按设定长度生产新型烟草烟丝的加工装置的制作方法
本技术涉及新型烟草制丝工艺,特别涉及新型烟草烟丝按设定标准长度加工的装置。
背景技术:
1、近年来,新型烟草制品已经成为了国际烟草行业新的增长点,几大国际烟草公司都陆续推出了新型烟草制品。作为新兴的烟草制品,当前,在制丝工艺上通常采用传统卷烟的加工方法。
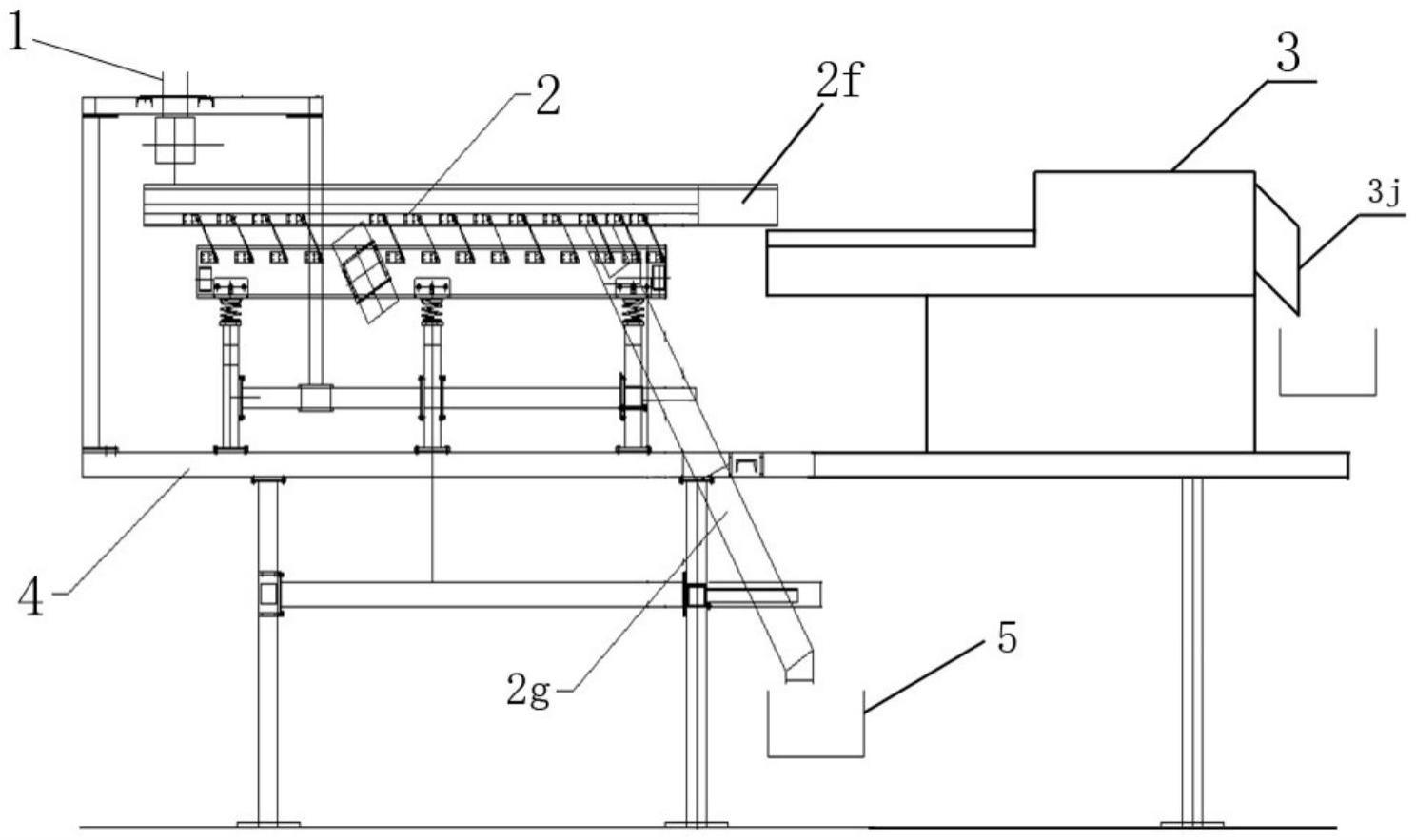
2、如图1所示为一种现有的烟草烟丝的加工装置,包括:进料装置、筛分装置2、机架4;进料装置、筛分装置固定于机架4,筛分装置位于进料装置的下部。
3、如图3所示,筛分装置2包括筛面2a、振槽2b、振臂2c、激振电机2d、减震弹簧2e、尾部出料口2f、下层出料口2g、振槽支架2h;其中,
4、筛面2a的头部位于进料装置的下部,筛面2a覆盖在振槽2b上方,距离振槽底面一定高度;振槽2b通过振臂2c安装于振槽支架2h;激振电机2d固定在振槽支架2h;振槽支架2h通过减震弹簧2e固定在机架4上;尾部出料口位46在振筛41的尾部;下层出料口2g在振槽2b下方。
5、激振电机2d运转带动振槽2b振动输送烟丝,筛面2a对烟丝进行筛选分流,通过筛面2a筛选落入振槽2b的烟丝从下层出料口2g落入成品烟丝输送带,筛面2a筛选到尾部的烟丝从尾部出料口2f落入回收烟丝输送带。
6、经多次实践发现,新型烟草与传统烟草的差异导致采用传统卷烟的加工装置处理新型烟草无法获得较优的均质化成品,差异包括:
7、1、新型烟草的烟片原料不同与传统烤烟烟片,切后的烟丝较为笔直,经过烘丝定型后也不容易卷曲;
8、2、新型烟草制品多采用烟具加热不燃烧的方式进行抽吸,烟丝在卷制时一般采用完全有序排列和相对有序排列,烟丝长度需要均匀一致,无需较长的烟丝。
9、基于上述差异,在新型烟草的制丝过程中如果烟丝较长,烟丝的填充值低会低于传统卷烟烟丝,导致卷烟空头和密度不均匀等质量缺陷,影响消费者的抽吸体验,造成原辅材料的浪费,所以新型烟草制品在烟丝质量、卷制质量等方面应有不同的要求。
10、为了提高新型烟草均质化加工能力,在制丝工艺中,需要按设定长度生产新型烟草烟丝。为解决新型烟草烟丝按设定标准长度加工的问题,提升新型烟草制品的卷制质量和感官质量,提高均质化加工能力,降低原辅材料的浪费,研究一种按设定长度生产新型烟草烟丝的加工方法是很必要的。
技术实现思路
1、本实用新型为了提升新型烟草制品的卷制质量和感官质量,提高均质化加工能力,降低原辅材料的浪费,提供了一种按设定长度生产新型烟草烟丝的加工装置,使新型烟草烟丝按设定标准长度加工。
2、为实现上述目的,本实用新型提供了一种按设定长度生产新型烟草烟丝的加工装置,包括:进料装置、筛分装置、切丝机、机架;其中,
3、进料装置位于筛分装置的头部,切丝机位于筛分装置的尾部,并且,筛分装置位于进料装置的下部,进料装置、筛分装置及切丝机固定于机架;
4、筛分装置包括筛面、振槽、振臂、激振电机、减震弹簧、尾部出料口、下层出料口、振槽支架;筛面的头部位于进料装置的下部,筛面覆盖在振槽上方,距离振槽底面一定高度;振槽通过振臂安装于振槽支架;激振电机固定在振槽支架;振槽支架通过减震弹簧固定在机架上;下层出料口在振槽下方;尾部出料口在振槽的尾部;
5、切丝机包括多个齿形辊、下排链、上排链、变频电机;切丝刀、切丝刀架、曲柄连杆机构、步进电机、控制柜;
6、多个齿形辊分别轴接固定于机架,多个齿形辊的轴向投影呈沿水平径向收缩的四边形结构,其中4个齿形辊位于四边形的四角;下排链沿水平方向盘绕位于四边形两个下角的齿形辊,下排链的头部位于筛分装置的尾部出料口下方或者下排链的头部连接筛分装置的尾部出料口;上排链位于下排链的上部,上排链盘绕位于四边形两个上角的齿形辊;上、下排链之间具有间隙下排链尾部齿形辊的一端通过链条与步进电机的输出端连接;
7、切丝刀的内侧贴近上排链的尾部,切丝刀的刀刃向下固定安装于切丝刀架;切丝刀架通过曲柄连杆机构与变频电机的输出端连接;变频电机、步进电机与控制柜信号连接。
8、切丝机落料槽位于切丝刀外侧的下方。
9、下排链的尾部齿形辊的一端通过皮带/链条与步进电机的输出端连接,另一端通过齿轮外啮合的方式带动上排链尾部齿形辊同速反向转动,齿形辊进一步带动与其啮合的上、下排链转动,沿水平布置的下排链转动时,将烟丝从下排链的头部向尾部传送,下排链靠近筛分装置的一侧是头部。
10、上、下排链之间的间隙形成一个物料输送及压实的通道,经过筛分及调整方向的烟丝进入该通道后,在通道中受上、下排链的挤压形成坚实的烟饼,烟饼被输送到切丝刀下。变频电机通过皮带传动方式带动曲柄连杆机构,曲柄连杆机构带动切丝刀架上下往复运动,切丝刀采用平刀结构,切丝刀架带动与其固定连接的切丝刀上下往复运动,切丝刀切断输送来的烟丝。
11、通过设置各齿形辊齿轮的模数、齿数均相同,可以使各部分转速均相同,控制上排链同速反向运转,保证物料向前输送、提高压实效率。
12、通过调整位于四边形两个下角的齿形辊的间距,可以对下排链的张紧程度进行灵活调整。
13、优选的,所述上排链比下排链短,下排链水平布置,上排链相对于下排链呈一定角度布置,上、下排链之间的间隙从下排链的头部向尾部逐渐缩小,形成一个进口大出口小的物料输送压实通道,烟丝压实效果好。
14、优选的,所述上排链与下排链是平行布置,多个齿形辊的轴向投影所呈的梯形上边与下边平行,烟丝压实及运送过程更顺畅。
15、优选的,下排链自头部向尾部向下倾斜布置,烟丝受重力及下排链的带动,运送效果更好。
16、优选的,下排链尾部齿形辊的一端通过链条与步进电机的输出端连接,带动下排链向前运动,另一端通过齿轮外啮合的方式带动上排链尾部齿形辊同速反向转动,上排链具有了动力源,可以辅助下排链输送和压实烟丝。
17、优选的,上、下排链是由多个排链单元组成,相邻的排链单元通过销轴两两串联,相比皮带输送,采用由排链单元构成的排链,机械强度更高,与齿形辊啮合同步运转不打滑,形成稳定的速度控制,具有良好的输送和压实效果。
18、优选的,在上排链和切丝刀之间,设有刀门机构,所述刀门机构的一侧贴近上排链,另一侧贴近切丝刀,所述刀门机构的下沿与上排链的下沿齐平,设置在上排链和切丝刀之间的刀门机构,可以压住烟丝,使烟丝始终保持压紧状态。
19、优选的,切丝刀架带有腰子孔,螺栓穿过腰子孔将切丝刀与切丝刀架固定,切丝刀架设置腰子孔使得切丝刀的上下位置可根据磨损程度灵活调整。
20、优选的,所述曲柄连杆机构的一端装有随其同步转动的感应轮,感应轮上设有凸台,还包括信号连接的接近开关、控制柜,其中,接近开关与感应轮的凸台对应,用于检测感应轮上的凸台,并向发出控制柜反馈检测信号,控制柜依据检测信号向步进电机发送步进信号,使其在凸台检测时间内步进相应距离,推动烟丝往前输送设定的距离。
21、更优选的,所述凸台占感应轮圆周的1/3,接近开关对凸台的检测信号更准确,保证感应轮与曲柄相配合,在切刀抬起时步进电机才工作。
22、更优选的,所述控制柜还与变频电机信号连接,控制柜的plc输出控制信号到变频电机,调节变频电机的电机转速,进而调节曲柄转速。提高曲柄转速,就提高了切丝刀上下往复的频率,同时由于曲柄连杆机构一端装有感应轮随之同步转动,通过接近开关检测感应轮上的凸台,在凸台检测时间内排链步进相应的距离,感应轮转速高,凸台检测时间就短,使排链步进距离缩小,进而使烟丝向前输送的距离就短,反之同理。通过调节变频电机的电机转速和曲柄转速,控制切丝刀上下往复的频率和排链步进距离,实现切丝长度5mm、10mm、15mm、20mm、25mm的柔性化调整,在控制柜可进行所需切丝长度的设定。
23、有益效果:
24、本实用新型提供了一种按设定长度生产新型烟草烟丝的加工装置,采用烟丝定长切丝机后,超出长度要求的烟丝会被进一步切成符合长度要求的烟丝。解决了新型烟草烟丝按设定标准长度加工的问题,提升了新型烟草制品卷制质量和感官质量,提高了均质化加工能力,降低了原辅材料的浪费。
25、本实用新型采用曲柄连杆机构带动切丝刀上下往复运动,具有较好的切丝效果,上、下排链将烟丝压实并且配合切丝频率进行步进输送,控制柜可灵活设定所需切丝长度,通过调节变频电机转速,可进一步调节切丝刀上下往复切丝的频率,同时通过接近开关控制排链步进电机使其步进相应距离,推动烟丝往前输送,实现切丝长度的柔性化调整。
26、通过更换不同筛孔尺寸的筛面以及调整烟丝定长切丝机切丝频率,可满足5mm、10mm、15mm、20mm、25mm的烟丝长度规格生产需求,如5mm切丝长度时,提高变频电机转速,进而提高感应轮转速,致使接近开关检测凸台的时间缩短,进而使步进电机步进时间缩短,带动排链向前输送烟丝的距离也就相应缩短,同理,其他切丝长度根据不同转速的配比即可实现灵活调整,筛分合格率达到70%以上,切断率达到98%。
27、综上所述,本实用新型适用于新型烟草制品烟丝按设定标准长度的加工,具有操作方便、结构原理简洁可靠、加工合格率高、柔性化程度高等特点,经过加工后的烟丝物理性能稳定,具有较高的填充值,提高了原辅材料的利用率,能够适应高速卷烟的需求,所制成的新型烟草的具有较高的卷制质量和感官质量,提高了卷烟均质化加工能力,充分满足新型烟草的产品加工需求、质量要求。
- 还没有人留言评论。精彩留言会获得点赞!