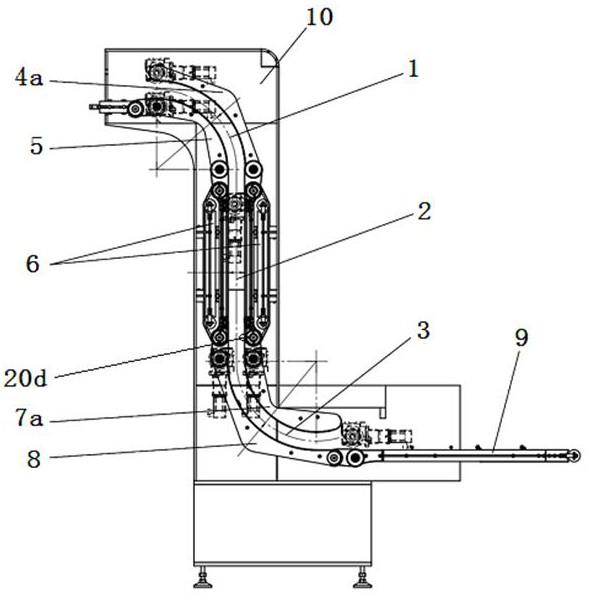
19.图1 为本实用新型结构示意图;
20.图2 为本实用新型结构示意图;
21.图3 为本实用新型上弯提升输送段结构示意图。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.图1和图2中,本实用新型提供的宽度可调且通道中心等速的分段式提升输送装置,包括自上而下依次设置在机箱前面板10上的由内、外弯输送组件5、4a及其间的上弯提升输送通道构成的上弯提升输送机构1、由相向且间隔设置的两个竖直提升输送组件6及其间的竖直提升通道构成的竖直提升输送机构2、由内、外弯输送组件8、7a及其间的下弯提升输送通道构成的下弯提升输送机构3以及入口水平输送机构9,其中:上弯提升输送机构1、
竖直提升输送机构2、下弯提升输送机构3中的其中一个输送组件通过螺栓及螺母与设置在机箱前面板10上的腰孔20a、20b、20c、20d相连,如图1、3;以便根据需要同步移动上弯提升输送机构1、竖直提升输送机构2、下弯提升输送机构3中的其中一个输送组件,即可实现对应通道宽或窄的调整,满足不同棒状物的提升输送;具体如下:
24.所述上弯提升输送机构1包括上外弯输送组件4a、上内弯输送组件5、以及位于上外弯输送组件4a和上内弯输送组件5之间的上弯提升输送通道,其中:
25.如图2,上外弯输送组件4a包括上外弯输送链板,分别位于该输送链板两端的传动辊,其中上端的传动辊与第一电机12相连,以便由第一电机12独立驱动上外弯输送链板移动;
26.上内弯输送组件5包括上内弯输送链板,分别位于该输送链板两端的传动辊,其中上端的传动辊与第二电机13相连,以便由第二电机13独立驱动上内弯输送链板移动;进而带动上弯提升输送通道中的棒状物料进行上弯提升输送;
27.所述竖直提升输送机构2包括相向且间隔设置的两个竖直提升输送组件6,位于两个竖直提升输送组件6之间的竖直提升通道,其中:两个竖直提升输送组件6均包括对应的竖直提升输送链板,分别设于两个竖直提升输送链板两端的传动辊,其中上端的两个传动辊分别与对应的第三电机14相连,以便由第三电机14独立地驱动两个竖直提升输送链板移动,进而带动竖直通道中的棒状物料竖直提升输送;
28.所述下弯提升输送机构3包括下内弯输送组件7a、下外弯输送组件8,以及位于下内弯输送组件7a和下外弯输送组件8之间的下弯提升输送通道,其中:下内弯输送组件7a包括下内弯输送链板,分别位于下内弯输送链板两端的传动辊,其中上端的传动辊与第四电机16相连,以便由第四电机16独立驱动下内弯输送链板移动;下外弯输送组件8包括下外弯输送链板,分别位于下外弯输送链板两端的传动辊,其中上端的传动辊与第五电机15相连,以便由第五电机15独立驱动下外弯输送链板移动,进而带动下弯提升输送通道中的棒状物料进行下弯提升输送;
29.所述入口水平输送机构9为常规皮带输送机,由第六电机17驱动其运行,完成物料的入口输送;
30.本实用新型的上内弯输送组件5、左侧的竖直输送组件6、下外弯输送组件8以及入口水平输送机构9固定不动,而上外弯输送组件4a的驱动电机12、传动辊、链板一起沿腰孔20a、20b向右移动,以增加上弯提升输送通道宽度;同时右侧的竖直输送组件6的传动辊、链板沿腰孔20c向右移动,使竖直提升输送通道宽度增加;同时下内弯输送组件7a的电机16、传动辊及链板均沿腰孔20d向右上方移动,以增加下弯提升输送通道宽度;在本实用新型中的上、下内外弯链板的线速度分别由对应的电机独立控制,以配合通道宽度调整。
31.综上,上外弯输送组件4a、上内弯输送组件5、下内弯输送组件7a、下外弯输送组件8分别由电机独立驱动。通过固定上内弯输送组件5、左侧的竖直输送组件6、下外弯输送组件8以及入口水平输送机构9,移动上外弯输送组件4a、右侧的竖直输送组件6组件、下内弯输送组件7a,即可调整出需要的输送通道宽度。各个独立驱动电机的设置,也方便快速精确地设定驱动电机参数,避免现有技术因使用齿轮链轮带来的误差。满足各种规格棒状物提升输送要求,并同时满足“通道中心等速,内外弯输送时过弯角速度一致”的要求,大大降低提升输送对棒状物造成的损伤,降低成本,缩短改造时间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1