一种用于挤出气溶胶生成基质长条的挤出装置的制作方法
本发明涉及加热不燃烧卷烟,具体涉及一种用于挤出气溶胶生成基质长条的挤出装置。
背景技术:
1、随着消费者对于健康问题的重视及对卷烟产品个性化体验的需求提升,烟草行业不断响应消费者的需求升级,开发出各种具有降焦减害的吸烟制品。其中,加热卷烟由于其卷烟加热方式不同于传统卷烟制品,使其能够在满足消费者对于卷烟产品的感官需求的同时提供更加健康的抽吸体验。
2、现有的一体式气溶胶发生制品包括外管以及装填于外管内的气溶胶生成基质以及其他降温、增香或者发烟功能的功能单元。而气溶胶生成基质通常为烟粉或者烟草颗粒与发烟剂、粘结剂混合成浆料后,再通过挤出方式获得气溶胶生成基质长条,然后再切割成多个烟芯棒,其存在的问题是,切割后得到的烟芯棒不直,歪歪扭扭的,这将导致以下两个问题:其一是,直观上不美观;其二是,复合机将烟芯棒与其他单元进行复合时,复合机的辊轮是通过吸力拾取烟芯棒,通过复合机的辊轮拾取时,吸风口与烟芯棒的接触面也不平整,存在难以吸住,也容易掉落的问题。
3、因此,探究如何通过挤出法得到笔直的烟芯棒,是人们希望解决的。
4、为了解决以上问题,提出本发明。
技术实现思路
1、本发明目的在于提供一种用于挤出气溶胶生成基质长条的挤出装置,其包括挤出管1以及与挤出管1连接的烘干管2,烘干管2位于挤出管1的下游。本发明在挤出机的挤出管1下游设置长条状烘干管2,气溶胶生成基质长条是在烘干管外管21内表面和所述烘干管内柱22之间形成的第二环隙23内进行烘干,由于烘干管2的烘干管内柱22可发热,所以热量是从所述气溶胶生成基质长条内腔向外表面扩散,这种由内向外的扩散方式更利于物料中的水分等溶剂的挥发。另外,烘干管2的烘干管内柱22与气溶胶生成基质长条更贴近,且气溶胶生成基质长条的内腔表面都能受到烘干管内柱22的烘烤,所以本发明烘干管2可以缩短气溶胶生成基质长条的烘干时间,而烘干过程中由于烘干管外管21的限制,可以防止气溶胶生成基质长条弯曲变形,从而既保证了气溶胶生成基质长条可以快速烘干,也防止气溶胶生成基质长条在烘干过程中变形。
2、本发明提供一种用于挤出气溶胶生成基质长条的挤出装置,所述气溶胶生成基质长条为具有中空结构的气溶胶生成基质管;
3、所述挤出装置包括挤出管1、以及与所述挤出管1连接的烘干管2,所述烘干管2位于所述挤出管1的下游,所述挤出管1包括挤出管外管11,以及位于所述挤出管外管11内的挤出管内柱12,所述挤出管外管11内表面和所述挤出管内柱12之间形成第一环隙13,所述气溶胶生成基质长条从所述第一环隙13中挤出,并进入下游的所述烘干管2内进行烘干;
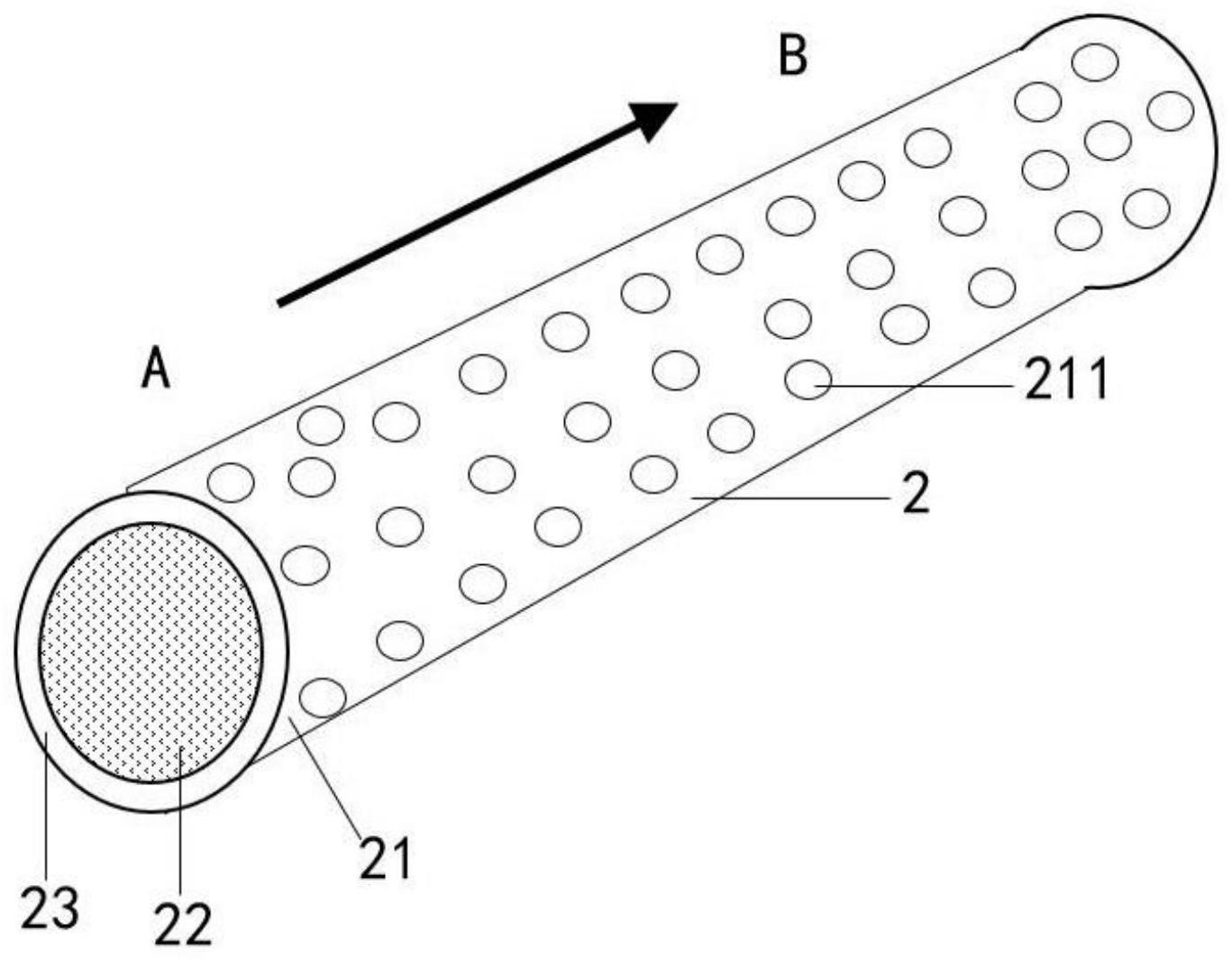
4、所述烘干管2包括烘干管外管21,以及位于所述烘干管外管21内的烘干管内柱22,所述烘干管外管21内表面和所述烘干管内柱22之间形成第二环隙23,所述气溶胶生成基质长条在所述第二环隙23中进行烘干;
5、所述烘干管内柱22可发热,以烘干所述第二环隙23内的气溶胶生成基质长条。
6、本发明挤出装置得到的所述气溶胶生成基质长条为具有中空结构的发烟管,发烟管内部空腔利于烟气的释放,其中所述挤出管1的目的在于挤出气溶胶生成基质长条,而所述烘干管2的目的一方面在于烘干挤出的气溶胶生成基质长条,另一方面在于烘干过程中对气溶胶生成基质长条外表面的形状定型,保证其直度,避免其在烘干过程中弯曲变形。
7、优选地,所述烘干管内柱22的表面具有发热部件,以使所述烘干管内柱22发热,所述发热部件包括电阻发热片或者电阻发热丝,所述发热部件的温度为70-120℃。也就是说,所述烘干管内柱22可以自身发热,也可以在其表面贴合可发热的发热部件。除此之外,其还可以采用电阻加热以外的形式进行加热,只要是其能产生热量对所述气溶胶生成基质长条进行烘干即可。
8、气溶胶生成基质长条从烘干管2上游到下游仅需要1-5分钟,而气溶胶生成基质长条仅从烘干管2上游到下游的过程中就可以完成烘干,大大缩短气溶胶生成基质长条的烘干时间。通过所述烘干管2的时间根据挤出料的速度进行调节。
9、通过挤出物料的运行方向定义上下游,即挤出物料从上游向下游运行。
10、优选地,所述烘干管2的烘干管外管21上具有通风孔211。所述通风孔211的目的有两个:1、烘干管内柱22烘干气溶胶生成基质长条内的醇或者水溶剂通过所述通风孔211排出。2、烘干管2外设置鼓风设备,通过所述通风孔211向所述烘干管2内引入热风,在烘干管内柱22烘干气溶胶生成基质长条的基础上,进一步通过热风风干所述气溶胶生成基质长条。通过热气流对气溶胶生成基质长条进行烘干,可以使得烘干更充分均匀,从而更好的实现边烘干边定型。此外,烘干管内柱22发热烘干和热风风干,双重烘干可以进一步缩短烘干时间,从而进一步减少烘干过程造成的气溶胶生成基质长条变形。通过所述通风孔向所述烘干管2内引入的热风温度为40-60℃。
11、烘干后的气溶胶生成基质长条直接密封保存,防止其再次吸收环境中的水分。或者是先放到40-60℃的温度下,继续风干10-20分钟,然后再密封保存。
12、优选地,所述烘干管2的入料端与所述挤出管1的出料端连接,且所述第二环隙23入料端的尺寸大于所述第一环隙13出料端的尺寸。这是因为,挤出管1在出料时,挤出物料气溶胶生成基质长条的外径会些许变大,如果所述第二环隙23入料端的尺寸等于所述第一环隙13出料端的尺寸,则有可能会出现气溶胶生成基质长条从挤出管1第一环隙13挤出后无法进入烘干管2第二环隙23的问题。
13、优选地,所述第一环隙13从上游到下游尺寸逐渐缩小。这样可以保证在挤出的过程中逐步向物料施压,从而将物料顺利的挤出。如果直接将物料从较细的挤出管1中挤出,由于挤出管1入料端管径瞬间变小,则此处压力过大,很容易出现挤不出的问题。
14、优选地,所述第二环隙23从上游到下游尺寸逐渐缩小,且所述第二环隙23下游尺寸与所述第二环隙23上游尺寸差0.5-1.0mm。这样设置的目的在于,随着挤出物料气溶胶生成基质长条的运行,气溶胶生成基质长条内的水分流失,气溶胶生成基质长条的直径逐渐缩小,第二环隙23尺寸逐步缩小是为了适应于气溶胶生成基质长条,以保证即便是气溶胶生成基质长条直径缩小后,烘干管2仍然可以对气溶胶生成基质长条起到定型的作用。
15、优选地,所述挤出管1的长度为2-6cm。
16、优选地,所述烘干管2的长度为20-50cm。
17、优选地,所述第一环隙13和第二环隙23的尺寸依据所需要的气溶胶生成基质长条外径来定。
18、优选地,所述挤出管内柱12的横截面积可以为圆形、三角形、多边形,相应的,所述气溶胶生成基质长条内部空腔的横截面积为圆形、三角形、多边形。所述挤出管内柱12的目的是在于挤出的时候形成气溶胶生成基质长条内部空腔,所以可以根据内部空腔的形状需求设置挤出管内柱12的形状。
19、优选地,所述挤出管外管11的上游端内具有固定所述挤出管内柱12的支撑条14。从挤出管1的剖面图看,所述支撑条14可以形成一个十字,而挤出管内柱12位于十字的中心处。所述支撑条14的轴向长度为2-5mm,其作用仅在于固定位于中心的挤出管内柱12。在挤出管1的入料端,挤出物料虽然会被支撑条14分成多股物料,但是由支撑条并不是延伸挤出管1的整个轴向长度,其仅仅是入料端延伸一小段距离,所以经挤出管1挤出的气溶胶生成基质长条,仍然是具有完整的中空结构的发烟管。
20、相对于现有技术,本发明具有以下有益效果:
21、1、本发明首先找出导致切割后得到的烟芯棒不直的根本原因是以下两方面:1气溶胶生成基质长条并不是挤出后就直接切断得到烟芯棒,这是因为,为了便于挤出,用于挤出的物料是含有醇或者水等溶剂的,所以挤出后的气溶胶生成基质长条是软的,通常需要先放置到烘箱中经烘干固化后再切断。而由于在挤出之前物料搅拌的可能不均匀,水分分散不均匀,烘干过程中水分的流失位置也不均匀,造成了烘干后的气溶胶生成基质长条扭曲变形。2烘干的过程中,为了防止内部发烟物质或者增香物质的挥发量,烘干的温度就不能太高,通常是70-120℃,但是烘干温度低就会导致烘干时间过长,通常是烘干2-3小时,由于气溶胶生成基质长条比较长,较长的烘干时间就会导致气溶胶生成基质长条在烘干过程中容易受重力影响变形,发生弯曲。所以就存在,烘干温度高会导致发烟物质或者增香物质挥发,而烘干温度低就又导致烘干时间过过长气溶胶生成基质长条弯曲变形的问题。为了解决以上问题,本发明在挤出机的挤出管下游设置长条状烘干管2,气溶胶生成基质长条是在烘干管外管21内表面和所述烘干管内柱22之间形成的第二环隙23内进行烘干,由于烘干管2的烘干管内柱22可发热,所以热量是从所述气溶胶生成基质长条内腔向外表面扩散,这种由内向外的扩散方式更利于物料中的水分等溶剂的挥发。另外,本发明烘干管2的烘干管内柱22与气溶胶生成基质长条外表面之间距离更近,且气溶胶生成基质长条的内腔表面都能受到所述烘干管内柱22的烘烤,所以本发明烘干管2可以大大缩短气溶胶生成基质长条的烘干时间,气溶胶生成基质长条从烘干管2上游到下游仅需要1-5分钟,而气溶胶生成基质长条仅从烘干管2上游到下游的过程中就可以完成烘干。而烘干过程中由于烘干管外管21的限制,可以防止气溶胶生成基质长条弯曲变形,从而既保证了气溶胶生成基质长条可以快速烘干,也防止气溶胶生成基质长条在烘干过程中变形。
22、2、本发明挤出管1包括挤出管外管11,以及位于所述挤出管外管11内的挤出管内柱12,所述挤出管外管11内表面和所述挤出管内柱12之间形成第一环隙13,所述气溶胶生成基质长条从所述第一环隙13中挤出,并进入下游的所述烘干管2内进行烘干。烘干管2包括烘干管外管21,以及位于所述烘干管外管21内的烘干管内柱22,所述烘干管外管21内表面和所述烘干管内柱22之间形成第二环隙23,所述气溶胶生成基质长条在所述第二环隙23中进行烘干。因此,本发明所述挤出管1的目的在于挤出气溶胶生成基质长条,而所述烘干管2的目的一方面在于烘干挤出的气溶胶生成基质长条,另一方面在于烘干过程中对气溶胶生成基质长条外表面的形状定型,保证其直度,避免其在烘干过程中弯曲变形。
23、3、本发明所述烘干管2的烘干管外管21上具有通风孔211。所述通风孔211的目的有两个:1、烘干管内柱22烘干气溶胶生成基质长条内的醇或者水溶剂通过所述通风孔211排出。2、烘干管2外设置鼓风设备,通过所述通风孔211向所述烘干管2内引入热风,在烘干管内柱22烘干气溶胶生成基质长条的基础上,进一步通过热风风干所述气溶胶生成基质长条。通过热气流对气溶胶生成基质长条进行烘干,可以使得烘干更充分均匀,从而更好的实现边烘干边定型。此外,烘干管内柱22发热烘干和热风风干,双重烘干可以进一步缩短烘干时间,从而进一步减少烘干过程造成的气溶胶生成基质长条变形。
24、4、本发明所述第一环隙13从上游到下游尺寸逐渐缩小。这样可以保证在挤出的过程中逐步向物料施压,从而将物料顺利的挤出。如果直接将物料从较细的挤出管1中挤出,由于挤出管1入料端管径瞬间变小,则此处压力过大,很容易出现挤不出的问题。
25、5、本发明所述第二环隙23从上游到下游尺寸逐渐缩小,且所述第二环隙23下游尺寸与所述第二环隙23上游尺寸差0.5-1.0mm。这样设置的目的在于,随着挤出物料气溶胶生成基质长条的运行,气溶胶生成基质长条内的水分流失,气溶胶生成基质长条的直径逐渐缩小,第二环隙23尺寸逐步缩小是为了适应于气溶胶生成基质长条,以保证即便是气溶胶生成基质长条直径缩小后,烘干管2仍然可以对气溶胶生成基质长条起到定型的作用。
- 还没有人留言评论。精彩留言会获得点赞!